
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
В атмосфері захисних газів
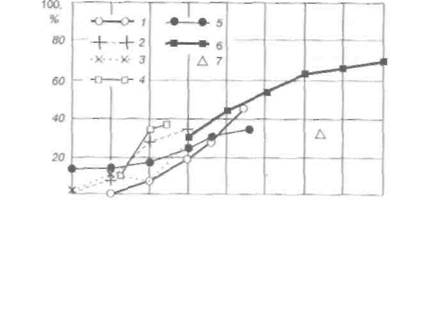
Напівавтоматичне й автоматичне дугове зварювання у захисних газах поступово витісняє ручне дугове зварювання. Частка металу (%), наплавленого в атмосфері захисних газів, порівняно з іншими способами дугового зварювання невпинно зростає і за станом на 2000 рік в країнах Європейської співдружності становила 70 % (рис. 5.1.12). За 100 % прийнято сумарну кількість наплавленого металу всіма способами дугового зварювання. В Україні спостерігається помітне відставання від індустріально розвинених країн.
1960 1965 1970 1975 1980 1985 1990 1995 2000 Рік Рис. 5.1.12. Розвиток механізованих способів дугового зварювання в атмосфері захисних газів: в Япоиії (І); у Франції (2); у ФРН (3); в Італії (4); у СШЛ (5); в ЄС (Є); в Україні (7) 5.1.2.1. НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ЗАХИСНИХ ГАЗІВ Напівавтоматичне дугове зварювання в атмосфері захисних газів відрізняється від ручного тим, що тут автоматично подається електродний дріт на виріб, автоматично запалюється та підтримується дуга і лише вручну зварник переміщає електродний дріт уздовж майбутнього шва. Як захисні використовують інертні (аргон, гелій) та активні гази (вуглекислий газ, азот, водень), а також суміші двох і більше газів. Найефективнішим з-поміж захисних газів є вуглекислий газ і аргон. Гелій використовують рідше з огляду на його високу ціну. Зварюють постійним струмом зворотної (плюс на електроді) та прямої полярності, застосовуючи плавкі й неплавкі електроди. 5.1.2.1.1. НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ВУГЛЕКИСЛОГО ГАЗУ Напівавтоматичне дугове зварювання в атмосфері вуглекислого газу провадять лише плавким електродом у вигляді голого дроту великої довжини діаметром 0, 8...2 мм.
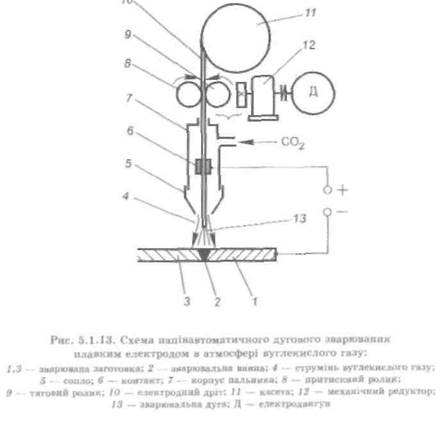
Вуглекислий газ С02 при високій температурі дуги частково дисоціює на оксид вуглецю CO і кисень О. Виділений кисень взаємодіє із залізом і легувальними елементами, утворюючи відповідні оксиди. Газоподібний CO сприяє утворенню nop у шві й розбризкуванню металу. Оксидаціину дію вуглекислого газу нейтралізують, ввівши до складу електродного дроту надлишкову кількість дезоксидаторів у вигляді кремнію і марганцю. У напівавтоматі електродний дріт 10 (рис. 5.1.13) розмотується з касети // і подається двома роликами — тяговим 9 і притискним 8 в зону дуги 13. Ролик 9 обертається регульованим електродвигуном Д постійного струму через механічний
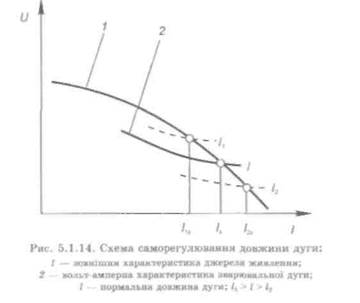
редуктор 12. Струм значної густини від джерела живлення підводиться до голого дроту за допомогою контакту 6, який розташований недалеко від дуги, щоб не перегрівати електрод. Дугу і зварювальну ванну 2 захищає від взаємодії з повітрям струмінь вуглекислого газу 4, що надходить з металевого балона в корпус пальника 7 і виходить через сопло 5. Тиск газу в балоні не перевищує 7, 5 МПа, знижується до робочого й автоматично підтримується в заданих межах газовим редуктором. Умовою автоматичного підтримування дуги є стала її довжина, тобто рівність швидкості подачі в дугу електродного дроту v„ і швидкості його розплавлення vp: o„ = vp. (5.1.2) Якщо ця рівність порушується, то її необхідно швидко відновити одним з двох способів: — змінюючи швидкість подачі ил електродного дроту при сталому значенні ир; — використовуючи явище саморегулювання довжини дуги при сталій швидкості подачі і> „ електродного дроту. Згідно з принципом регулювання довжини дуги розрізняють напівавтомати з регульованою швидкістю подачі електродного дроту і напівавтомати з саморегулюванням довжини дуги. Напівавтомати з