
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Упрощённая функциональная схема системы управления агрегатом, выполняющего управление соотношением скоростей и натяжений.
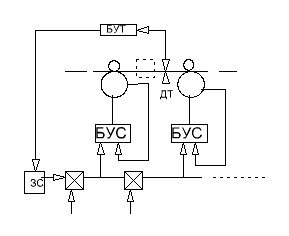
Упрощённая функциональная схема системы управления агрегатом, выполняющего управление скоростями и натяжениями с реализацией тормозных режимов электроприводов на сматывающих устройствах, управление натяжением в зонах обработки полотна и линейной скоростью в наматывающем устройстве. Упрощённая функциональная схема системы управления агрегатом, выполняющего управление технологическими переменными через положение исполнительных механизмов, а также выполняет функции одновременного управления соотношением скоростей и натяжений с дополнением транспортного запаздывания. Упрощённая функциональная схема системы управления агрегатом, выполняющего управление технологическими переменными через скорости исполнительных механизмов. Неупорядоченность ТП. Идеально управляемый ТП. Более совершенное управление обеспечивает получение требуемого кон-го результата. Выбор наилучшего или оптимального реж работы и траектории перехода при min затратах средств. Материалов и энергии. Нарушение упр-ия делают ТП неуправляемым, т.е. снижается вероятность получ-я заданных результатов и повыш-я вероятности появл-я нежелат-ых результ-ов (брак деталей из-за выхода их размеров из поля допуска, ошибочно выбир-ся направл-е движ-я транспортирующего мех-ма и т.п.). В упрощенной интерпретации идеально управляемым ТП наз-ся такой в котором из многих равновероятных результатов благодаря управлению обеспеч-ся получ-е 1-го единственно необходимого. Практически такое упр-е явл-ся либо неоправданно дорогостоящим, либо нереализуемым вообще. Более реалистичным явл-ся след-е опред-е: допустимым уровнем кач-ва упр-ия ТП явл-ся такой при котором с требуемой вероятностью обеспеч-ся ограниченное число допустимых результатов (уровней кач-ва), это может означать например необходимость обеспечения с вероятностью 0,99 толщины полосы прокатываемого Ме с точностью
Определение энтропии для продукции, качество которой определяется двумя статистически связанными признаками. Пример: Технология обеспечивает выпуск продукции кач-во котор-й опред-ся 2-я статистич-ки связанными признаками |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 350; Нарушение авторского права страницы
 управление соотношением скоростей и натяжений, выполняется относительно ведущего ЭП замкнутого по скорости или по положению (возможно каскадное, независимое и комбинированное управление) с задачами управления натяжения.
управление соотношением скоростей и натяжений, выполняется относительно ведущего ЭП замкнутого по скорости или по положению (возможно каскадное, независимое и комбинированное управление) с задачами управления натяжения.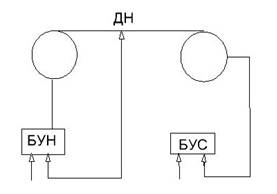

 0,03мм на 99% длинны полосы и
0,03мм на 99% длинны полосы и  3-и уровня признаков,
3-и уровня признаков,  два уровня признаков. Это например: чистота поверхности и твердость заготовки при мет-лообработке.
два уровня признаков. Это например: чистота поверхности и твердость заготовки при мет-лообработке.