|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение понятий АСУ и АСУ ТП.Стр 1 из 13Следующая ⇒
Определение понятий АСУ и АСУ ТП. АСУ наз-ся человеко-машинная система, обеспечивающая автоматизированный сбор и переработку инф-ции, необходимой для оптимизации управления в разл. сферах чел-кой деят-сти. АСУ ТП – это автоматизированная СУ для выработки и реализации управляющих воздействий на ТОУ в соответствии с принятым критерием качества управления. ГОСТ устанавливает также определение ТОУ (технологич оборуд управл ) – как совокупности технологического оборудования и реализованных на нем по соответствующим инструкциям или регламентам техн. процесса производства. Классификация и структура промышленного производства.
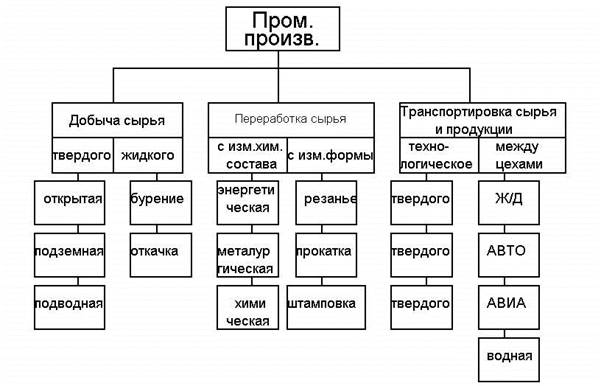
В промышленном производстве выделяют два класса технологических процессов: а) добыча исходного сырья б) переработка сырья или полуфабрикатов в готовый продукт. Транспортировка сырья и готовой продукции может рассматриваться в качестве самостоятельного класса. При переработке сырья или полуфабриката выделяют отрасли с изменением агрегатного состояния или химического состава вещества и процессы, технологии которых направлены на изменение формы исходной заготовки или исходного материала.
Классификация АСУ ТП по типовым задачам управления. Классификация АСУ ТП по типовым задачам управления определяющих их назначение можно выделить след гуппы: 1 АСУ ТП обеспечивающие стабилизацию (поддержание ) заданного рационального или оптимального Т режима, т.е. таких Т параметров на которые действующие возмущение оказывают существенное влияние. Например, к ним можно отнести сис-мы стабилизации ск резания при торцевой обработке деталей больших диаметров на металлорежущих станках. Сист стабилизации ск шлифования при уменьшении диаметра шлиф круга и др. 2 АСУ ТП отрабатывающие с установленной точностью заданное или непрерывно задаваемое рац-ое (опт-ое) изменение ТП такие сис-мы программного или следящего управления прим-ся в роботах манипуляторах станках с ИПУ лифтовых подъемниках и т.д. 3 АСУ ТП самостоятельно (автоматически) выбирающие наилучший по закону либо признаку Т режим и обеспеч-ее его поддержание либо авт-ки выбирающее наилучшую траекторию перем-е рабочего органа и обесп-ее её отработку с уст точностью. К таким сис-мам оптимального упр-я относ-ся АСУ ТП агрегатов оптимального раскроя материала, сис-мы дистанц-ой перестройки рассчитывающие и реализующие опт программу обжатий Ме в отдельных клетях стана непрерывной прокатки и т.д. Упрощённая функциональная схема системы управления агрегатом, Упрощённая функциональная схема системы управления агрегатом, Упрощённая функциональная схема системы управления агрегатом, Упрощённая функциональная схема системы управления агрегатом, выполняющего управление скоростями и натяжениями с реализацией тормозных режимов электроприводов на сматывающих устройствах, управление натяжением в зонах обработки полотна и линейной скоростью в наматывающем устройстве. Упрощённая функциональная схема системы управления агрегатом, выполняющего управление технологическими переменными через положение исполнительных механизмов, а также выполняет функции одновременного управления соотношением скоростей и натяжений с дополнением транспортного запаздывания. Взаимосвязанные системы. На сложных производствах одновременно используются разные типы управления и соответственно существуют взаимосвязь между частными процессами. Например, запуск промышленного процесса может заключаться в выполнении ряда последовательных шагов. После достижения процессом заданного рабочего состояния управления переводится на систему регулирования с обратной связью для более точного поддержания требуемого режима. Примерами могут служить системы ЭП и хим. реактор. Двигатель или реактор выводится на рабочий режим при помощи управления последовательных событий, а затем вступает в действие регулятор с обратной связью для поддержания требуемого значения скорости вращения или температуры соответственно. Примером из поточного производства служит иллюстрации другого вида взаимодействия в структуру управления: в технологической линии робот перемещает детали между несколькими станками с ЧПУ. Положение и скорость каждого механизма управляется несколькими контурами регулирования с обратной связью. Очевидно, что механизмы не могут работать независимо и их действия должны координироваться. Для синхронизации работы станков и робота необходимо наличие управляющей системы – диспетчеры. Механизмы посылают диспетчеру сигналы о своем рабочем состоянии (операция выполнена, робот блокирован и т.д.).