регульованою швидкістю подачі електродного дроту відновлюють порушену довжину дуги до нормальної, змінюючи частоту обертання вала електродвигуна Д доти, поки не відновиться рівняння (5.1.2). Задана нормальна довжина дуги може бути порушена різними випадковими чинниками, серед яких — коливання напруги у силовій мережі, нерівності на поверхні зварюваного металу, пробуксовування електродного дроту між роликами тощо. В основі такого регулювання лежить пропорційна залежність між довжиною дуги та її напругою. Тут сила зварювального струму, а отже, й величина ир залишаються практично незмінними. Електрична схема двигуна Д виконана таким чином, що зі зростанням напруги дуги частота обертання його вала збільшується, а зі зниженням напруги — зменшується аж до відновлення заданої довжини дуги. У напівавтоматах з саморегулюванням довжини дуги будь-яке її відхилення від нормальної довжини зумовлює зміну сили струму, а отже, і швидкості розплавлення електрода, внаслідок чого довжина дуги відновлюється. Швидкість подачі v„ електродного дроту залишається незмінною. Зі збільшенням довжини дуги від нормальної І (рис. 5.1.14) до /, її вольт-амперна характеристика (пунктирна лінія) зсунеться угору, а точка перетину зі зовнішньою характеристикою засвідчить про зменшення сили зварювального струму від І3 до /]3. При сталій швидкості подачі v„ електродного дроту це спричинить зменшення швидкості розплавлення електрода vp, внаслідок чого рівняння (5.1.2) відновиться. Скорочення довжини дуги до 12 збільшує зварювальний струм до /2з, що сприяє збільшенню значення vv і відновленню довжини дуги до нормальної. Номінальну величину і> „ регулюють, змінюючи передавальне відношення редуктора. Напівавтомати зі сталою швидкістю подачі електродного дроту прості за конструкцією і тому надійніші в роботі порівняно з напівавтоматами з регульованою швидкістю подачі електродного дроту. Водночас варто зазначити, що саморегулювання довжини дуги ефективне лише тоді, коли густина зварювального струму електрода достатньо велика.
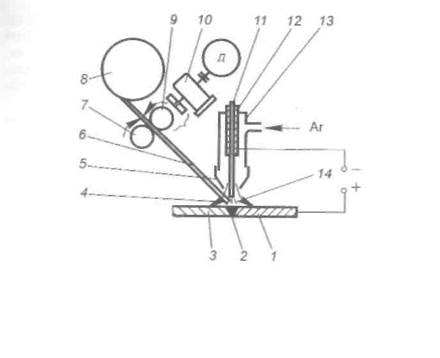
У вуглекислому газі зварюють у всіх просторових положеннях шва газо- і нафтопроводи, корпуси суден та інші конструкції, виконані з конструкційних вуглецевих і низьковуглецевих сталей. Переваги напівавтоматичного дугового зварювання в атмосфері С02: — низька вартість зварювальних робіт; — продуктивність праці у 2...З рази вища порівняно з ручним дуговим зварюванням; — є можливість спостерігати за прокладенням шва. — надмірне розбризкування металу, значне виділення диму й аерозолів; — не завжди естетичний зовнішній вигляд шва. 5.1.2.1.2. НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ АРГОНУ Розрізняють напівавтоматичне дугове зварювання в атмосфері аргону плавким й неплавким електродом. Схема напівавтоматичного дугового зварювання плавким електродом в атмосфері аргону подібна до схеми зварювання в атмосфері вуглекислого газу (див. рис. 5.1.13) з тією лише відмінністю, що замість вуглекислого газу в пальник подають аргон. Аргон не розчиняється у рідкому й твердому металі, не утворює хімічних сполук з більшістю елементів, що входять до складу цього металу, й забезпечує високоефективний захист рідкого металу. В атмосфері аргону зварюють легкооксидівні сплави на основі алюмінію, титану, магнію, леговані та високолеговані сталі постійним струмом зворотної полярності та великої густини. Струм зворотної полярності руйнує оксидну плівку зварюваних країв заготовок за допомогою важких позитивно заряджених іонів. Велика густина струму забезпечує добру якість шва через перехід від дрібнокрапельного до струменевого переносу металу з електрода на виріб. Завдяки цьому підвищується