|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
При производственной аттестации технологий сварки
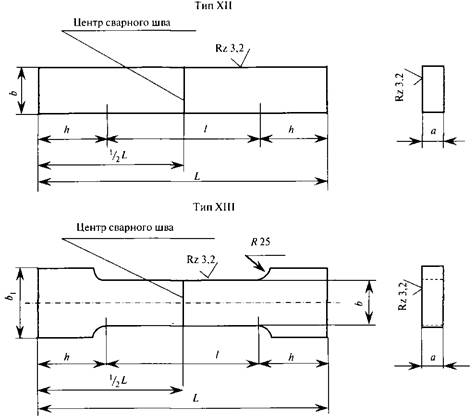
Б.1 Испытания на статическое растяжение Б. 1.1 Испытания на статическое растяжение сварного соединения проводятся на стандартных плоских образцах типа XII или XIII по ГОСТ 6996, геометрические параметры которых определяются по таблице Б.1 и в соответствии с рисунком Б.1.
Таблица Б.1 - Геометрические параметры стандартных плоских образцов типа XII, XIII по ГОСТ 6996 для испытаний на статическое растяжение сварного соединения
Б. 1.2 Усиление шва на образцах должно быть снято механическим способом до уровня основного металла, при этом допускается удалять основной металл по всей поверхности образца на глубину до 15 % от толщины стенки трубы, но не более 4, 0 мм. Удаление основного металла с поверхности образца производят только с той стороны, с которой снимают усиление шва. Строгать усиление следует поперек шва. Острые кромки плоских образцов в пределах рабочей части должны быть закруглены радиусом не более 1, 0 мм путем сглаживания напильником вдоль кромки. Разрешается строгать усиление вдоль продольной оси шва с последующим удалением рисок. Шероховатость поверхности Rz в местах удаления усиления должна быть не более 6, 3 мкм. [СТО Газпром 2-2.2-136-2007, приложение Б, пункт Б. 1.2]
Рисунок Б.1 - Геометрические параметры стандартных плоских образцов типов XII, XIII по ГОСТ 6996 для испытаний на статическое растяжение сварного соединения
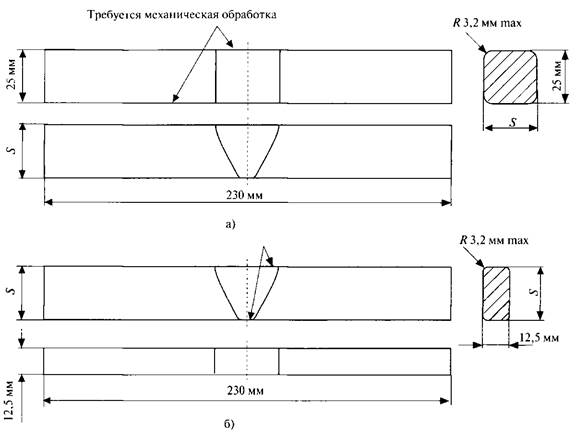
Б.1.3 Перед проведением испытаний сварных соединений, выполненных с применением электродов с целлюлозным видом покрытия или самозащитной порошковой проволокой, проводится дефлокирующая термическая обработка образцов при температуре 250 °С в течение 6 ч. Б.2 Испытания на статический изгиб Б.2.1 Испытания на статический изгиб сварных швов труб с классом прочности К65 Б.2.1.1 Испытания на статический изгиб проводятся согласно API 1104: 2005 [6] на образцах, геометрические параметры которых приведены на рисунке Б.2. Б.2.1.2 Усиление сварного шва по обеим сторонам образца снимается механическим способом до уровня основного металла, при этом механическую обработку (строгание) усиления сварного шва следует выполнять в поперечном направлении к сварному шву либо в произвольном направлении с последующим удалением рисок. Б.2.1.3 Кромки образцов в пределах их рабочей части должны быть закруглены напильником, при этом радиус обработанных кромок должен быть не менее 0, 1 толщины образца S, но не более 3, 2 мм.