Интерфейс оператора. Хотя теоретически управляющая система или компьютер могут функционировать без вмешательства человека, на сегодняшний день всегда необходимо взаимодействие с оператором, который должен получать информацию и иметь возможность вводить команды. Теоретические интерфейсы компьютерных терминалов становятся всё более совершенными. Современные дисплеи обладают большими возможностями отображения сложноорганизованных данных, включая цветовые палитры с миллионами оттенков, разнообразную графику и даже мультипликацию. Однако всё это требует больших вычислительных ресурсов за которые программы интерфейса будут конкурировать с модулем обработки данных и поэтому оператор может получать информацию с задержкой. С другой стороны не вся информация может ждать (например, сигналы тревоги ит.д.), поэтому при проектировании интерфейса необходимо отбирать информацию и сопоставлять способ отображения со степенью её важности в текущий момент, человеческими возможностями воспринимать и адекватно реагировать на неё имеющимися ресурсами. Уровень сложности системы. Уровень сложности технологического процесса отражается на конфигурации управляющего компьютера. Количество датчиков и исполнительных механизмов определяет необходимое число портов ввода/вывода и в целом требует более мощного процессора, большего объёма оперативной и внешней памяти и т.д. Связь между внутренними переменными процесса и его входными/выходными данными определяет сложность программного обеспечения регулятора. Программы реального времени гораздо труднее тестировать по сравнению с обычными, поэтому их ход должен быть настолько хорошо структурирован, чтобы ошибки можно было выделить как можно раньше.
Датчики. Измерительные устройства или датчики состоят из двух частей: измерительной головки и преобразователя.
Термин датчик иногда ошибочно употребляют вместо измерительной головки. Часто под датчиком понимается устройство, включающее измерительную головку и преобразователь. Реакция измерения – это реакция измерительной головки датчика, которая на выходе преобразователя представляет собой электрическую величину, следовательно, выходной сигнал измерительного устройства (датчика) есть выходной сигнал преобразователя. В большинстве управляющих систем этот сигнал электрический, однако, часто встречаются и пневматические датчики. Главное достоинство электрических датчиков – гибкость и разнообразие способов обработки сигнала. Электрический сигнал можно передавать на большие расстояния с малыми затратами энергии. Пневмо-датчики по сравнению с электрическими обычно дешевле, меньше по размерам, проще, нечувствительны к возмущениям. Более того, в условиях взрывоопасной и пожароопасной среды, пневмо-датчики более безопасны. Различают три класса датчиков: аналоговые; цифровые; бинарные(двоичные) датчики. Исполнительные устройства
Преобраз. электрич. в механич. или физич велич. для воздейств. на управл процесс. ЭД управляющ. суставами промышл. роботов –исполнит. мех-мы. В хим. проц-ах вых. управл. элемент. могут быть клапаны задающ. расход реагентов. Исполнит. устр-ва (ИУ) влияют на переем-ые физич процессов измер. датчиками. Датчики измер. t°C, координату или хим. концентр. , а ИУ управл. подводом тепла движ. или потоками исходн. реагентов. И уже от динамики физич системы зависит как измер. велич. измен. из-за управл. воздейств. ИУ. Преобразов. превращ. 8х сигн. в механич. или физич. велич. ЭД преобраз. эл. энергию во вращ. дв-е.Требов. к ИУ, а именно потребл. мощн., разреш. способн., повтор. результ. , рабоч. диапозон могут сущ. различ в зав-ти от конкретн. прилож. Для перемещ. клапанов часто примен. сжатый воздух. Елси необх. развив. усилие использ. гидропривод. Электрич. сигнал ком-ра должен быть преобазов. в давл. или расхлд воздуха либо масла. Бинарное управл. обеспечив. обеспеч. эл. мех. реле или электронными переключ.
