
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение центра тяжести заготовки
Поскольку заготовки типа винтов и заклепок имеют одну ось симметрии, то центр тяжести этих тел будет располагаться на этой оси/ Координату центра тяжести можно определить, используя выражение: Хц=
где Vi –объем частей, из которых состоит тело; Xi – координата центра тяжести каждой из частей тела.
В нашем случае где Vg- объем головки; Vc –объем стержня; Xg и Xc – координаты центра тяжести головки и стержня. Координаты центра тяжести и объем тела в зависимости от его конфигурации можно определить, используя формулы, приведенные в таблице 3.1. Таблица 3.1
Автоматизация транспорта Автоматизация транспорта позволяет сокращать время рабочего цикла примерно на 30…40%. Автоматизация транспорта представляет собой автоматизацию передвижения деталей, заготовок, агрегатов по технологическому оборудованию в ориентированном состоянии. Помимо основной транспортной функции, транспорт является базой для компоновки линий. Может включать вспомогательные элементы, подъемники, поворотные устройства, опрокидыватели, мойку и т.п. решение задач по автоматизации транспорта во многом зависит от способа перемещений заготовок по линиям. В машиностроении применяют три способа перемещений заготовок по линиям: - самотечный - полусамотечный - принудительный Самотечным способом называется способ транспортирования заготовок под действием силы собственного веса заготовок. Его иногда называют гравитационным способом. Способ реализуется в различных лотках, в которых заготовки перемешаются сверху вниз скольжением, качением или падением. Таким образом, самотечный способ, по сути, представляет собой наклонные или вертикальные спуски. Наклонные спуски реализуются в лотках с различной траекторией движения и с различной формой поперечного сечения. Наибольшее распространение получили следующие формы наклонных лотков:
1- угловые 2- коробчатые открытые 3- коробчатые полузакрытые 4- Т-образные 5- полочки 6- Трубчатые. Угол наклонна
Допустим заготовка начинает движение по лотку с углом
Рис. 3.27 Схема действия сил на деталь во время ее перемещения по наклонному лотку
V – скорость заготовки в конце пути лотка длиною l. Заготовка по наклонному лотку перемещается под действием силы веса где h – начальная высота лотка. Если реальные условия не позволяют обеспечить необходимую высоту лотка, то лоток выполняют по винтовой линии. Для уменьшения трения между деталью и лотком, лоток снабжается не приводными роликами. Ролики монтируются на раме, которая компонуется секциями по 2-3м длиной. Таким образом, получается роликовый конвейер (рис.3.28).
Рис 3.28 Схема наклонного спуска с непрерывными роликами Шаг между роликами l – рабочая длина заготовки. Угол i – количество роликов G р – вес роликов D – диаметр роликов. Угол наклона обязательно проверяется на допустимую скорость соударения заготовок Вертикальные спуски реализуются в змейковых, каскадных, зигзагообразных и винтовых лотках:
Змейковый лоток образуется волнистыми стенами под действием которых, заготовка, переходя от одной стенки к другой, меняет направление движения на угол
Если
Рис.3.29 Схема змейкового вертикального спуска
Рис. 3.31(б) схема винтового спуска
Каскадные лотки . (рис.3.3) Они образуются установкой на противоположных стенках лотка наклонных стенок На рис.3.31 представлена схема лотка с винтовым спуском. Это наиболее универсальные лотки, как по применяемым деталям, так и по скорости их движения. Винтовые лотки могут быть закрытыми, полузакрытыми, скольжения, качения. Корпус лотка выполняется из листовой стали с многочисленными отверстиями. Имеет форму цилиндра с диаметром D. Лоток монтируется на корпусе. На рис.3.31б. показана расчетная схема лотка. Диаметр D должен быть таким, что бы отношение радиусов было не меньше 0, 9 и как можно ближе к 1. т.е.:
Для обеспечения устойчивого, равномерного движения детали по лотку. При проектировании винтовых спусков, часто исходным параметром является ширина лотка В.
Отсюда следует, что искомая величина: При движении достаточно тяжелых деталей, когда G = 0, 5…1, 0, то расчет ведется по среднему радиусу и в этом случае учитывается силы трения детали о боковые направляющие от центробежной силы Q. В этом случае уравнение равновесия детали во время движения по винтовому лотку имеет вид: f 1– трение скольжения о лоток/ Rc =? V = conste
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 514; Нарушение авторского права страницы


