|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Автоматизация контроля в машиностроении
4.1 Основные понятия и определения Контрольные операции являются неотъемлемой частью технологических процессов механообработки и сборки. Поэтому автоматизация таких процессов включает и автоматизацию контроля. Под понятием “контроль” в машиностроении понимают установление факта соответствия контролируемого параметра качества детали или изделия допустимым пределам. В машиностроительном производстве контроль, как правило, осуществляется на основе измерений, т.е. на основе количественного определения физической величины. Поэтому измерение и контроль неразрывно связаны между собой. Основное назначение контроля во всех его разновидностях - давать информацию о ходе технологического процесса или его результате. Полученная информация используется для корректировки (регулирования) процесса с целью обеспечения качества выпускаемой продукции. Отсюда следует, что автоматизация контроля в машиностроении включает два этапа: автоматизацию измерений, первый этап, и автоматизацию передачи информации о результатах измерений в систему управления технологического оборудования. Первый этап направлен на повышение производительности процесса и качества продукции. Второй этап позволяет существенно расширить возможности контроля, сделать его активным. По характеру связи с технологическим процессом, по характеру влияния на процесс различают контроль пассивный и активный. Пассивным называется контроль, устройства которого не имеют физической связи с технологическим процессом. Полученная при таком контроле информация может использоваться для влияния на процесс, но для этого требуется участие человека и определенное время, чтобы оценить и обобщить информацию. Пассивный контроль не предупреждает появление брака, он только его регистрирует. В этом и состоит его пассивность. Пассивный контроль применяется для проверки наладки оборудования, отбраковки и сортировки изделий, проведения статического анализа точности обработки и экспресс-контроля. Устройства пассивного контроля выполняются в виде контрольных приспособлений, контрольных автоматов и полуавтоматов, сортировочных автоматов, контрольно-измерительных многомерных станций. Пассивный контроль может быть автоматическим и неавтоматическим. Активным называют контроль, при котором информация о результатах измерений автоматически и постоянно передается в систему управления технологического оборудования. Поэтому устройства активного контроля имеют возможность оказывать непосредственное влияние на ход технологического процесса без участия человека с целью не допустить появление брака. В этом состоит активность контроля. Активный контроль может быть только автоматическим.
Виды активного контроля В процессах механообработки активный контроль может иметь измерения до процесса, в процессе и после процесса обработки. В зависимости от этого устройства активного контроля (УАК) выполняют различные функции. Если измерения осуществляются до процесса, то УАК выполняют защитные функции. Такие устройства не допускают попадания на обработку заготовок с припусками, превышающими допустимые пределы, или по каким-либо другим параметрам. Они могут давать команду на останов станка (линии) или на удаление бракованной заготовки из потока. На рисунке 4.1 показана схема защитного устройства перед токарной обработкой заготовок валиков. При попадании на измерительную позицию линии 1 бракованной заготовки через измерительное устройство 2, преобразователь 3 и командно-сигнальный пункт 4 подается команда-сигнал на сортировочный механизм 5, который сбрасывает ее в сборник брака 6. Годные заготовки поступают на обработку без сигнала.