а) образец для изгиба корнем шва наружу или внутрь; б) образец для изгиба на ребро; S - толщина стенки трубы, мм
Рисунок Б.2 - Геометрические параметры образцов для испытаний на статический изгиб по API 1104: 2005 [6]
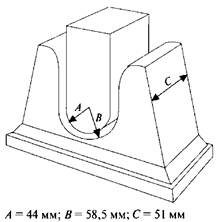
Б.2.1.4 Каждый образец при испытаниях должен устанавливаться на опоры (ролики), при этом ось образца (сварного шва) должна находиться посередине расстояния между внутренними поверхностями опор. Б.2.1.5 Геометрические параметры нагружающей оправки приведены на рисунке Б.3, при этом радиус нагружающей оправки при испытаниях должен составлять 44 мм, расстояние между внутренними поверхностями опор (роликов) - 117 мм, ширина опор (роликов) - 51 мм, радиус закругления опор (радиус роликов) - 20 мм. Б.2.1.6 Скорость нагружения не должна превышать 15 мм/мин. Б.2.1.7 Испытания выполняются до придания образцу U-образной формы (угол изгиба 180 °).
Рисунок Б.3 - Геометрические параметры нагружающей оправки для испытаний на статический изгиб по API 1104: 2005 [6]
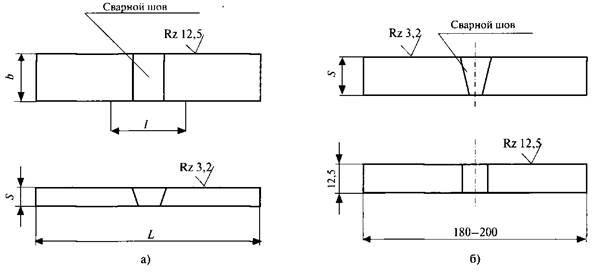
а) образец для испытаний на статический изгиб корнем шва наружу или внутрь (S ≤ 12, 0 мм); б) образец для испытаний на статический изгиб на ребро (S > 12, 0 мм).
Рисунок Б.4 - Геометрические параметры образцов для испытаний на статический изгиб
Б.2.2 Испытания на статический изгиб сварных швов труб с классом прочности К60 Б.2.2.1 Испытания на статический изгиб кольцевых стыковых сварных соединений труб с классом прочности К60 проводятся на образцах (рисунок Б.4), геометрические параметры которых определяются по таблицам Б.2, Б.3. Б.2.2.2 Толщина образцов должна равняться толщине основного металла. Усиление шва по обеим сторонам образца снимается механическим способом до уровня основного металла. Разрешается строгать усиление шва в любом направлении с последующим удалением рисок. Кромки образцов в пределах их рабочей части должны быть закруглены радиусом не менее 0, 1 толщины образца, но не более 2, 0 мм, путем сглаживания напильником вдоль кромки.
Таблица Б.2 – Размеры образцов для испытаний на статический изгиб
Таблица Б.3 - Диаметр нагружающей оправки для испытаний на статический изгиб
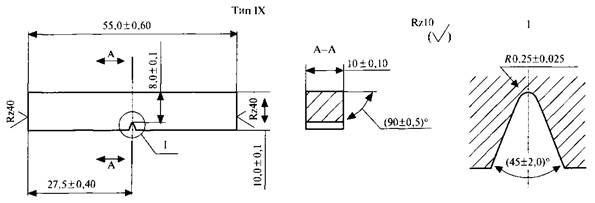
Б.2.2.3 Обязательным условием проведения испытаний является плавность возрастания нагрузки на образец. Испытания проводят со скоростью не более 15 мм/мин до достижения угла изгиба 120° или угла изгиба, при котором образуется первая трещина, являющаяся браковочным признаком. Угол изгиба при образовании первой трещины измеряют на образце, находящемся в ненапряженном состоянии, с погрешностью ±2°. Б.2.2.4 При подсчете среднего арифметического значения угла изгиба все углы более 150° следует принимать равными 150°. Б.2.2.5 Трещины, имеющие длину в растянутой зоне не более 20 % от ширины образца, но не более 5, 0 мм, не являются браковочным признаком. Б.3 Испытания на ударный изгиб Б.3. 1 Испытания на ударный изгиб металла шва и ЗТВ проводятся на стандартных образцах с острым надрезом (Шарпи) типа IX по ГОСТ 6996, геометрические параметры которых приведены на рисунке Б.5. Схема нанесения надреза на образцах приведена на рисунке Б.6.
