
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методика расчета трубчатого БЗУ
При расчете трубчатого БЗУ обычно известными величинами являются отношение Расчет проводится в следующей последовательности: 1. Определяется необходимая производительность бункера, приняв коэффициент его переполнения П=1, 1…1, 2
Q = П·Qст, шт/мин (3.61)
2. Определяется теоретическая производительность бункера Qт, из предложения, что все заготовки западают в трубку одна за другой и перемещаются в ней сплошным потоком
Qт = где t =
3. Определяется коэффициент заполнения трубки
4. По графику на рис. 3.22, построенному по результатам экспериментальных исследований, принимается частота вращения насадки. Далее рассчитывается мощность привода. Щелевые БЗУ Щелевые БЗУ применяются для автоматической подачи и ориентации заготовок типа винтов, которые требуют двойной ориентации: ориентации относительно оси вращения и ориентации по расположению головки. Как показывает опыт, ориентация заготовок, имеющих головку, как правило осуществляется путем западения их стержней в ориентирующую щель. Ширина щели меньше диаметра головки, благодаря чему запавшие заготовки зависают на головках, приобретая требуемую ориентацию.
Рисунок 3.24 Основные виды заготовок типа винтов. Очевидно, что западание заготовок типа винтов в щель возможно только при расположении центра тяжести в стержне, т.е. при наличии координаты x c. Применяются различны виды щелевых БЗУ. В качестве примера рассмотрим основы проектирования щелевого БЗУ с круговой ориентирующей щелью (рисунок 3.25). Такие БЗУ обеспечивают равномерную подачу заготовок, обладают высокой производительностью и характеризуются плавной работой. Они универсальны с точки зрения размеров заготовок. Наиболее эффективно их применение для заготовок, у которых x c =(1…2)dc. Переналадка БЗУ заключается в замене диска и лотка. ***состоит из бункера 1 и неподвижного корпуса 2, вращающегося диска 3 с собачками 4 и привода 6. Загружаемые в бункер 1 заготовки при вращении диска 3 западают в щель, которая образуется между неподвижным корпусом 2 и диском 3. Поскольку ширина щели меньше головки заготовок, то последние зависают на головках. В пазу диска 3 установлены на осях собачки 4, которые при вращении диска захватывают запавшие в щель заготовки и транспортируют их к лотку выдачи 5. Лоток 5 конструктивно выполнен так, что образует щель, равную по ширине щели бункера. При вращении диска запавшие в щель заготовки выталкиваются собачками в лоток. В случае переполнения приемного лотка заготовками дальнейшее поступление их прекращается, собачки отжимаются в паз диска 3 и скользят по неподвижным заготовкам, находящимся в щели бункера. Загрузочное устройство при эксплуатации устанавливается наклонно для того, чтобы основная масса заготовок концентрировалась в нижней части бункера, поскольку в верхней находится приемный лоток. Угол наклона составляет 25° …30°.
Рисунок 3.25 Схема щелевого БЗУ с круговой ориентирующей щелью. Производительность щелевого БЗУ может быть определена по формуле: Q= где V g - окружная скорость диска в м/мм; D- диаметр головки заготовки; К- коэффициент заполнения щели (0, 35-0, 5).
Допустимая окружная скорость диска V g max определяется из условия, при котором заготовка, зависнув на головке в щели, не будет выбита из нее в исходное положение. Согласно этому условию допустимая окружная скорость определяется следующей зависимостью: V g max = l где l з – длина заготовки; Хс- расстояние от центра тяжести заготовки до головки; m - масса заготовки; g - ускорение свободного падения; b - расстояние от оси заготовки в начальном положении при западании до середины рабочей плоскости собачки (b=D/2+ Хс); I - момент инерции заготовки относительно оси ее поворота при западании в щель. Момент инерции J определяется по формуле: где mc – масса стержня заготовки; mг - масса головки заготовки; l c - длина стержня заготовки; Н- высота головки. Конструктивные параметры щелевого БЗУ определяются следующим образом. Средний диаметр щелевого кольца определяется по формуле: С уменьшением среднего диаметра щелевого кольца зазор между стержнем заготовки и поверхностью конического кольца и диска, образующих щель, будет уменьшаться, что снизит диапазон положений заготовки, благоприятствующий западанию, т.е. снизит коэффициент заполнения щели, а следовательно и производительность. Ширина ориентирующей щели «В» определяется по формуле: В= где Высота скоса диска h выбирается из условия h = 0, 9dc. Высота диска выбирается исходя из конструктивных соображений и условий прочности. Мощность электромотора привода определяется согласно выражению: где Мкр- крутящий момент; n – частота вращения диска;
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 468; Нарушение авторского права страницы
 , производительности станка Qст и коэффициент трения f = 0, 45.
, производительности станка Qст и коэффициент трения f = 0, 45. ,
,  , (3.62),
, (3.62),  - время западания в трубку одной заготовки длиною l.
- время западания в трубку одной заготовки длиною l.
 Q/Qт (3.63)
Q/Qт (3.63)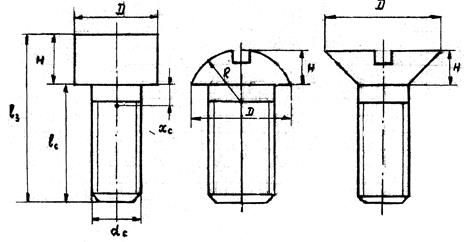


 , шт/мин (3.64),
, шт/мин (3.64),  , мм/мин (3.65),
, мм/мин (3.65),  , кг м2 (3.66),
, кг м2 (3.66),  (3.67)
(3.67) (3.68),
(3.68),  , кВт (3.69),
, кВт (3.69),