Рис. 4.1 Схема защитного устройства перед обработкой заготовок валиков
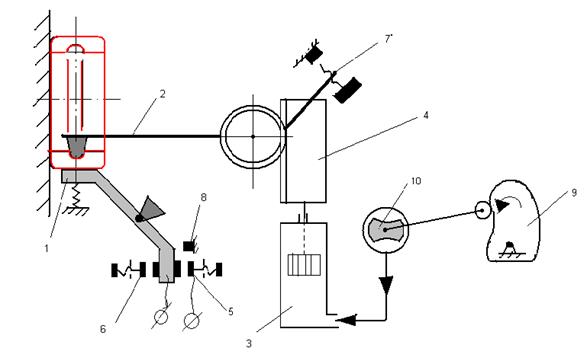
На рисунке 4.2 показана схема активного контроля с защитными функциями, который применяется на автоматических линиях механообработки колец подшипников. Перед шлифованием жолоба кольцо подшипника поступает на измерительную позицию, где устанавливается на платформе 1. При каждом измерении рычаг 2 от гидроцилиндра 3 через реечную передачу 4 получает одинаковое перемещение. Если припуск на обработку больше нормы, кольцо опустится ниже положения «годен» и замкнется контакт 5. В этом случае подается команда исполнительному механизму на отбраковку кольца. При многократном повторении отбраковки подается команда на остановку линии, которая сопровождается световым и звуковым сигналом. Цикл перемещений измерительному рычагу 2 задается копиром 9, который через ролик воздействует на кран 10. Рычаг-ограничитель 7 срабатывает при включении устройства без кольца подшипника. Наибольшее перемещение платформы ограничивается упором 8. В исходном положении платформа фиксируется упором 6.
Рис. 4.2 Схема защитного устройства перед шлифованием желоба кольца подшипника
В ряде случаев защитные устройства устанавливаются на автоматических линиях для контроля за состоянием обрабатывающего инструмента. На рисунке 4.3 показана схема такого устройства для контроля отверстий после сверления. При каждом измерении корпус устройства получает от привода медленное возвратно-поступательное перемещение. Внутри корпуса монтируется скалка, на которой располагаются щупы. Размеры щупов, их расположение соответствует обработанным отверстиям заготовки. Если в каком-либо отверстии остался обломок сверла или оно недосверлено, при перемещении корпуса вперед скалка, сжимая пружину, останавливается и на нее наезжает конечный выключатель КВ, от которого дается команда на остановку линии и на звуковой и световой сигнал наладчику. Если все в порядке скалка во время контроля не изменяет своего положения относительно корпуса.
Рис. 4.3 Схема контроля за состоянием инструментов после сверления отверстий в заготовке
УАК с измерениями в процессе обработки могут подавать команды на переключение режимов обработки (изменение оборотов шпинделя, изменение подачи инструментов и т.д.), смену инструментов, изменение траектории движения инструментов и остановку процесса (автостопы). В качестве примера на рисунке 4.4 представлена схема УАК с измерением диаметра отверстия в процессе внутреннего шлифования. Устройство называется с механическим суммированием перемещений измерительных рычагов.
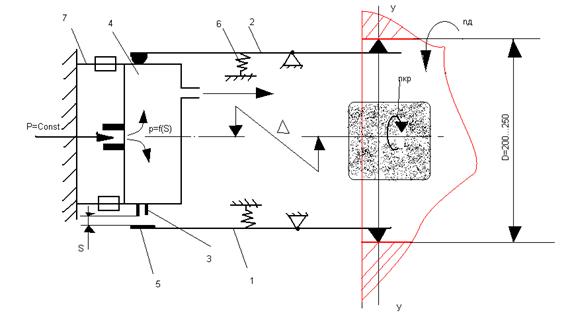
Рис. 4.4 Схема устройства активного контроля в процессе внутреннего шлифования отверстия
В процессе шлифования верхний измерительный рычаг 2 передает перемещения пневмокамере 4 с измерительным соплом 3. Нижний измерительный рычаг 1 передает перемещения пятки 5. Между пяткой и измерительным соплом имеется зазор S. Пневмокамера устанавливается в корпусе устройства с помощью пружин 7. В пневмокамеру подается сжатый воздух постоянного давления P=Const. Давление внутри пневмокамеры является переменным в зависимости от величины зазора S, т.е. в зависимости от отклонений диаметра обрабатываемого отверстия. Особенностью схемы является то, что при каждом измерении величина зазора S равна сумме перемещений измерительных рычагов 1 и 2, т.к. перемещения измерительного сопла и пятки происходят в одном направлении и суммируются. Это позволяет исключить погрешность измерения, связанную с относительным смещением ∆ оси прибора и оси отверстия заготовки в направлении линии измерения У-У, т.е. величина зазора S не зависит от смещения ∆. Данное устройство применяется при контроле отверстий диаметром 200-250 мм. Точность измерения 2.5 мкм. Как только давление в пневмокамере принимает значение, соответствующее требуемой точности обработки, срабатывает преобразователь и через исполнительный механизм подается команда на остановку процесса.