Б.3.2 Вырезку и изготовление образцов следует производить таким образом, чтобы одна из чистовых поверхностей каждого образца (после окончательной обработки) располагалась на расстоянии 2, 0 мм от внутренней поверхности трубы. [СТО Газпром 2-2.2-136-2007, приложение Б, пункт Б.5.2]
Рисунок Б.5 - Геометрические параметры стандартных образцов типа IX по ГОСТ 6996 для испытаний на ударный изгиб
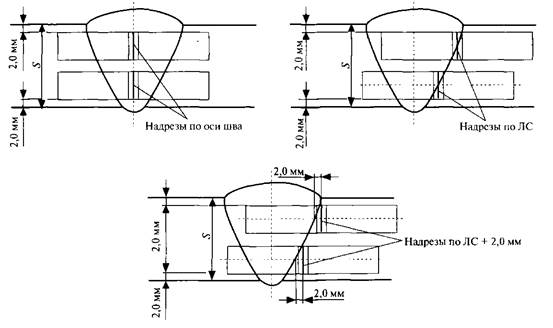
Рисунок Б.6 - Схема вырезки и выполнения надреза на образцах для испытаний на ударный изгиб
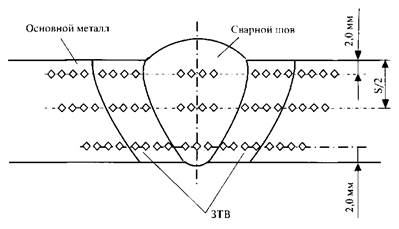
Надрез наносят перпендикулярно поверхности трубы, как показано на рисунке Б.6. При испытании с надрезом по ЛС линия надреза должна пересекать ЛС в середине образца. Б.3.3 При номинальной толщине стенки трубы более 22, 0 мм для испытаний на ударный изгиб следует изготовить дополнительные комплекты образцов с надрезом по центру шва, по ЛС, по ЛС + 2, 0 мм, одна из чистовых поверхностей которых расположена на расстоянии 2, 0 мм от наружной поверхности трубы. Каждый комплект должен включать в себя не менее трех образцов. Б.4 Измерение твердости металла различных участков сварных соединений Б.4.1 Измерение твердости по Виккерсу (HV10) производится на образцах (макрошлифах) по ГОСТ 6996, ГОСТ 2999. Б.4.2 При вырезке образцов (макрошлифов) должны быть охвачены все участки сварного соединения (сварной шов, ЗТВ, основной металл), должны быть обеспечены параллельность сечений макрошлифов и шероховатость поверхности в местах измерения твердости от 0, 40 до 0, 63 мкм. Б.4.3 Схема измерения твердости (HV10) в различных зонах сварного соединения приведена на рисунке Б.7. В каждой зоне замера должно быть не менее четырех отпечатков (для ЗТВ и основного металла - с двух сторон от оси шва). Б.4.4 Измерение твердости основного металла труб должно выполняться на расстоянии не менее 20 мм от ЛС. Примечание - При невозможности измерения твердости сварного соединения в ЗТВ в точках, расположенных на одной линии, допускается выполнять измерения в точках, расположенных друг над другом, при этом максимальное расстояние между отпечатками принимается 0, 5 мм.
