
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Радиографический контроль
8.4.1 РК сварных соединений трубопроводов (и их участков после ремонта сваркой) должен выполняться в соответствии с требованиями ГОСТ 7512. 8.4.2 РК в соответствии с требованиями настоящего документа могут быть подвергнуты сварные соединения трубопроводов наружным диаметром до 1220 мм включительно и с номинальной толщиной стенки до 50 мм включительно. 8.4.3 При проведении РК контролируемая зона сварного соединения должна включать не только изображения сварного шва, но и прилегающую к нему околошовную зону, шириной не менее толщины стенки (при толщине стенки до 20 мм) и не менее 20 мм при толщине стенки 20 мм и более. 8.4.4 РК проводится для выявления внутренних и выходящих на поверхность дефектов, таких как газовые поры, шлаковые включения, непровары, несплавления, трещины, подрезы и др. 8.4.5 Сварное соединение допускается к проведению РК при наличии заключения о годности данного сварного соединения по результатам ВИК и заключения по УЗК. 8.4.6 Требования к средствам РК 8.4.6.1 При РК следует использовать оборудование, материалы и приспособления в соответствии с требованиями настоящего документа и ОР-91.200.00-КТН-284-09. Средства измерений следует применять исправные, поверенные или откалиброванные в установленном порядке. 8.4.6.2 Энергия источников гамма-излучения, анодное напряжение на рентгеновской трубке выбираются в зависимости от толщины металла просвечиваемых изделий таким образом, чтобы была обеспечена требуемая чувствительность контроля и радиационная безопасность обслуживающего персонала. 8.4.6.3 Область применения РК с использованием: - рентгеновских аппаратов непрерывного и импульсного действия с максимальным напряжением на рентгеновской трубке – P, кВ, рассчитываемым по формуле P = 7S + 100, (8.1) где S – толщина просвечиваемого металла, мм; - закрытых радиоактивных источников излучения приведена в таблице 8.4. Таблица 8.4 – Область применения закрытых радиоактивных источников излучения
8.4.6.4 При выполнении РК качества сварных стыков магистральных трубопроводов в качестве детектора ионизирующего излучения может применяться любой из следующих детекторов: радиографическая пленка или запоминающие многоразовые пластины. Выбор детектора определяет технологию получения изображения проконтролированного соединения. При этом выдача заключения по результатам радиографии может быть выполнена по изображениям, полученным с применением любой из этих технологий: традиционной радиографии с радиографической пленкой или цифровой радиографии с запоминающими многоразовыми пластинами. 8.4.6.5 РК при просвечивании по схемам, приведенным на рисунке 8.2, выполнять с применением рулонных пленок или запоминающих пластин. РК при просвечивании по схемам, приведенным на рисунках 8.3, 8.4, 8.6 – 8.9, выполнять с применением форматных, рулонных пленок или запоминающих пластин. Применение форматных пленок по схемам, приведенным на рисунках 8.3, 8.4, 8.4.6.6 Для сокращения времени экспозиции радиографические плёнки можно применять с металлическими усиливающими экранами. Коэффициент усиления металлических усиливающих экранов принимают равным 2 при просвечивании изотопами и равным 2, 7 – при использовании рентгеновского излучения. 8.4.6.7 При использовании металлических усиливающих экранов необходим хороший контакт между пленкой и экранами. Это может быть достигнуто применением рентгеновской пленки в вакуумной упаковке или посредством хорошего прижима в рулоне или в отдельной упаковке. Предпочтение следует отдавать рентгенографическим пленкам в светозащитной упаковке в комбинации с усиливающими металлическими экранами.
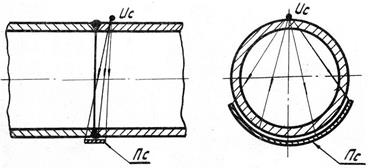
Ии – источники излучения, расположенные изнутри; Пс – пленки (пластины), расположенные снаружи Рисунок 8.2 – Схема панорамного просвечивания изнутри трубы за одну установку
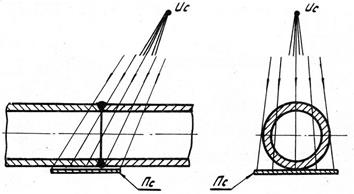
Ис – источники излучения, расположенные снаружи контролируемой сварной трубной конструкции; Пс – пленки (пластины), расположенные снаружи контролируемой сварной трубной конструкции Рисунок 8.3 – Схема фронтального просвечивания через две стенкиудалён
Ис – источники излучения, расположенные снаружи контролируемой сварной трубной конструкции; Пс – пленки (пластины), расположенные снаружи контролируемой сварной трубной конструкции. Рисунок 8.4 – Схема фронтального просвечивания через две стенки за одну или две установки источника излучения на плоскую кассету (схема просвечивания «на эллипс»)
d, D – внутренний, наружный диаметр трубы соответственно; f – расстояние от источника излучения до близлежащей поверхности кольцевого сварного соединения Рисунок 8.5 – Выбор количества участков контроля (экспозиций) при просвечивании Примечание – Соотношение d/D округляется до ближайшего наименьшего значения.
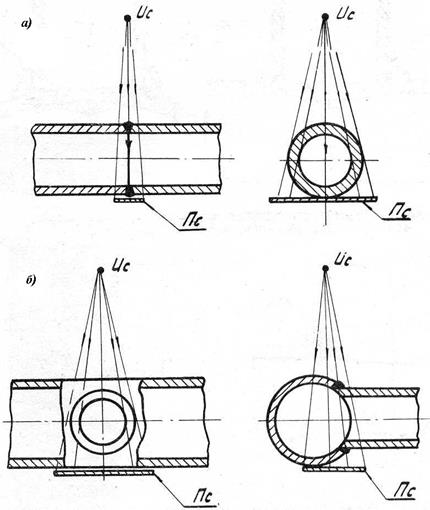
а) для соединения труб; б) для соединений врезок Ис – источники излучения, расположенные снаружи контролируемой сварной трубной конструкции; Пс – пленки (пластины), расположенные снаружи контролируемой сварной трубной конструкции
Рисунок 8.6 – Схема фронтального просвечивания через две стенки за одну установку источника излучения без его смещения относительно сварного шва
Ис – источники излучения, расположенные снаружи контролируемой сварной трубной конструкции; Пс – пленки (пластины), расположенные снаружи контролируемой сварной трубной конструкции
Рисунок 8.7 – Схема фронтального просвечивания швов врезок малого диаметра за одну установку источника излучения
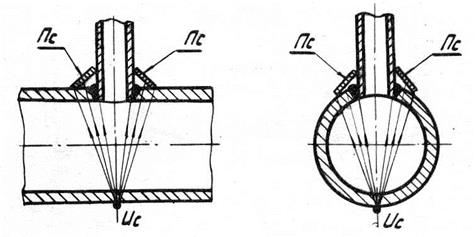
Ис – источники излучения, расположенные снаружи контролируемой сварной трубной конструкции; Пс – пленки (пластины), расположенные снаружи контролируемой сварной трубной конструкции
Рисунок 8.8 – Схема фронтального просвечивания швов врезок большого диаметра
Ис – источники излучения, расположенные изнутри контролируемой сварной трубной конструкции; Пи – пленки (пластины), расположенные соответственно снаружи и изнутри контролируемой сварной трубной конструкции Рисунок 8.9 – Схема просвечивания швов врезки снаружи трубы за несколько установок источника излучения 8.4.6.8 Для защиты пленки от рассеянного излучения рекомендуется со стороны, противоположной от источника излучения, экранировать кассету с пленкой (или рулонную пленку в светозащитной упаковке) свинцовыми экранами толщиной от 1 до 3 мм. 8.4.6.9 Технологии цифровой радиографии и запоминающих пластин применяются при условии обеспечения чувствительности контроля не ниже требуемой настоящим документом. Основные положения данной технологии – в соответствии с приложением Ж настоящего документа. 8.4.7 Чувствительность РК 8.4.7.1 Чувствительность РК должна соответствовать: - для трубопроводов и их участков категорий B, I, а также трубопроводов (см. таблицу 5.1, строки 8 – 11, 16 – 18) и сварных соединений (см. таблицу 5.1, строки 20, 21) – классу чувствительности II по ГОСТ 7512 и не превышать значений, приведенных в таблице 8.5; - для трубопроводов и их участков категорий II, III и IV, а также трубопроводов (см. таблицу 5.1, строки 12 – 15, 19, 23 – 24) –классу чувствительности III по ГОСТ 7512 и не превышать значений, приведенных в таблице 8.6. Таблица 8.5 – Требования по классу чувствительности II по ГОСТ 7512
1 Таблица 8.6 – Требования по III классу чувствительности по ГОСТ 7512