Рис.4.5 Схема определения настроения размеров Sн1 и Sн2 для подналадочного устройства на плоскошлифовальном станке
Рис.4.6 Схема формирования подналадочного импульса на плоскошлифовальном станке
УАК с измерениями после процесса обработки обычно выполняют подналадочные функции (автоподналадчики), а также используются для сортировки и отбраковки обработанных деталей. При многократном повторении появления бракованных деталей могут подавать команду на оставку процесса или линии. Необходимость применения автоматической подналадки возникает, когда размерный износ инструмента за время его работы Т значительно ( в несколько раз) превышает величину допуска на обработку. Наиболее часто это бывает на шлифовании, когда имеет место с одной стороны интенсивный износ круга, а с другой – высокие требования по точности обработки. В качестве примера на рисунке 4.6 показана схема подналадочного устройства на плоскошлифовальном станке. По мере износа шлифовального круга среднестатистическое значение (центр группирования) размера S деталей возрастает и постепенно приближается к верхней границе поля допуска (рисунок 5.5).Для того чтобы исключить появление брака и полностью использовать возможности инструмента, через время t0-t1 необходимо вернуть шлифовальный круг в исходное положение, т.е. сообщить шлифовальному кругу подналадочный импульс Z. Величина подналадочного импульса определяется выбором настроечных размеров
Z=SH1-SH2 (4.1)
Чтобы гарантировать точность обработки настроечные размеры всегда располагаются внутри поля допуска TS и назначаются с учетом погрешности обработки 3σ и погрешности подналадки (измерения) 3σ п:
SH1=Sнаиб. - 3σ - 3σ п и SH2=Sнаим. + 3σ + 3σ п
где Sнаиб и Sнаим предельно-допустимые размеры детали. Помимо настроечных размеров и подналадочного импульса, подналадка характеризуется периодом подналадки tП и временем наладки tН. Подналадочный импульс формируется следующим образом. После обработки детали поступают на измерительную позицию 1. При получении от трех деталей к ряду размера равного SH1 сигнал от преобразователя 2 проходит усилитель 3 поступает на исполнительный механизм 4 (электродвигатель), который через редуктор 5 и зубчатую передачу 6 передает вращение микровинту 7 шлифовальной бабки 8. Время вращения винта задается с помощью реле времени. Скорость перемещения шлифовальной бабки измеряется в пределах 0, 05…0, 2 мм/мин. Наиболее совершенными являются устройства комбинированного активного контроля. Такие устройства впервые были разработаны на кафедре «Технология машиностроения» доцентом, к.т.н. Полянским П.М. Они состоят из двухступенчатого контроля с измерениями в процессе и после обработки (рисунок 4.7). По результатам измерений в процессе обработки преобразователь первой ступени П1 подает команды исполнительному механизму этой ступени И1 на переключение режимов обработки и остановку цикла. Преобразователь П1 работает в тяжелых условиях. Вибрации, удары абразивных частиц, износ измерительных наконечников и т.п. приводят к нарушению настройки преобразователя П1, что проявляется в смещении среднего размера заготовки.
Рис.4.7 Схема комбинированного активного контроля
Смещение среднего размера заготовки фиксируется преобразователем П2 второй ступени, который дает две команды. Первая команда поступает на поднастройку преобразователя первой ступени, вторая – исполнительному механизму И2 сортировки заготовок на годные и брак, если он случайно появится. Таким образом, устройство второй ступени управляет устройством первой ступени, осуществляя обратную связь. Устройство первой ступени в свою очередь управляет непосредственно станком. Такие системы активного контроля превращают станок в автомат, полностью самонастраивающийся по контролируемому параметру.