Полоса пропускания и шум. Два важных фактора это полоса пропускания и шум определяют способ передачи сигналов между компьютером и физическим процессом. В передаче информации и управлении с обратной связью полоса пропускания обозначает диапазон частот, в пределах которого амплитудно-частотная характеристика остаётся не меньше заданного значения (обычно 0,707 от максимального). Для системы ШИМ полоса пропускания соответствует термину пропускная способность. При обработке сигналов управления и мониторинга полоса пропускания определяется как диапазон рабочих частот датчика или исполнительного механизма, а именно только те физические величины, рабочие частоты которых лежат в полосе пропускания, можно надлежащим образом измерить или изменить. Это означает, что скорость реакции датчика достаточна для правильного отображения изменений исходной физической величины, при этом сигнал не искажается из-за несоответствия динамики датчика и процесса. Аналогично исполнительный механизм должен иметь соответствующую полосу пропускания, чтобы реализовать нужное управляющее воздействие. Чем шире полоса пропускания, тем быстрее будет реакция датчика или ИМ. Последнее не всегда является положительным фактором, поскольку в этом случае устройство будет восприимчиво к нежелательным возмущениям. Любой измерительный сигнал искажается возмущениями и шумом как в процессе формирования, так и в процессе передачи. Одна из основных проблем передачи сигнала – это уменьшение влияния шума. Источники шума должны быть изолированы или их влияние должно быть снижено до минимального уровня. Искажение сигналов или сообщений шумом является не только проблемой организации интерфейса процесс/компьютер, но проявляется и при любых типах передачи информации. Регуляторы проектируются в расчёте на наличие возмущений и шумов. Статические хар-ки датчиков СХД показывают на сколько корректно выхода датчика отражает измеряемую величину спустя некоторое время после её измерения когда вых. сигнал установился на новое значение. Важные СХД: 1 чувствительность- определяется как отношение вых. сигнала к единичной вх. величине. 2 разрешение- наименьшее изменение измеряемой величины которая может быть зафиксировано и показано датчиком. 3 линейность- определяется исходя из градуировочной кривой датчика, она показывает зависимость вых. сигнала от вх.. 4 статическое усилие( усилие по постоянному току) – это коэффициент усиления датчика на очень низких частотах. 5 дрейф нуля- определяется как отклонение показаний датчика когда изм. Величина остаётся постоянной в течение длительного времени. Дрейф датчика вызывается не стабильностью усилителя изменением окружающих условий. 6 рабочий диапазон- определяется допустимым верхним и нижнем пределами значений входной величины или уровня выходного сигнала. 7 повторяемость- характеризуется как отклонение между несколькими последними измерениями при заданном значении изм. величины в одинаковых условиях. 8 воспроизводимость- как 7, но требует большего интервала между измерениями, между проверками на воспроизводимость датчик должен использоваться по назначению и может быть подвергнут калибровке.
Бинарные и цифровые датчики В СУ последовательностью событий в основном применяются сигналы типа вкл\выкл., вырабатываемые бинарным датчиком. Бинарные датчики используются для определения положения при мех. Перемещениях для подсчета элементов в дискретных потоках для контроля достижения предельных значений уровня или давления или крайних положений подвижных частей. Бинарные и цифровые датчики бывают как простыми, состоящими только из выключателя, так и сложными. Некоторые цифровые датчики в действительности представляют собой полнофункциональный микрокомпьютер, встроенный в автономное устройство и вырабатывает либо сигналы типа вкл\выкл, либо кодир. цифровые данные.