Табл. 2 8.4.7.2 Радиационная толщина (в месте установки эталона чувствительности) равна, мм: - для схем просвечивания по рисункам 8.2, 8.3 и 8.9 – толщине контролируемого металла плюс толщина канавочного эталона чувствительности; - для схем просвечивания по рисункам 8.4, 8.6, 8.7, 8.9 – удвоенной толщине контролируемого металла плюс толщина канавочного эталона чувствительности, - где толщина канавочного эталона чувствительности принимается: - равной 2 мм при радиационной толщине до 40 мм включ. для класса чувствительности II и до 30 мм вкл. для класса чувствительности III; - равной 4 мм при радиационной толщине от 40 до 120 мм включ. для класса чувствительности II и от 30 мм до 100 мм включ. для класса чувствительности III; - равной 6 мм при радиационной толщине от 100 до 120 мм включ. для класса чувствительности III. Примечание – При применении проволочных эталонов чувствительности значения 0, 30; 0, 60; 0, 75 и 1, 50 мм заменяются значениями 0, 32; 0, 63; 0, 80 и 1, 60 мм. 8.4.7.3 Величина оптической плотности согласно ГОСТ 7512 в зоне сварного соединения (на сварном шве) должна быть не менее 1, 5 е.о.п. Верхний предел оптической плотности при использовании технических мелкозернистых радиографических пленок может превышать 4 е.о.п. и ограничен лишь устройствами для просмотра снимков. 8.4.8 Для определения чувствительности РК следует использовать проволочные и канавочные эталоны чувствительности по ГОСТ 7512. Допускается использование проволочных эталонов чувствительности по ISO 19232-1 [3], приведенные в приложении Н настоящего документа. 8.4.9 Достигнутую чувствительность контроля определяют по изображению на снимке проволочного эталона чувствительности. Для проволочного эталона достигнутая чувствительность контроля соответствует диаметру наименьшей видимой на снимке проволоки, мм. Изображение проволочки считать различимым, если четко видна непрерывная ее длина не менее 10 мм. 8.4.10 Для маркировки радиограмм (номер стыка, номер пленки, клейма сварщиков и др.) при радиографическом контроле необходимо использовать маркировочные знаки в виде цифр и букв русского или латинского алфавита, а также дополнительные знаки в виде стрелок, тире и т. п. Маркировочные знаки должны быть изготовлены из материала (например, из свинца), обеспечивающего получение их четких изображений на радиографических снимках. Рекомендуемыми размерами знаков при контроле сварных соединений трубопроводов, являются размеры знаков из наборов № 1, 2, 3 и 5, 6, 7. Допускается применение других наборов букв или цифр соответствующих типоразмеров. 8.4.11 Для нахождения дефектных участков шва необходимо использовать мерительные пояса со знаками, обеспечивающими разметку контролируемого соединения. Знаки должны быть изготовлены из материала (например, из свинца), обеспечивающего получение их четких изображений на радиографических снимках. 8.4.12 Схемы просвечивания сварных соединений 8.4.12.1 Основные схемы просвечивания стыковых и угловых сварных соединений трубопроводов, технологических и вспомогательных трубопроводов приведены на рисунках 8.3 – 8.9. 8.4.12.2 Кольцевые швы трубопроводов, переходов и трубных узлов (приварки тройников, отводов) просвечивают по одной из четырех схем в зависимости от геометрических размеров труб, типа и активности применяемого источника излучения. Схемы просвечивания представлены на рисунках 8.2 – 8.6а). 8.4.12.3 Кольцевые сварные швы свариваемых изделий, в которые возможен свободный доступ внутрь, контролируют за одну установку источника излучения по схеме, представленной на рисунке 8.2 (панорамное просвечивание). 8.4.12.4 При строительстве, реконструкции и капитальном ремонте линейную часть трубопроводов целесообразно контролировать по схеме (см. рисунок 8.2) с помощью самоходного внутритрубного устройства («кроулера»), технические характеристики которого выбираются исходя из следующих параметров: - диаметра трубы; - толщины стенки; - чувствительности контроля; - типа рентгенографической пленки; - источника ионизирующего излучения; - темпов сооружения линейной части и т. д. Примечание – При радиографическом контроле по схеме, приведенной на рисунке 8.2, применять только рулонные пленки. 8.4.12.5 Сварные соединения трубопроводов, к которым невозможен доступ изнутри трубы, контролируются по схеме, представленной на рисунке 8.3 (фронтальное просвечивание). Просвечивание таких швов осуществляется через две стенки трубы за три и более установок источника ионизирующего излучения. 8.4.12.6 Основные параметры просвечивания по схеме, представленной на рисунке 8.3: - источник излучения располагается непосредственно на трубе, - угол между направлением излучения и плоскостью сварного шва не должен превышать 5°; - фокусное расстояние F ≥ D (D – наружный диаметр трубы); - количество экспозиций от 3 до 5, в соответствии с номограммой по рисунку 8.5. При каждой экспозиции источник излучения следует смещать на угол в соответствии с количеством экспозиций. 8.4.12.7 Количество участков контроля при контроле по схеме на рисунке 8.3 выбирается в соответствии с рисунком 8.5. 8.4.12.8 Просвечивание тройников и отводов малого диаметра (до 76 мм включительно) осуществляют в соответствии с требованиями 8.4.12.11. 8.4.12.9 При контроле «на эллипс» следует применять мелкозернистые высококонтрастные радиографические пленки в комбинации с металло-флуоресцентными или металлическими экранами. 8.4.12.10 Швы приварки врезок, отводов и т. п. к основной трубе просвечивают по одной из схем, приведенных на рисунках 8.6б) – 8.9, в зависимости от диаметров свариваемых элементов, их соотношений, условий доступа к шву. 8.4.12.11 Просвечивание трубопроводов диаметром менее 57 мм с соотношением 8.4.12.12 Просвечивание сварных швов врезок в трубопроводы менее 76 мм производится в соответствии с рисунком 8.6б). 8.4.12.13 Просвечивание сварных швов врезок диаметром менее 76 мм осуществляют в соответствии со схемой, приведенной на рисунке 8.7, и требованиями 8.4.12.17. 8.4.12.14 Просвечивание стыков врезок диаметром более 76 мм осуществляют в соответствии со схемой, приведенной на рисунке 8.8, и требованиями 8.4.12.17. 8.4.12.15 При просвечивании по схемам, приведенным на рисунке 8.6, разрешается использовать источники ионизирующего излучения, оговоренные в 8.4.6.3, а радиографические пленки следует применять в соответствии с 8.4.12.9. Фокусное расстояние должно быть не менее 5DN. 8.4.12.16 Смещение источника излучения относительно плоскости сварного шва при контроле по схеме рисунка 8.4 составляет от 0, 35F до 0, 5F при просвечивании за одну экспозицию и примерно 0, 2F – при просвечивании за две экспозиции (где F – фокусное расстояние). 8.4.12.17 При просвечивании по схемам, приведенным на рисунке 8.9, фокусное расстояние должно быть не менее диаметра того патрубка, к внутренней поверхности которого прикладывается радиографическая пленка. Примечание – При просвечивании швов врезок по схемам, приведенным на рисунках 8.7 – 8.9, пленку укладывают отдельными небольшими отрезками, о6еспечивающими плотное прилегание пленки к профилю шва врезки. 8.4.13 Подготовка и проведение радиографического контроля 8.4.13.1 Перед началом контроля специалист, осуществляющий контроль, должен: - выполнить требования 8.1.10.3; - ознакомиться с результатами предшествующего контроля; - убедиться в отсутствии недопустимых наружных дефектов. 8.4.13.2 Поверхность сварного шва перед проведением радиографического контроля должна быть зачищена от неровностей и брызг металла. 8.4.13.3 РК проводят в соответствии с операционной технологической картой. 8.4.13.4 После устранения дефектов сварного шва, выявленных по результатам предшествующего контроля, производят разметку сварного соединения, задают начало и направление отсчета координат. 