якість шва й продуктивність зварювання. Зварювання плавким електродом застосовують, щоб з'єднати елементи конструкцій товщиною понад 2 мм в усіх просторо- Рис. 5.1.15. Схема напівавтоматичного дугового зварювання неплавким електродом в атмосфері аргону: 1, 3 — зварювана заготовка; 2 — зварювальна ванна; 4 — струмінь аргону; 5 — сопло; 6 — присадний матеріал; 7 — притискний ролик; 8 — касета; 9 — тяговий ролик; 10 — механічний редуктор; 11 — вольфрамовий неплавкий електрод; 12 — електродотримач; IS — корпус пальника; 14 — зварювальна дуга; Д — електродвигун вих положеннях шва. Електрична дуга живиться від зварювальних випрямлячів з жорсткою зовнішньою характеристикою. Переваги аргонно-дугового зварювання: — висока продуктивність зварювання; — добра якість зварного шва; — не потрібно застосовувати флюси; — можна візуально спостерігати за процесом. Недолік — висока вартість аргону. Схема напівавтоматичного дугового зварювання неплавким електродом зображена на рис. 5.1.15. Тут вольфрамовий електрод 11 закріплений в електродотримачі 12 пальника. Неплавкий електрод тільки підтримує горіння дуги. Присадний матеріал 6 подається зі сталою швидкістю и„ у дугу 14, де він і краї заготовок 1, З розплавляються і утворюють зварювальну ванну 2. Присадний матеріал вибирають близький за складом до основного металу. Зварювальну дугу живлять постійним і змінним струмом.
Алюміній і його сплави рекомендується зварювати струмом зворотної полярності, під час чого напруга дуги зростає порівняно з відповідною напругою прямої полярності, вольфрамовий електрод перегрівається, а його втрати збільшуються. Продуктивність зварювання неплавким електродом менша порівняно зі зварюванням плавким електродом. Проте цьому способу віддають перевагу, коли недопустиме розбризкування електродного металу й коли зварюють метал товщиною від кількох десятих міліметра. 5.1.2.2. АВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ЗАХИСНИХ ГАЗІВ Автоматичне дугове зварювання в атмосфері захисних газів характеризується автоматичним запалюванням та підтримуванням дуги, автоматичною подачею електрода на виріб і автоматичним переміщенням електрода уздовж шва. У більшості автоматів використовують плавкий електрод у вигляді мотків, придатних для безпосереднього застосування на зварювальних автоматах і напівавтоматах. Його хімічний склад повинен бути близький до складу основного матеріалу. Марки сталевого зварювального дроту описані в п. 5.1.1.3. Такі автомати окрім механізмів, зображених на схемі (див. рис. 5.1.13) мають каретку з механізмом переміщення уздовж шва. Каретка складається з чотирьох коліс, редуктора і регульованого електродвигуна. Якщо колеса переміщують автомат безпосередньо по виробі, то такий автомат називають зварювальним трактором. Якщо котки автомата встановлені на окремому напрямному пристрої (рейках), то автомат називають зварювальною самохідною головкою. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 327; Нарушение авторского права страницы


 Переважно використовують постійний струм прямої полярності (плюс на виробі), що забезпечує стійке горіння дуги при напрузі 10... 15 В без значного нагрівання електрода. Тонкі заготовки з відбортованими краями можна зварювати і без присадного матеріалу. Струмом прямої полярності зварюють високолеговані сталі, сплави міді, титану та ін.
Переважно використовують постійний струм прямої полярності (плюс на виробі), що забезпечує стійке горіння дуги при напрузі 10... 15 В без значного нагрівання електрода. Тонкі заготовки з відбортованими краями можна зварювати і без присадного матеріалу. Струмом прямої полярності зварюють високолеговані сталі, сплави міді, титану та ін.