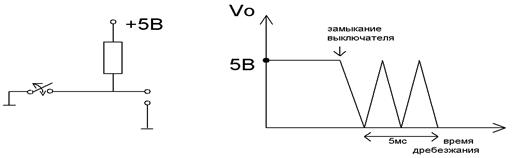
Датчики положения В качестве датчиков положения ДП в течение долгого времени используются выключатели. Они состоят из электрических контактов, которые механически размыкаются или замыкаются когда какая-либо переменная (положение, уровень) достигает определенного значения. Концевые выключатели различных типов являются важной частью многих СУ, надежность которых существенно зависит именно от них. Они располагаются там, где происходит действие и часто подвергаются большим механическим нагрузкам и токам. Простейшим выключателем является механически разомкнутый 1-рлюсный выключатель изобр. на рис. Простое согласование сигналов можно обеспечить с помощью нагрузочного резистора. Когда выключатель разомкнут с резистора снимается напряжение +5В, воспринимаемое ТТ-логикой на входе компьютера как одно из логических состояний. Если контакт замкнут – выходной сигнал равен потенциалу земли, что воспринимается как другое логическое состояние. Замыкание мех. выключателя вызывает проблемы, поскольку контакты вибрируют несколько миллисекунд прежде чем замкнуться. Когда важно зафиксировать только первое касание как в случае концевого выключателя, принимать во внимание последующие замыкания и размыкания контактов из-за дребезжания нет необходимости. Применение цепи, обеспечивающее небольшое запаздывание выходного сигнала является одним из способов преодоления эффекта дребезжания контактов.
Бороться с дребезжанием контактов в 1-полюсных 2-х позиционных выключателях можно с помощью спец. схем. Подвижный контакт должен быть заземлен, когда он касается контакта, присоединенного к источнику, напряжения последнего снижается. Подключенная электронная схема должна уловить логическое состояние, соответствующее 1-ому качанию контактов и игнорировать последующее дребезжание. Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемых стойкости инструмента Т и величине подаче S и неконтролируемой глубины резания t р. Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т3 и величине подаче S3. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J3, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП и стойкости инструмента КИ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП. Показатель эффективности обработки J3=k3×V3×S3 Наличие ограничения T3m= Cv3/V2×S3Y Измеряемый параметр V3 Контролируемый Т3, S3 Неконтролируемый tР3, Алгоритм фун-я S03= Smax, V03= Cv3/(T3m×SmaxY)
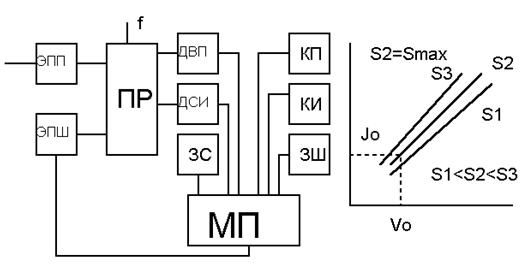
3.33 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемой стойкости инструмента Т и неконтролируемых глубине резания t Р и величине подаче S . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т1. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП, в ОЗУ МП поступает априорная информация о заданной стойкости инструмента ЗИ и max. допустимого w ЗШ привода ЭПШ. МП управляет приводом главного движения ЭПШ по алгоритму: V01= Cv1/T1m при V≤VMAX По аналогичной струк-ой схеме построены регуляторы в том числе и аналоговые использующие в качестве датчика стойкости температуры естественной термопары инструмент-деталь и предназначенный для фрезерования, а также для торцовой обработки детали. Это обеспечивает повышение производительности на 30-45%.