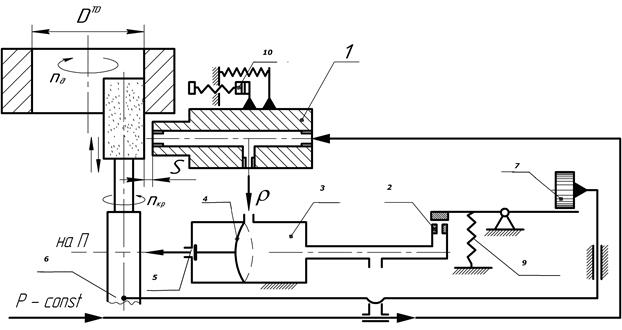
Методы измерений в УАК При любом виде контроля измерения могут носить прямой или косвенный характер. При прямом измерении контролируемый параметр определяется непосредственно на объекте производства и в натуральную величину (примеры смотри ниже). Отсюда следует, что прямое измерение дает более объективную информацию о контролируемом параметре. Косвенное измерение применяется, когда по условиям обработки, конструкции и габаритов изделия не удается осуществить прямое измерение. При косвенном измерении информацию о контролируемом параметре получают через какой-то элемент наладки или обрабатываемой поверхности, который связан определенным образом с контролируемым параметром. Наиболее часто элементом наладки, который используется при косвенном измерении, является инструмент. На рисунке 4.8 показана схема косвенного измерения диаметра отверстия DTD детали по положению режущей кромки шлифовального круга. Такую схему рекомендуется применять при обработке отверстий деталей небольшими партиями с широким диапазоном размеров или отверстий с прерывистой поверхностью .
Рис. 4.8 Схема устройства активного контроля с косвенным методом измерения по положению инструмента
После начала процесса шлифования отверстия измерительная пневмоголовка 1 с помощью гидроцилиндра подводится в положение «измерение» и фиксируется на регулируемом упоре 10. При ходе шлифовального круга вниз он входит примерно наполовину своей длины из отверстия. Связанный со шпинделем 6 валик 7 поворачивает рычаг 8 и блокирующее сопло 2 открывается. В результате давление воздуха в правой полости клапана 3 резко падает, мембрана 4 прогибается вправо и воздух из измерительной головки проходит к преобразователю через сопло 5. Происходит передача информации о величине диаметра отверстия. При ходе шлифовального круга вверх валик освобождает рычаг, который под действием пружины 9 закрывает блокирующее сопло. Давление в правой полости клапана 3 возрастает, мембрана прогибается влево, закрывая сопло 5. Измерительный сигнал, несмотря на постоянную подачу воздуха в измерительную головку, не поступает в преобразователь. Цикл измерения повторяется при каждом двойном ходе шлифовального круга, пока зазор S не достигнет величины, при которой от преобразователя дается команда на прекращение процесса шлифования.