8.4.13.5 Закрепляют на трубопроводе мерный пояс. Применение мерного пояса обязательно. 8.4.13.6 Для привязки снимков к сварному соединению системой свинцовых маркировочных знаков, установленных на стыке (на участке сварного стыка), обозначают: - номер стыка; - координаты участка сварного соединения по мерному поясу; - номер пленки; - дату проведения радиографического контроля; - шифр (характеристика) объекта; - шифр специалиста НК; - шифр (клеймо) сварщика или бригады сварщиков; - продольные сварные швы. Примечание – Шифры объекта, специалиста НК и сварщика должны быть присвоены приказом по организации, выполняющей соответствующие работы. 8.4.13.7 На контролируемых участках должны быть установлены эталоны чувствительности так, чтобы на каждом снимке было полное изображение эталона. При панорамном просвечивании кольцевых сварных соединений устанавливать эталоны чувствительности по одному на каждую четверть окружности сварного соединения. 8.4.13.8 Для оценки высоты дефекта по его потемнению на радиографическом снимке методом визуального или инструментального сравнения с эталонными канавками или отверстиями используют канавочные эталоны чувствительности или имитаторы. 8.4.13.9 Форма имитаторов может быть произвольной, глубину и ширину (диаметр). Размеры канавок и отверстий в имитаторе приведены в таблице 8.7 (количество канавок и отверстий не ограничивается). Таблица 8.7 – Размеры канавок и отверстий в имитаторе мм
С целью более точного распознавания дефектов (типа шлаковых включений) допускается заполнение отверстий имитаторов жидким стеклом. 8.4.13.10 Имитаторы должны иметь паспорта или сертификаты (на партию) со штампом изготовителя, в которых обязательно указывается материал, из которого они изготовлены, их толщина, глубины всех канавок (отверстий) и их ширина (диаметр отверстий). Имитаторы должны проходить аттестацию 1 раз в 3 года. 8.4.13.11 Проволочные эталоны чувствительности следует устанавливать непосредственно на сварной шов с направлением проволок поперек шва. 8.4.13.12 Канавочные эталоны чувствительности и имитаторы устанавливают с направлением канавок поперек сварного шва на расстоянии от него не менее чем 5 мм Перед нанесением маркировки на контролируемый сварной шов (номер стыка, номер плёнки, клейма сварщиков и др.) необходимо обозначить продольные швы. Для обозначения продольных швов используют маркировочные знаки в виде свинцовых стрелок с наложением их по центру продольных швов и направлением по ходу продукта, за исключением сварных соединений, выполненных на трубосварочной базе, сборки укрупнённых изделий, где направление свинцовых стрелок должно быть в сторону поперечного шва.
1 – зона контроля сварного соединения; 2 – эталоны чувствительности (проволочный, канавочный); 3 – маркировочные знаки; 4 – мерный пояс; 5 – продольный сварной шов Рисунок 8.10 – Эскиз установки эталонов чувствительности, маркировочных знаков, мерного пояса Примечание – Расстояние между изображением поперечного шва и изображением стрелки (см. позицию 3) – не менее 5 мм. 8.4.14 При просвечивании трубопроводов с расшифровкой только прилегающих к пленке (к кассетам) участков сварного соединения эталоны чувствительности помещают между контролируемым участком трубы и пленкой (кассетой с пленкой). 8.4.15 Суммарная разность толщин при фронтальном просвечивании разнотолщинных сварных соединений и наличии оборудования для просмотра снимков с плотностью потемнения не более 3, 0 е.о.п. не должна превышать: - при напряжении на рентгеновской трубке 200 кВ – 5, 5 мм; - при напряжении на рентгеновской трубке 260 кВ – 7, 0 мм; - при напряжении на рентгеновской трубке 300 кВ – 14, 0 мм; - при напряжении на рентгеновской трубке 400 кВ – 15, 0 мм; - при напряжении на рентгеновской трубке 600 кВ – 16, 0 мм; - при использовании изотопа селен 10, 0 мм – 75; - при использовании изотопа иридий 15, 0 мм – 192; - при использовании изотопа цезий 17, 0 мм – 137. 8.4.16 При наличии оборудования для просмотра снимков, имеющих потемнение более 3, 0 е.о.п., суммарная разность толщин при фронтальном просвечивании разнотолщинных соединений не должна превышать: - при напряжении на рентгеновской трубке 200 кВ – 7, 5 мм; - при напряжении на рентгеновской трубке 260 кВ – 9, 0 мм; - при напряжении на рентгеновской трубке 300 кВ – 17, 0 мм; - при напряжении на рентгеновской трубке 400 кВ – 20, 0 мм; - при напряжении на рентгеновской трубке 600 кВ – 21, 0 мм; - при использовании изотопа селен 12, 0 мм – 75; - при использовании изотопа иридий 20, 0 мм – 192; - при использовании изотопа цезий 22, 0 мм – 137. 8.4.17 При определении чувствительности контроля расчет необходимо вести по той толщине стенки трубы, на которую установлены эталоны чувствительности. Эталоны чувствительности устанавливаются на меньшую толщину. 8.4.18 При определении фактора экспозиции (времени просвечивания) следует пользоваться номограммами, которые позволяют по исходным данным (толщина стенки трубы, диаметр трубы, схема просвечивания, фокусное расстояние, параметры источника излучения) определять ориентировочное время экспозиции. Корректировка времени экспозиции производится при пробном просвечивании. Примечание – Номограммы поставляются производителями радиографических пленок и должны постоянно находиться на объекте. 8.4.19 Фотообработку радиографической пленки следует производить в соответствии с требованиями фирмы изготовителя этой пленки. При фотообработке пленок предпочтение следует отдавать автоматизированным проявочным процессам. 8.4.20 Расшифровка снимков 8.4.20.1 Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям: - на снимках должны быть видны изображения сварного шва, эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов (при их использовании) и мерительных поясов; - длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения на величину не менее 20 мм, а его ширина – получение изображения сварного шва и прилегающей к нему околошовной зоны с каждой стороны от границы шва шириной не менее толщины стенки (при толщине стенки до 20 мм) и не менее 20 мм (при толщине стенки 20 мм и более); - на снимках, на изображениях сварного шва и околошовной зоны, не должно быть пятен, полос, царапин, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку; - при наличии на радиографических изображениях брызг металла или неотбитого шлака (на внутренней поверхности трубы) захлестных стыков, мест ремонта сварных соединений, считать возможным проведение расшифровки радиографического снимка при наличии положительных результатов дополнительного УЗК в местах наличия брызг металла и неотбитого шлака с оформлением заключения УЗК; - оптическая плотность самого светлого участка сварного шва должна быть не менее 1, 5 е.о.п.; - разность оптических плотностей изображения канавочного эталона чувствительности № 11 и основного металла в месте установки эталона должна быть не менее 0, 5 е.о.п.; - яркость освещенного поля негатоскопа должна составлять не менее 10Д+2 кд/м2, где Д – оптическая плотность снимка. Значение верхнего предела оптической плотности радиографического снимка по основному металлу, в зависимости от яркости применяемого в ЛНК негатоскопа, указывается в операционной технологической карте РК. Яркость освещенного поля негатоскопа измеряется поверенным в установленном порядке яркомером. 8.4.20.2 Расшифровке подлежит сварной шов и прилегающая к нему околошовная зона шириной не менее толщины стенки (при толщине стенки до 20 мм) и не менее 20 мм при толщине стенки 20 мм и более. Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности, имитаторов (если они использовались) и маркировочных знаков, не допускается, если это специально не оговорено ТД. 8.4.20.3 Запись высоты дефектов указать с помощью знаков «> » или «≤ » (величина дефекта по отношению к максимально допустимой для данного сварного соединения). Запись диаметра дефекта заменяет запись протяженности, ширины и высоты дефекта. Запись размеров дефектов производить для параметров, имеющих нормы. Для недопустимых дефектов указать только протяженность. Для наружных подрезов, внутренних подрезов двустороннего сварного шва и смещения стыкуемых кромок протяжённость указать с помощью знаков «> » или «≤ » по отношению к максимально допустимой величине дефекта для данного сварного соединения. Координаты дефектов указать по знакам маркировочного пояса. 8.4.20.4 В заключениях по результатам РК допускается одной строкой записывать данные расшифровки по снимкам одинаковой чувствительности и не имеющим изображения дефектов. При расшифровке снимков размеры дефектов до 3, 0 мм следует округлять в большую сторону с дискретностью 0, 1 мм, при размерах дефектов более 3, 0 мм округление производят с дискретностью 0, 5 мм. Примечание – При просвечивании «на эллипс» размеры дефектов участков сварного соединения, расположенного со стороны источника излучения, перед их округлением умножают на коэффициент
где f – расстояние от источника излучения до поверхности контролируемого участка сварного соединения; S – толщина контролируемого участка сварного соединения; D – диаметр трубы. 8.4.21 Максимальной шириной скопления считать наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном оси шва. 8.4.22 Максимальным размером скопления считать наибольшее расстояние между двумя точками внешнего контура скопления. 8.4.23 Внешним контуром скопления считать контур, ограниченный внешними краями включений, входящих в скопление, и касательными линиями, соединяющими указанные края. 8.4.24 Скопление считать одиночным если минимальное расстояние от его внешнего контура до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого показателя (из двух рассматриваемых). 8.4.25 Максимальной шириной включения считать наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном оси шва. 8.4.26 Максимальным размером одиночного включения считать наибольшее расстояние между двумя точками внешнего контура включения. 8.4.27 Критерии по определению одиночных включений, скоплений, одиночных скоплений – в соответствии с приложением Г настоящего документа. 8.4.28 Результаты контроля оформляются в соответствии с разделом 7. 8.4.29 В таблице 8.8 приведены примеры записи дефектов при оформлении заключений. Таблица 8.8 – Примеры записи дефектов
Ультразвуковой контроль 8.5.1 УЗК сварных соединений трубопроводов (и их участков после ремонта сваркой) должен выполняться в соответствии с требованиями ГОСТ 14782. 8.5.2 УЗК могут быть подвергнуты сварные соединения трубопроводов из углеродистых низколегированных сталей наружным диаметром до 1220 мм включительно и с номинальной толщиной стенки от 2 до 40 мм включительно. МУЗК подвергаются сварные соединения трубопроводов линейной части и технологические трубопроводы, обеспечивающие транспортировку нефти/нефтепродуктов наружным диаметром от 325 до 1220 мм включительно с номинальной толщиной стенки от 8 до 40 мм включительно. АУЗК подвергаются сварные соединения трубопроводов линейной части диаметром от 530 до 1220 мм включительно с номинальной толщиной стенки от 8 до 40 мм включительно. 8.5.3 УЗК проводится для выявления внутренних и выходящих на поверхность протяженных (непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и не протяженных (одиночные газовые поры, шлаковые включения) дефектов. 8.5.4 С целью выявления поперечно ориентированных дефектов (поперечных трещин) следует использовать специализированные приспособления, реализующие раздельную схему контроля «стредл» или «дуэт» согласно работе [4]. 8.5.5 Сварное соединение допускается к проведению УЗК при наличии заключения о годности данного сварного соединения по результатам ВИК. 8.5.6 Для применения механизированных и автоматизированных систем УЗК сварных соединений трубопроводов, а также систем с ФАР, ЛНК ПО следует разработать технологию контроля с использованием указанного оборудования, соответствующие технологические инструкции и технологические карты. 8.5.7 Требования к аппаратуре и оборудованию 8.5.7.1 Для проведения УЗК необходимо наличие: - импульсного ультразвукового дефектоскопа; - контактных ПЭП; - СО по ГОСТ 14782 или комплекта контрольных образцов и вспомогательных устройств из набора КОУ-2; - СОП; - контактной смазки; - средств и приспособлений для хранения, нанесения и транспортирования контактной смазки; - инструмента и приспособлений для разметки контролируемого соединения и измерения характеристик выявленных дефектов; - измерителя шероховатости или образцов шероховатости для проверки качества подготовки поверхности; - вспомогательных средств и инструментов, необходимых для отметки мест расположения выявленных дефектов, записи результатов контроля, очистки околошовной зоны сварного соединения и пр. 8.5.7.2 Для контроля следует применять контактные наклонные совмещенные или раздельно-совмещенные (в т. ч. «хордового» типа) ПЭП, технические характеристики которых (рабочая частота, угол призмы) обеспечивают выявление дефектов, регламентируемых требованиями настоящего документа. В зависимости от диаметра и толщины стенок труб контролируемого соединения технические характеристики ПЭП определяют из таблицы 8.9. Таблица 8.9 – Параметры ПЭП
Окончание таблицы 8.9
8.5.7.3 Кроме совмещенной и раздельно-совмещенной схем включения, применение которых оговорено требованиями таблицы 8.9 (столбец 3), допускается использование раздельных схем включения ПЭП. 8.5.7.4 Для проверки технических параметров дефектоскопов и пьезопреобразователей, а также основных параметров контроля должны быть использованы стандартные образцы СО-2 и СО-3 по ГОСТ 14782 или другие (например, образцы МИС V1 и V2). 8.5.7.5 Для настройки дефектоскопа перед проведением контроля сварного соединения конкретного типа и оценки измеряемых характеристик дефектов следует применять СОП с искусственными отражателями по ГОСТ 14782. Вид и размеры искусственных отражателей в зависимости от диаметра и толщины стенки труб контролируемого соединения определяют из таблицы 8.10. 8.5.7.6 СОП должны быть изготовлены из труб того же типоразмера, что и трубы, сварные соединения которых подлежат контролю. Для кольцевых швов труб D ≥ 530 мм допускается применять СОП с плоской поверхностью. Материал СОП должен быть идентичен по акустическим свойствам (скорости, затуханию) материалу контролируемых труб. 8.5.7.7 СОП должны пройти метрологическую аттестацию. Аттестация СОП должна проводиться не реже 1 раза в 3 года. 8.5.7.8 Каждый СОП должен быть промаркирован и иметь паспорт. 8.5.7.9 Паспорт СОП должен содержать: - сведения о конструктивных параметрах образца и материале, из которого он изготовлен (см. 8.5.7.6 настоящего документа); - вид и размеры искусственных отражателей; - результаты переаттестации; - условия хранения. Таблица 8.10 – Вид и размеры искусственных отражателей
8.5.7.10 В качестве мерительного инструмента следует применять прошедшие метрологическую поверку, масштабные линейки, штангенциркули и другие инструменты, обеспечивающие измерение линейных размеров с погрешностью не более ±0, 5 мм.