Наличие ограничения T1m = Cv1/V01 Измеряемый параметр V1 Контролируемый Т1 Неконтролируемый S1,tР1 Алгоритм фун-я V01= Cv1/T1m Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемых стойкости инструмента Т, глубине резания t р и величине подаче S . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т4. Глубина резанья измеряется датчиком ДГР. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J4, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП, стойкости инструмента КИ коррекция глубины резанья КГ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП. Трудность реализации датчика глубины резанья ограничивает применение этой структуры. Показатель эффективности обработки J4=k4×V4×S4×tР4 Наличие ограничения T4m= Cv4/(V4×S4Y× tp4X) Измеряемый параметр V4 Контролируемый Т4, S4, tР4 Алгоритм фун-я tp4= tpmax, S04= Smax V04=Cv4/(T4m×tXpmax×SYmax)
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S , контролируемых стойкости инструмента Т и неконтролируемых скорости резания V и глубины резания t р. Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением величины подачи таким образом, чтобы процесс обработки соответствовал заданной величине подаче S5. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП, стойкости инструмента КИ. МП вырабатывает управляющее напряжение соответствующее J5 которое подаётся на привод подачи ЭПП. Поступающая в МП информация об ограничении подачи ОП задаёт max. допустимое её значение. Т.к. стойкость инструмента в значительно меньшей степени зависят от подачи чем от скорости резанья, то такая СУ менее эффективна чем остальные. Показатель эффективности обработки J5=k4×S5 Наличие ограничения T5m= Cv5/S5Y Измеряемый параметр S5 Контролируемый Т5 Неконтролируемый V5, tР5 Алгоритм фун-я S05 = Cv51/y/ T5m/Y
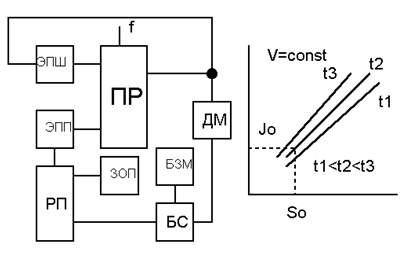
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S , контролируемой глубине резания t р и неконтролируемых стойкости инструмента Т, скорости резания V . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением величины подачи таким образом, чтобы процесс обработки соответствовал заданной глубине резанья tр. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)). Показатель эффективности обработки J6 близок к величине определяющей предельно допустимое значение J6=kР×Sβ×tРα kР- коэф. пропорциональности α,β- показатели степени. В этом случае реализация показателя эффективности решается путём применения систем стабилизации мощности резанья, особенно эффективно при фрезеровании и силовом шлифовании. Мощность потребляемая из сети двигателем ЭПШ (АД) измеряется датчиком мощности ДМ. На блок сравнения БС поступает сигнал пропорциональный мощности резанья и предельно допустимой мощности (с учетом мощности Х.Х. задатчика БЗМ). Выходной сигнал с БС и задатчика ограничения подачи ЗОП подаётся на регулятор РП. Подача регулируется так, чтобы мощность резанья поддерживалась в заданных пределах несмотря на изменения tр, твёрдости заготовки, затупление инструмента. Стабилизация мощности резанья повышает производительность на 25-40%. Рост производ-ти обработки может ограничиваться потерей устойчивости и возникновением недопустимых вибраций в процессе резанья. Для устранения их схема должна содержать корректирующее устройство. Параметры и место включения которых зависят от режима обработки и технологических характеристик станка и привода (предполагается, что они входят в РП). Показатель эффективности обработки J6=kР×Sβ×tРα Наличие ограничения T6m= Cv6/(S6Y×tXР6) Измеряемый параметр S6 Контролируемый tР6 Неконтролируемый V6, Т6 Алгоритм фун-я tp6= tpmax, S06 = Cv61/y/(T5m/y×tx/yРMAX)
Система координат Для облегчения программирования робота рассматриваются две системы координат, связанные с рукой робота, - базовая система координат и система координат инструмента. Базовая система координат представляет собой три взаимно перпендикулярные оси (оси X, У, Z) с точкой пересечения, лежащей на оси плеча робота (система координат WORLD). Базовая система координат зафиксирована, она не меняет своего положения при перемещения звеньев робота. Может быть использована при обучении робота. Система координат инструмента также представляет собой три взаимно перпендикулярные оси, но точка пересечения их находится на фланце инструмента. При перемещении руки робота система координат инструмента перемещается вместе с фланцем. Программирование робота При обучении "от точки к точке" используется кнопка SТЕР, посредством которой данные о положении манипулятора записываются в память. Скорость манипулятора можно отрегулировать кнопками ПРУ. Выбранная скорость указывается на светодиодном индикаторе. 