Рис. 4.9 Схема применения « наездника» при косвенном изменении диаметра вала
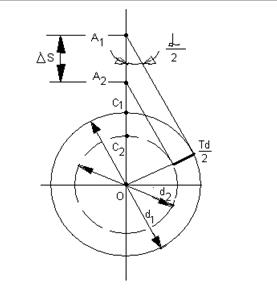
Рис. 4.10 Схема измерения диаметра вала с помощью « наездника»
При обработке валов больших диаметров, а также когда обработка ведется в люнетах, УАК устанавливаются в призмах 3, которые в этих случаях называются «наездниками» (рисунок 4.9). «Наездники» обеспечивают центрирование измерительного стержня У относительно оси вала и базируется на хорде «а-б» вала, которая определенным образом связана с диаметром вала. В этом случае перемещение измерительного стержня ∆ S связно с диаметром передаточным отношением Кd, т.е. ∆ S=Kd∙ TD. «Наездники» подвешиваются на стенке с помощью системы рычагов 2. Для определения Kd рассмотрим схему измерения диаметра вала с помощью «наездника» с углом α (рисунок 4.10). Допустим, диаметр вала изменяется от d1 до d2 так, что d1 – d2=Td. При диаметре d1 измерительный стержень АС займет положение А1С1, а при диаметре d2–A2C2. Тогда перемещение измерительного стержня состоит ∆ S=A1C1 – A2C2 (4.2), где A1C1=A1O – d1/2 и A2C2=A2O – d2/2 Подставив значения А1С1 и А2С2 в уравнение (1) получим
или
Отсюда следует,
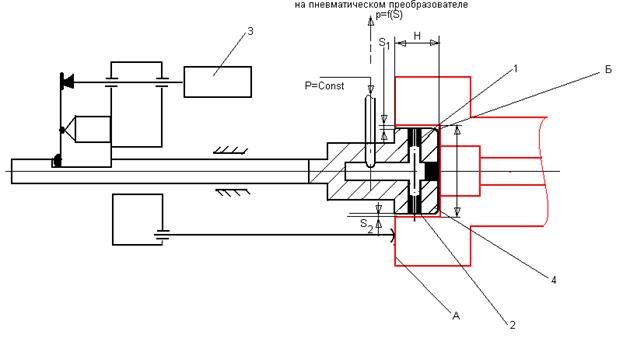
Рис. 4.11 Схема измерения отверстия каленвала комбинированной измерительной головкой
На рисунке 4.11 показана схема измерения на контрольной позиции автоматической линии механообработки коленчатого вала двигателя КАМАЗ. На позиции контролируется цилиндрическое отверстие в торце коленвала после токарной обработки. Контроль осуществляется с помощью автомата фирмы «Marposs» и измерительной комбинированной головки 1 фирмы «Etamie» (Франция), сочетающей в себе прямой и косвенный методы измерения. Вал базируется в призмах и по торцу А. Диаметр отверстия D контролируется методом прямого измерения через пневматический преобразователь, а положение торца Б (глубина отверстия Н) – методом косвенного измерения при помощи рычажной системы индуктивного преобразователя 2. Погрешность измерения по диаметру ±2 мкм. Особенностью данной схемы является то, что ось измерительной пневмоголовки должна совпадать с осью контролируемого отверстия. В противном случае появляется погрешность базирования, связанная с нелинейностью расходной характеристики измерительных сопел (рисунок 4.12).
Рис. 4.12 Расходная характеристика G= f(S) измерительных пневматических сопел
Рис. 4.13 Расходные характеристики G= f(S) измерительных пневматических сопел для диаметра сопел d= 2мм и различных давлений воздуха
Допустим, что при измерении диаметра расточки перед каждым соплом зазоры S1 и S2 равны между собой, т.е. S1=S2=S. Тогда расход воздуха G будет равен удвоенной ординате в т. С. Если положение головки таково, что один зазор увеличится на ∆ S, а другой уменьшится на ∆ S (например, S2=S+∆ S и S1=S - ∆ S), то суммарный расход воздуха будет равен сумме ординат в точках А и Б и, следовательно, удвоенной ординате в т. С′. Таким образом, расход уменьшится на величину 2СС′, что вызовет изменение измерительного давления и приведет к погрешности измерения. Головка покажет диаметр расточки D меньше действительного значения. Для исключения погрешностей измерения необходимо: - обеспечивать соосность измерительной головки и контролируемого отверстия; - чтобы измерительные зазоры находились на прямолинейных участках расходной характеристики.(рисунок 4.13)
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 1452; Нарушение авторского права страницы






 ,
,  .
. .
. В автоматизированном производстве применяются также УАК с комбинированными методами измерений.
В автоматизированном производстве применяются также УАК с комбинированными методами измерений.