1, 2 – угловые отражатели; Д – длина образца (Д равна 150 мм при толщине образца S не менее 26 мм и Д равна 250 мм при толщине образца S более 26 мм); Ш – ширина образца (Ш равна DН при внешнем диаметре трубы Рисунок 8.11 – СОП с угловым отражателем (зарубкой) для настройки ультразвукового дефектоскопа при работе с совмещенным пьезопреобразователем
dЭ – диаметр отверстия с плоским дном; S – толщина стенки; R – радиус СОП (выбирается равным радиусу контролируемого элемента трубопровода); Рисунок 8.12 – СОП с отверстием с плоским дном для настройки ультразвукового дефектоскопа с раздельно-совмещенным пьезопреобразователем «хордового» типа 8.5.7.11 Для повышения производительности контроля рекомендуется применение мерительных поясов, шаблонов. 8.5.7.12 В качестве контактной смазки в зависимости от температуры окружающего воздуха следует применять специальные контактные смазки, в том числе специализированные пасты отечественного и зарубежного производства, обеспечивающие согласно паспортным данным надежный и стабильный акустический контакт в рабочем диапазоне температур окружающего воздуха при заданном уровне чувствительности контроля. Допускается также применение следующих видов контактной смазки Таблица 8.11 – Рекомендуемые контактные жидкости для проведения УЗК
8.5.8 Подготовка к проведению контроля 8.5.8.1 Перед началом контроля специалист, осуществляющий контроль, должен: - выполнить требования 8.1.10.3; - ознакомиться с результатами предшествующего контроля; - убедиться в отсутствии недопустимых наружных дефектов. 8.5.8.2 Перед проведением контроля следует произвести подготовку сварного соединения к контролю: - обеспечить доступ к сварному соединению для беспрепятственного сканирования околошовной зоны; - очистить околошовную зону сварного соединения по обе стороны от шва и по всей его длине от изоляционного покрытия, пыли, грязи, окалины, застывших брызг металла, забоин и других неровностей; - чистота обработки поверхности околошовной зоны должна быть не ниже Ra 6, 3 мм (Rz 40 мм); - ширина подготавливаемой зоны, мм, с каждой стороны шва должна обеспечивать прозвучивание шва прямым и однократно отраженным лучом и превышать значение, определяемое по формуле 2· S· tg a + ЗТВ + n1, (8.2) где S – толщина стенки; a – угол ввода ультразвука в металл; ЗТВ – зона термического влияния, подвергаемая УЗК; n1 – длина ПЭП. Для труб в заводской изоляции допускается производить зачистку в пределах зоны, ограничиваемой кромкой трубы и краем слоя изоляции, если ширина этой зоны обеспечивает перемещение ПЭП в заданных пределах. Если перемещение ПЭП в заданных пределах невозможно, заводская изоляция подлежит удалению на необходимую ширину. 8.5.9 Если при выполнении сварного соединения заводская кромка трубы обрезается более чем на 30 мм, должен проводиться УЗК участка, прилегающего к сварному шву, шириной 60 мм, прямым раздельно-совмещенным ПЭП по всему периметру трубы для выявления возможных расслоений. Настройку браковочного уровня чувствительности ультразвукового дефектоскопа производят на образце с плоскодонным отверстием диаметром 5 мм, глубиной, равной половине толщины стенки трубы. Границы расслоения определяют на уровне – 6 дБ (по уменьшению амплитуды сигнала от дефекта в два раза). В зоне, примыкающей к шву, шириной 40 мм, не допускаются расслоения размером более 5 мм в любом направлении. 8.5.10 Данную операцию производят также перед установкой ремонтной конструкции в зоне по 100 мм в обе стороны от сварного шва. 8.5.11 Настройка аппаратуры 8.5.11.1 Перед проведением настройки с учетом параметров контролируемого соединения следует выбрать ПЭП и СОП, конструкция и технические характеристики которых соответствуют требованиям таблиц 8.9 и 8.10 соответственно. 8.5.11.2 Настройка аппаратуры предусматривает: - выбор рабочей частоты; - определение (проверка) точки выхода ультразвукового луча и стрелы преобразователя, задержки в призме, скорости ультразвука; - определение (проверка) угла ввода ультразвукового луча в металл; - проверку «мертвой зоны»; - настройку браковочного уровня чувствительности; - настройку ВРЧ; - настройку системы автоматической сигнализации дефектов (АСД); - установку поискового усиления. Примечание – Настройку аппаратуры проводят при той же температуре окружающего воздуха, при которой будет проводиться контроль. 8.5.11.3 Настройку дефектоскопа производят на стандартных образцах СО-2, СО-3 по ГОСТ 14782 или V2. Чувствительность устанавливают по искусственному отражателю в СОП соответствующих размеров. При этом настройку дефектоскопов с совмещенным пьезопреобразователем осуществляют с использованием СОП, конструкция которого приведена на рисунке 8.11, а дефектоскопа с раздельно-совмещенным ПЭП «хордового» типа – с использованием СОП, конструкция которого приведена на рисунке 8.12. 8.5.11.4 Настройку диапазона развертки в соответствии с рисунком 8.13 следует выполнить таким образом, чтобы сигналы от несплошностей, располагающихся на любом участке сварного соединения, находились в пределах экрана дефектоскопа. 8.5.11.5 Настройка глубиномера (определение точки выхода ультразвукового луча, стрелы ПЭП, задержки в призме, скорости ультразвука) производится на СО-3 (допускается использование СО типа V-2) в соответствии с руководством по эксплуатации дефектоскопа. 8.5.11.6 Определение угла ввода ультразвукового луча в металл, проверка «мертвой зоны» производится на СО-2.