3.53 Основные команды операционной системы ARPS Командой SPEED задается базовая скорость движения инструмента. Команда OPEN вызывает разжатие схвата Командой CLOSE реализуется сжатие схвата. Команды управления входами/выходами Команда OUT управляет состоянием выходных линий. Командой OUTGROUP устанавливается значение указанного 16-канального выходного порта. С помощью команды WAITIN можно проверить состояние соответствующей линии. При выполнении этой команды происходит ожидание до тех пор, пока на всех указанных линиях не будет достигнуто требуемое состояние. Командой INCALL инициируется внешнее прерывание. Команда STOP имеет формат: STOP ["текст"],[S], где S - число; "текст" - произвольный текст. При выполнении команды STOP прекращается выполнение программы и на экран отображается текст и число. Продолжение выполнения программы возможно после ввода директивы CONTINUE. Команда HALT, имеющая формат: HALT ["текст"],[S] идентична команде STOP, за исключением того, что после этой команды невозможно продолжить выполнение программы директивой CONTINUE. По команде EXIT останавливается выполнение программы при окончании рабочего цикла. Команда JUMP используется для безусловной передачи управления. Команда IF применяется для организации ветвлений. Команда CALL используется для передачи управления подпрограмме. Каждая подпрограмма должна завершаться командой RETURN. Командой BASE производится сдвиг основной системы координат. Команда DELAY используется для программного задания временных задержек. Команда SET используется для вычисления значения переменной целого типа. По команде CAL выполняется калибровка манипулятора, т.е. вычисляются точные углы сочленений шарниров. Командой GO реализуется интерполированная траектория движения в заданную точку Командой GOS реализуется прямолинейное движение из текущей точки в заданную. Командами GO NEAR и GOS NEAR реализуется перемещение манипулятора по интерполированной /прямолинейной/ траектории на требуемое расстояние к заданной точке в направлении оси системы координат инструмента. По командам MOVE или MOVES манипулятор перемещается на заданное расстояние относительно основной системы координат соответственно по интерполированной или прямолинейной траектории. По команде ALIGN происходит выравнивание инструмента манипулятора по осям основной системы координат. По команде GO READY манипулятор перемещается в вертикальное положение. WHERE выводит на экран значения координат текущей позиции инструмента манипулятора. По команде RUN PROG или RUN PROG,N запускается на выполнение загруженная в ЗУ программа PROG (N - число повторений программы). Команда EXIT позволяет остановить выполнение программы в конце рабочего цикла. При этом число повторений обнуляется. Команда ABORT прерывает выполнение программы в конце текущего шага. Командой CONTINUE возобновляется выполнение прерванной программы. По команде PLIST PROG на дисплей выводится текст программы PROG, а по команде PLIST выводятся тексты всех программ, хранящихся в ЗУ. Командой LLIST выводятся все точки, хранящиеся в ЗУ, а по команде LLIST T1,T2,... на экран выводятся точки T1,T2,.… Определение понятий АСУ и АСУ ТП. АСУ наз-ся человеко-машинная система, обеспечивающая автоматизированный сбор и переработку инф-ции, необходимой для оптимизации управления в разл. сферах чел-кой деят-сти. АСУ ТП – это автоматизированная СУ для выработки и реализации управляющих воздействий на ТОУ в соответствии с принятым критерием качества управления. ГОСТ устанавливает также определение ТОУ (технологич оборуд управл ) – как совокупности технологического оборудования и реализованных на нем по соответствующим инструкциям или регламентам техн. процесса производства. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 461; Нарушение авторского права страницы
 При организации ТП выделяют три системы преобразования:1) вещества 2) энергии 3) информации. Среди перечисленных систем невозможно выделить главные и второстепенные. Они равносильны и образуют АТК, состоящие из совместно функционирующих АСУ ТП и ТОУ. Переработка информации и выдача управляющих воздействий складывается из следующих этапов:1)накопление и хранение априорной информации 2)прием исходной информации 3)сбора текущей информации 4)преобразование трех видов информации в целях принятия решения по управлению объектами 5) воздействие на органы управления объекта эффекторами
При организации ТП выделяют три системы преобразования:1) вещества 2) энергии 3) информации. Среди перечисленных систем невозможно выделить главные и второстепенные. Они равносильны и образуют АТК, состоящие из совместно функционирующих АСУ ТП и ТОУ. Переработка информации и выдача управляющих воздействий складывается из следующих этапов:1)накопление и хранение априорной информации 2)прием исходной информации 3)сбора текущей информации 4)преобразование трех видов информации в целях принятия решения по управлению объектами 5) воздействие на органы управления объекта эффекторами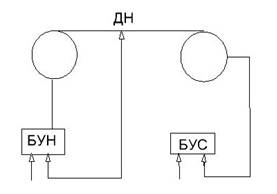



 Показатель эффективности обработки J1=k1×V1
Показатель эффективности обработки J1=k1×V1