Рисунок Б.7 - Схема измерения твердости (HV10) в различных зонах сварного соединения
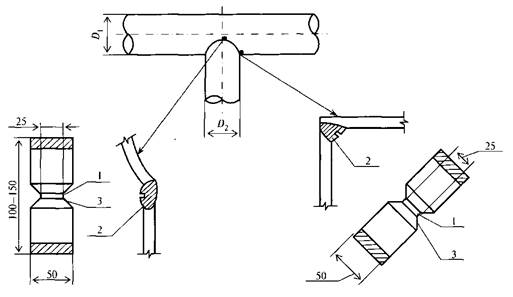
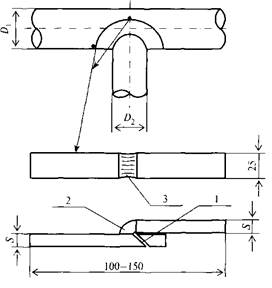
Б.5 Механические испытания на излом угловых сварных соединений прямых врезок Б.5.1 Механические испытания на излом угловых сварных соединений прямых врезок проводятся согласно СТО Газпром 2-2.2-136 (приложение Б, пункт Б.4). Б.5.2 Испытания на излом должны продемонстрировать полный провар, сплавление между слоями шва, отсутствие внутренних дефектов недопустимых размеров, регламентированных соответствующим стандартом ОАО «Газпром». Б.6 Испытания на прочность при сдвиге Б.6.1 Испытания на прочность при сдвиге наплавки вывода ЭХЗ, выполненной термитной сваркой, проводятся согласно СТО Газпром 2-2.2-136 (приложение Б, пункт Б.7). Б.6.2 По результатам испытаний на прочность при сдвиге наплавки вывода ЭХЗ, выполненной термитной сваркой, должны выполняться требования СТО Газпром 2-2.2-136 (пункт 10.9.1.6). Б.7 Испытания на ударный излом угловых и нахлесточных сварных соединений Б.7.1 Образцы для испытаний на ударный излом угловых сварных соединений должны иметь ширину 50 мм (приблизительно) и длину от 100 до 150 мм (см. рисунок Б.8). Надрез по оси сварного шва выполняют ножовкой на глубину 1, 5 мм.
1 - надрез ножовкой по оси шва глубиной 1, 5 мм; 2 - сварной шов; 3 - обработка сварного шва газовой резкой
Рисунок Б.8 - Форма и размеры образцов для испытания металла шва угловых соединений на ударный излом
Б.7.2 Образцы для испытаний на ударный излом нахлесточных сварных соединений должны иметь ширину 25 мм и длину от 100 до 150 мм (рисунок Б.9). Для угловых сварных соединений с диаметром патрубка DN (Ду) менее 25 мм ширина образцов для испытаний на ударный излом должна равняться внутреннему диаметру патрубка. Надрез выполняется ножовкой со стороны, противоположной усилению сварного шва. Глубина надреза складывается из толщины стенки трубы и половины высоты поперечного сечения сварного шва. Допускается выполнять часть наклонного надреза (пропила) на глубину, равную толщине стенки трубы, шлифмашинкой с узким абразивным кругом. Заключительную часть надреза следует выполнять ножовкой. Б.7.3 Образцы для испытания на излом должны иметь параллельные гладкие кромки. Следы окалины после газовой резки должны быть удалены путем механической обработки или зачистки шлифмашинкой. Б.7.4 При испытаниях металла шва на излом образцы разрушают ударом по свободному участку образца при закрепленном другом участке. Удар наносится со стороны корневого слоя шва.
1 - надрез глубиной S + половина высоты поперечного сечения сварного шва (S - толщина стенки трубы); 2 - сварной шов; 3 - обработка сварного шва газовой резкой
Рисунок Б.9 - Форма и размеры образцов для испытания металла шва нахлесточных соединений на излом
Приложение В (рекомендуемое) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 435; Нарушение авторского права страницы