1 – положение ПЭП, в котором получают эхо-сигнал от нижнего углового отражателя; 2 – положение ПЭП, в котором получают эхо-сигнал от верхнего углового отражателя; 3 – СОП; I – эхо-сигнал от нижнего углового отражателя в СОП; II – эхо-сигнал от верхнего углового отражателя в СОП; III – зондирующий импульс Рисунок 8.13 – Настройка диапазона развертки 8.5.11.7 Устанавливают следующие уровни чувствительности: - браковочный уровень – уровень чувствительности, на котором проводится оценка допустимости обнаруженного дефекта по амплитуде эхо-сигнала от него. Для этого усиление дефектоскопа устанавливают таким образом, чтобы сигнал от искусственного отражателя в СОП имел заданную высоту на экране дефектоскопа; - уровень фиксации – уровень чувствительности, на котором проводится измерение условных размеров обнаруженных дефектов, а также оценка их допустимости по предельным значениям этих размеров. Уровень фиксации в два раза (на 6 дБ) ниже браковочного уровня (усиление на 6 дБ выше браковочного уровня установленного на экране дефектоскопа); - поисковое усиление – уровень чувствительности, при котором осуществляется сканирование объекта контроля (поиск дефектов). Поисковое усиление выше браковочного на величину от 6 до 12 дБ. 8.5.11.8 Для проведения контроля сварных соединений трубопроводов, заполненных нефтью, настройку чувствительности следует производить на СОП, нижняя поверхность которых (соответствующая внутренней поверхности трубы) погружена в нефть. 8.5.11.9 Возможна настройка чувствительности «без нефти» – с применением поправочных коэффициентов. Значения коэффициентов определяют при разработке технологических инструкций в процессе измерений, проводимых на «сухих» СОП и СОП, нижняя поверхность которых погружена в нефть. Настройку зоны (строб-импульса) и чувствительности АСД дефектоскопа осуществляют таким образом, чтобы при появлении из контролируемой зоны эхо-сигналов, имеющих амплитуду, равную уровню фиксации или превышающую его, происходило срабатывание дополнительных индикаторов дефектоскопа (звукового и/или светового). Начало строб-импульса устанавливается на 3 мм правее зондирующего импульса, конец строб-импульса устанавливается правее сигнала от верхней зарубки СОП (для дефектоскопов, имеющих функцию ВРЧ). 8.5.11.10 Операции и последовательность их выполнения при настройке дефектоскопа каждого конкретного типа и проведении контроля должны быть изложены в технологической инструкции. В технологической карте указываются основные параметры контроля и нормы браковки. Описание операций по настройке разрабатывают на основе руководства по эксплуатации конкретного прибора и настоящего раздела. Настройка дефектоскопа должна заканчиваться проверкой точности определения координат дефекта. Проверка производится по «зарубкам» на СОП, погрешность измерения координат передней грани зарубки не должна превышать ±1 мм. 8.5.11.11 Проверку настроек дефектоскопа на СО-2, СО-3, СОП выполняется не реже, чем два раза в смену, а установленный уровень чувствительности, кроме того, проверяется на отражателе СОП перед началом контроля и после окончания контроля каждого сварного шва. При невыполнении 8.5.11.10 и изменении уровня чувствительности более чем на 1 дБ процедуру настройки повторяют. 8.5.12 Проведение контроля 8.5.12.1 При УЗК сварных швов наклонными ПЭП контролируется зона, включающая сварной шов и зону термического влияния минимальной шириной 0, 5·S, но не менее 10 мм с каждой стороны шва. 8.5.12.2 УЗК проводят в соответствии с технологической инструкцией и операционной технологической картой. 8.5.12.3 Контроль сварных соединений осуществляют путём перемещения (сканирования) ПЭП в соответтствии с рисунком 8.14 по поверхности околошовной зоны сваренных элементов параллельно сварному шву с одновременным возвратно-поступательным движением в направлении, перпендикулярном ему. В процессе перемещения преобразователя ось ультразвукового луча поворачивают относительно линии поперечного перемещения от 10°до 15°(см. рисунок 8.14). Перемещение ПЭП производят в зоне, ограниченной с одной стороны краем валика усиления, с другой – расстоянием Lmax равном Lmax = 2S · tg a – n + ЗТВ, (8.3) где n – стрела ПЭП (см. рисунок 8.15). При этом, как правило, нижнюю часть шва контролируют прямым лучом, а верхнюю – однократно отраженным лучом. При контроле сварного шва с использованием пьезопреобразователя «хордового» типа проводят только продольное сканирование вдоль шва (поперечное сканирование не проводят).
Lmax – максимальное расстояние от передней грани преобразователя до границы усиления шва (ширина зоны сканирования) Рисунок 8.14 – Схема перемещения (сканирования) совмещенного ПЭП в околошовной зоне сварного соединения
1, 2 – крайние положения ПЭП при прозвучивании шва соответственно прямым и однократно отраженным лучом; 3 – положение ПЭП при получении сигнала от несплошности сварного шва; Д – несплошность сварного шва; I – положение сигнала от нижнего углового отражателя (зарубки) в СОП; II – положение сигнала от верхней зарубки в СОП; III – сигнал от несплошности (дефекта) сварного шва; IV – зондирующий сигнал Рисунок 8.15 – Схема контроля («прозвучивания») стыкового сварного соединения
Рисунок 8.16 – Схема контроля углового сварного соединения 8.5.12.4 Сканирование осуществляют с обеих сторон усиления шва при контроле стыковых кольцевых сварных соединений. Возможность сканирования с обеих сторон шва других соединений (угловых, нахлесточных) определяется их конструкцией и должна быть отражена в технологической инструкции и технологической карте. 8.5.12.5 Величина продольного (вдоль шва) шага сканирования не должна превышать от 2 до 3 мм. Ее конкретное значение должно быть указано в операционной технологической карте. В процессе сканирования необходимо обеспечивать постоянный акустический контакт рабочей поверхности преобразователя с поверхностью контролируемого соединения. 8.5.12.6 Скорость сканирования не должна превышать 100 мм/с. 8.5.12.7 Основные схемы контроля («прозвучивания») сварных соединений различных типов с применением совмещенных ПЭП приведены на рисунках 8.15 – 8.17. 8.5.12.8 Признаком обнаружения дефекта служит появление при поисковом усилении эхо-сигнала на экране дефектоскопа в зоне развертки, соответствующей контролируемому участку шва. 8.5.12.9 Основные положения технологии проведения УЗК дефектоскопами с ФАР – в соответствии с приложением К настоящего документа. 8.5.12.10 Особенности обнаружения дефектов в стыковых кольцевых сварных соединениях, выполненных на подкладных кольцах, ‒ в соответствии с приложением Л настоящего документа. 8.5.12.11 При появлении признаков обнаружения дефекта следует зафиксировать преобразователь в положении, при котором амплитуда наблюдаемого сигнала максимальна, и определить координаты отражающей поверхности. Если результат определения координат свидетельствует о том, что обнаруженный отражатель располагается в контролируемом шве (т. е. является дефектом), необходимо произвести измерение характеристик дефекта.
а) контроль со стороны трубы; б) контроль со стороны привариваемого элемента Рисунок 8.17 – Схема контроля сварного шва нахлесточного соединения (швы приварки муфт и усиливающих элементов к трубе)
8.5.12.12 При обнаружении дефекта производят измерение характеристик, схемы измерения которых приведены на рисунке 8.18: - максимальную амплитуду сигнала от дефекта; - наибольшую глубину залегания дефекта в сечении шва (при применении совмещенного ПЭП); - условную протяженность дефекта вдоль шва; - условное расстояние между дефектами; - суммарную условную протяженность дефектов на оценочном участке.