 (3.71),
(3.71), 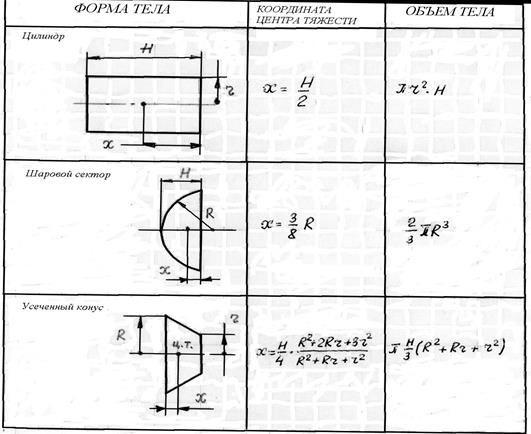
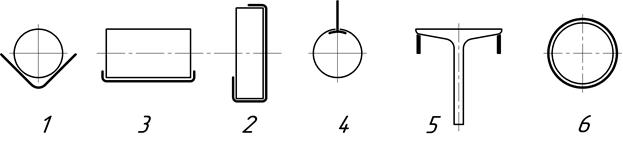 . Рис.3.26 Формы сечений наклонных лотков для намоточного способа перемещения заготовок на автоматических линиях
. Рис.3.26 Формы сечений наклонных лотков для намоточного способа перемещения заготовок на автоматических линиях лотков может быть различным. Наклонный угол
лотков может быть различным. Наклонный угол  . Обычно для плоских лотков при движении заготовок скольжения
. Обычно для плоских лотков при движении заготовок скольжения  . При этом скорость движения скольжения определяется из следующих условий:
. При этом скорость движения скольжения определяется из следующих условий: 
 . Тогда в конце лотка кинетическая энергия заготовки возрастает на величину:
. Тогда в конце лотка кинетическая энергия заготовки возрастает на величину: 
 , преодолевая сопротивления силы трения
, преодолевая сопротивления силы трения  . Очевидно, что работа этих сил на длине l и будет равна запасу кинетической энергии заготовки.
. Очевидно, что работа этих сил на длине l и будет равна запасу кинетической энергии заготовки. (3.72)
(3.72) (3.73),
(3.73), 
 .
. . Этот угол можно рассчитать:
. Этот угол можно рассчитать:  (3.74)
(3.74) м/с и зависит от веса заготовки, от её материала и от состояния поверхностей.
м/с и зависит от веса заготовки, от её материала и от состояния поверхностей.

 , то потери скорости примерно составляют 1, 5%V.
, то потери скорости примерно составляют 1, 5%V.

 Рис. 3.30 схема каскадного спуска Рис. 3.31(а) схема винтового спуска
Рис. 3.30 схема каскадного спуска Рис. 3.31(а) схема винтового спуска
 . Полки располагаются друг относительно друга на пол шага
. Полки располагаются друг относительно друга на пол шага  . Детали перемещаются по лотку сверху вниз. Под действием собственного веса переходят последовательно от одной полки к другой. При этом направление движения деталей изменяется на угол
. Детали перемещаются по лотку сверху вниз. Под действием собственного веса переходят последовательно от одной полки к другой. При этом направление движения деталей изменяется на угол 
 ;
;  ……… ……….(3.75)
……… ……….(3.75)
 …………… …… .(3.76)
…………… …… .(3.76) (3.77)
(3.77) (3.78)
(3.78)