а) определение наибольшей глубины залегания Ymax, мм; б) измерение условной протяжённости D l, мм; в) измерение условного расстояния между дефектами D L, мм Рисунок 8.18 – Схемы измерений характеристик дефектов 8.5.12.13 Амплитуду эхо-сигнала от дефекта Аизм измеряют относительно амплитуды сигнала от отражателя в СОП, как разницу показаний аттенюатора дефектоскопа при уменьшении амплитуды измеряемого сигнала до уровня, установленного при настройке браковочной чувствительности (см. 8.5.11.7). Допускаются другие способы измерения амплитуды отраженного сигнала, определяемые конструктивными и эксплуатационными особенностями применяемого дефектоскопа. Операции по измерению амплитуды должны быть подробно описаны в технологической инструкции. 8.5.12.14 Глубину залегания дефекта Ymax, мм, определяют с помощью глубиномера дефектоскопа при максимальной амплитуде в соответствии с руководством по его эксплуатации. 8.5.12.15 Условную протяженность дефектов вдоль шва D l, мм, измеряют как расстояние между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к нему. При этом крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала от дефекта уменьшается до уровня фиксации. 8.5.12.16 Условное расстояние между дефектами D L, мм, измеряют на уровне фиксации как расстояние между крайними положениями преобразователя, при которых была определена условная протяженность расположенных рядом дефектов. 8.5.12.17 Суммарную условную протяженность дефектов на оценочном участке S D l, мм, определяют как сумму условных протяженностей дефектов, обнаруженных на этом участке. 8.5.13 Идентификация дефектов по результатам УЗК 8.5.13.1 Дефекты по результатам УЗК относят к одному из следующих видов: а) непротяженные (одиночные поры, компактные шлаковые включения); б) протяженные (трещины, непровары, несплавления, удлиненные шлаковые включения и поры): 1) в корне шва – для которых Ymax ³ 2/3S; 2) в сечении шва – для которых Ymax < 2/3S; в) цепочки и скопления (цепочки и скопления пор и шлака). 8.5.13.2 К непротяженным относят дефекты, условная протяженность которых, в зависимости от толщины стенки контролируемого соединения, не превышает значений, указанных в таблице 8.12. 8.5.13.3 К протяженным относят дефекты, условная протяженность которых превышает значения, указанные в таблице 8.12. 8.5.13.4 Если при перемещении преобразователя вдоль или поперек шва, огибающие последовательностей эхо-сигналов от дефектов на уровне фиксации разделяются на три и более непротяженных дефекта, то данные дефекты считают цепочкой включений или скоплением. При этом расстояния между дефектами, входящими в цепочку или скопление, не должны превышать значений, приведенных в таблице 8.12. Если расстояния между дефектами, входящими в цепочку или скопление, превышают значения, приведенные в таблице 8.12, дефекты считают одиночными. Таблица 8.12 – Критерии классификации по протяженности мм
8.5.14 Оценку допустимости выявленных дефектов осуществляют в соответствии с 11.1.14 настоящего документа в зависимости от вида работ. 8.5.15 Результаты контроля фиксируют в журнале НК и оформляют в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней координат продольных сварных швов и мест расположения недопустимых дефектов. 8.5.16 При составлении заключений каждый дефект следует описывать отдельно. 8.5.17 При сокращенном описании дефектов обозначают: а) буквами – вид дефекта: - SH – непротяженный; - LS – протяженный в сечении шва; - LB – протяженный в корне шва; - CC – цепочки и скопления; б) буквами – допустимость дефекта по амплитудному признаку: - Ад – при Аизм.£ Аэтал; - Ан – при Аизм.> Аэтал; в) цифрами – координату начала дефекта, мм, относительно точки начала сканирования; г) цифрами – наибольшую глубину залегания дефекта Ymax, мм; д) цифрами – условную протяженность Dl, мм. Обозначения отделяют друг от друга дефисом. 8.5.18 Настройка оборудования предназначенного для поиска поперечно ориентированных дефектов производится по инструкции разработчика оборудования, при этом браковочный уровень чувствительности должен соответствовать площади отверстия с плоским дном по таблице 8.10. 8.5.19 При сканировании специальным оборудованием, предназначенным для поиска поперечно ориентированных дефектов, признаком обнаружения недопустимого поперечно ориентированного дефекта, является фиксация сигнала от несплошности большего или равного браковочного уровня. При необнаружении индикаций от несплошности выше уровня фиксации обычным ПЭП в месте обнаружения недопустимого поперечно ориентированного дефекта, обнаруженный дефект следует считать трещиной (поперечной). 8.5.20 Ниже приведены примеры сокращенного описания дефектов. Примеры ‒
9 Квалификационные и аттестационные требования Требования к персоналу, осуществляющему неразрушающий контроль сварных соединений трубопроводов 9.1.1 К работам по НК допускаются лица, прошедшие курс обучения (с учетом специфики контроля сварных соединений трубопроводов, швов приварки соединительных деталей трубопроводов и запорной арматуры) и успешно выдержавшие квалификационные испытания. Они должны быть аттестованы на I, II или III уровень квалификации по 9.1.2 Специалисты, непосредственно осуществляющие НК, не должны иметь медицинских противопоказаний по состоянию здоровья. 9.1.3 Порядок выдачи, срок действия и механизм продления удостоверений установлен в ПБ 03-440-02. 9.1.4 Правом выдачи заключений по результатам НК обладают специалисты, имеющие уровень квалификации не ниже II по ПБ 03-440-02. 9.1.5 К руководству лабораторией (группой) контроля качества допускаются специалисты, имеющие квалификацию не ниже II уровня по ПБ 03-440-02 не менее, чем по двум методам контроля, одним из которых является ВИК, а другим – РК или УЗК. При этом их стаж работы в области НК должен быть не менее 3 лет. 9.1.6 Специальные требования к персоналу, выполняющему РК К выполнению работ по РК, получению, транспортированию, хранению и перезарядке гамма-дефектоскопов источниками ионизирующих излучений допускаются лица не моложе 18 лет, прошедшие специальный медицинский осмотр, инструктаж и сдавшие экзамен по радиационной безопасности в установленном порядке, а также прошедшие производственную стажировку не менее 2 месяцев. Специалисты, выполняющие работы по РК с применением технологии цифровой радиографии, должны пройти специальное дополнительное обучение с учетом специфики технологии и оборудования цифровой радиографии, работы с электронным изображением, обработки и расшифровки этого изображения, идентификации дефектов по электронному изображению и измерения их размеров. Специалисты должны иметь документ, подтверждающий факт прохождения такого обучения. Требования к организации, осуществляющей неразрушающий контроль сварных соединений трубопроводов 9.2.1 Организация, выполняющая работы по НК сварных соединений трубопроводов на объектах организаций системы «Транснефть», должна иметь: - ЛНК, аттестованную в соответствии с порядком, определенным - специалистов, обученных и аттестованных (включая проверку знаний правил безопасности) в соответствии с требованиями 9.1; - лицензию на проведение экспертизы промышленной безопасности опасных производственных объектов в области надзора за магистральными трубопроводами, выданную специально уполномоченными в области промышленной безопасности федеральными органами исполнительной власти (для организаций, выполняющих работы на действующих трубопроводах, если результатом работ по НК является заключение экспертизы промышленной безопасности, или другой разрешительный документ, предусмотренный действующим законодательством. 9.2.2 Применяемые лабораторией технологии НК должны обеспечивать выявление и идентификацию дефектов в соответствии с критериями, установленными требованиями раздела 11. Требования безопасности при проведении неразрушающего контроля Общие положения 10.1.1 Для обеспечения безопасности при проведении работ по контролю качества сварных соединений при строительстве и ремонте магистральных трубопроводов необходимо обеспечить выполнение требований ГОСТ 12.0.004, ГОСТ Р 12.1.019, ГОСТ 12.2.003, ГОСТ 12.3.002, ГОСТ 12.4.011, СНиП 12-03-2001, СНиП 12-04-2002, правил [5], ППБО-85, ПТЭЭП, ПУЭ. 10.1.2 При организации работ по контролю должны соблюдаться требования пожарной безопасности по РД-13.220.00-КТН-211-12. 10.1.3 В лаборатории НК должны быть утвержденные инструкции по охране труда и пожарной безопасности по каждому виду работ (методу НК) или одна инструкция по профессии – дефектоскопист, а также требования безопасности при проведении НК в котлованах и траншеях, учитывающие требования РД-23.040.00-КТН-118-12. 10.1.4 Руководители соответствующих подразделений должны обеспечить выполнение организационных и технических мероприятий для создания безопасных условий труда, а также контролировать выполнение правил и инструкций по охране труда и пожарной безопасности. 10.1.5 Персонал, выполняющий работы, должен быть проинструктирован по правилам охраны труда и пожарной безопасности в объёме возложенных на него обязанностей под роспись в журнале инструктажей и обязан неукоснительно выполнять эти правила. 10.1.6 К эксплуатации и обслуживанию оборудования, приборов, средств НК и измерений допускаются только лица, обученные и аттестованные в установленном порядке и имеющие право на выполнение работ по контролю сварных соединений. 10.1.7 Cпециальная одежда, специальная обувь и другие средства индивидуальной защиты должны соответствовать требованиям ТР ТС 019/2011 [6]. 10.1.8 Работы по НК сварных соединений при строительстве и ремонте магистральных трубопроводов должны производиться в порядке, установленном Требования безопасности при проведении визуального и измерительного контроля При проведении ВИК следует соблюдать требования 8.1. Требования безопасности при проведении неразрушающего контроля капиллярными методами 10.3.1 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и проконтролированных объектов следует соблюдать требования к защите от пожаров и взрывов по ГОСТ 12.1.004 и ГОСТ 12.1.010. 10.3.2 Расположение и организация рабочих мест, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности к производственному оборудованию по ГОСТ 12.2.003. 10.3.3 Требования безопасности к производственным процессам установлены в ГОСТ 12.3.002. 10.3.4 Требования безопасности по содержанию вредных веществ, температуре, влажности подвижности воздуха в рабочей зоне установлены в ГОСТ 12.1.005 и ГОСТ 12.1.007, требования к вентиляционным системам установлены в ГОСТ 12.4.021. 10.3.5 Требования электробезопасности установлены в ГОСТ 12.2.007.0, ГОСТ 12.2.007.6, ГОСТ 12.2.007.8, ГОСТ 12.2.007.14, ГОСТ Р 12.1.019, ПТЭЭП. Требования к защите от шума установлены в ГОСТ 12.1.003. 10.3.6 Отходы производства в виде отработанных дефектоскопических материалов подлежат утилизации, регенерации, удалению в установленные сборники или уничтожению (сжиганию для органических материалов). 10.3.7 Требования к применению средств коллективной и индивидуальной защиты работающих установлены в ГОСТ 12.4.011. 10.3.8 Требования к специальной одежде установлены в ГОСТ 12.4.016. 10.3.9 Требования к средствам защиты рук установлены в ГОСТ 12.4.020. 10.3.10 При выполнении осмотра контролируемой поверхности в ультрафиолетовом излучении следует применять защитные очки со стеклами ЖС4 по ГОСТ 9411 толщиной от 2 до 2, 5 мм. Требования безопасности при проведении неразрушающего контроля магнитопорошковым методом 10.4.1 Общие требования безопасности к проведению МК – по ГОСТ 12.3.002. 10.4.2 Конструкция производственного оборудования должна соответствовать требованиям ГОСТ 12.2.049 и ГОСТ 12.2.003. 10.4.3 Расположение и организация рабочих мест на участке, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности по ГОСТ 12.2.032, ГОСТ 12.2.033, ГОСТ 12.2.061 и ГОСТ 12.2.062. 10.4.4 Требования к содержанию вредных веществ, температуре, влажности, подвижности воздуха в рабочей зоне – по ГОСТ 12.1.005 и ГОСТ 12.1.007, требования к вентиляционным системам – по ГОСТ 12.4.021. 10.4.5 Требования электробезопасности – по ГОСТ 12.2.007.0, ГОСТ Р 12.1.019, ПТЭЭП. 10.4.6 Защитное заземление или зануление дефектоскопов – по ГОСТ 12.1.030. 10.4.7 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и объектов, прошедших контроль, следует соблюдать требования к защите от пожаров по ГОСТ 12.1.004. 10.4.8 Индивидуальные средства защиты должны соответствовать ГОСТ 12.4.068. 10.4.9 Требования к защите от вредного воздействия постоянных магнитных полей соответствуют СанПиН 2.2.4.1191-03. 10.4.10 Органы управления магнитопорошковых дефектоскопов, создающих постоянные магнитные поля напряженностью более 80 А/см, должны быть вынесены за пределы зоны действия этих полей. 10.4.11 При контроле способом приложенного поля с циркулярным намагничиванием не допускается применять керосиновую или керосино-масляную суспензию. 10.4.12 Для приготовления суспензий не допускается использовать керосин температурной вспышки ниже 30°С. 10.4.13 При осмотре контролируемой поверхности в УФ-излучении, если в аппарате отсутствуют встроенные устройства, обеспечивающие защиту глаз оператора от вредного воздействия УФ-лучей, следует применять защитные очки со стеклами ЖС-4 по ГОСТ 9411 толщиной не менее 2 мм. 10.4.14 Отходы производства в виде отработанных дефектоскопических материалов подлежат утилизации, регенерации, удалению в установленные сборники или уничтожению. Требования безопасности при проведении неразрушающего контроля радиографическим методом 10.5.1 Основными видами опасности для персонала при РК являются воздействие на организм ионизирующего излучения и вредных газов, образующихся в воздухе под воздействием излучения, а также поражение электрическим током. 10.5.2 Организации, выполняющие работы с использованием источников ионизирующего излучения, должны иметь радиационно-гигиенический паспорт на работу с такими источниками и на их транспортирование. 10.5.3 В организациях, где проводятся работы с применением ионизирующего излучения, должен осуществляться систематический дозиметрический контроль, который обеспечивает соблюдение норм радиационной безопасности и получение информации о дозе облучения персонала. 10.5.4 РК и перезарядка радиоактивных источников должны проводиться только с использованием специально предназначенной для этих целей и находящейся в исправном состоянии аппаратуры, документация на изготовление и эксплуатацию которой должна быть согласована с федеральными органами исполнительной власти, специально уполномоченными в области промышленной безопасности. 10.5.5 Электрооборудование действующих стационарных и переносных установок для радиографического контроля должно соответствовать требованиям ГОСТ 12.2.007.0 и ПУЭ. 10.5.6 При проведении РК, хранении и перезарядке радиоактивных источников излучения должна быть обеспечена безопасность работ в соответствии с требованиями СП 2.6.1.2612-10, СП 2.6.1.1284-03, СанПиН 2.6.1.1281-03, СанПиН 2.6.1.3164-14 и ГОСТ 23764. Обслуживающий персонал должен быть обеспечен средствами персонального учета доз радиоактивного излучения (индивидуальными дозиметрами). 10.5.7 При эксплуатации подключенных к промышленной электросети стационарных и переносных установок для радиографического контроля должна быть обеспечена безопасность работ в соответствии с требованиями ПТЭЭП. 10.5.8 При транспортировании радиоактивных источников излучения должны соблюдаться требования СанПиН 2.6.1.1281-03. 10.5.9 Предприятия, выполняющие РК сварных соединений, разрабатывают в соответствии с требованиями безопасности настоящего раздела документацию, определяющую правила и методы безопасной организации работ, объем и средства РК с учетом местных условий производства и доводят их в установленном порядке до работающих. Требования безопасности при проведении неразрушающего контроля ультразвуковыми методами 10.6.1 При проведении работ по УЗК продукции специалист НК должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, требованиями ПТЭЭП. 10.6.2 При выполнении контроля должны соблюдаться требования 10.6.3 Уровни шума, создаваемого на рабочем месте, не должны превышать допустимых по ГОСТ 12.1.003. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 918; Нарушение авторского права страницы










 =
= 
 ,
, 






