
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
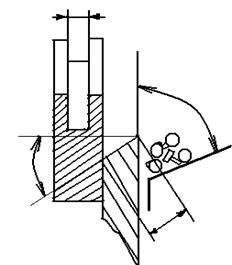
БЗУ с шиберным (ножевым) захватом
Применяются для подачи болтов, валиков, винтов, заклепок. Более производительные бункера с параллельным расположением шибера (ножа) и лотка (транспортера).
Рис. 3.19 Схема шиберного БЗУ 1- шибер, 2-направляющие, 3-отводной лоток, 4-бункер 5-сбрасыватель
Загруженные в бункер заготовки захватываются шибером, движущимся возвратно-поступательно, и поднимаются к приемнику лотка. Шибер в верхней части имеет скос под углом, благодаря которому в нижнем положении он захватывает порцию заготовок, а в верхнем-заготовки сбрасываются на лоток (транспортер). В приемнике лотка имеется щель длиною L, в которую западают заготовки, имеющие требуемую ориентацию. Благодаря наклону приемника под углом 1 заготовки под действием собственного веса перемещаются в лоток-накопитель. На пути перемещения заготовок установлен сбрасыватель, удаляющий обратно в бункер не запавшие в щель приемника заготовки. Шибер перемещается в направляющих, к которым крепится бункер.
Производительность шиберного БЗУ может быть определена по формуле: Q= m n η шт/мин (3.54),
где m = L / l – число заготовок, которые умещаются в щель приемника;
l – габаритный размер заготовки;
n – число двойных ходов шибера в минуту;
η – коэффициент заполнения щели;
Коэффициент заполнения весьма стабилен η = 0.4 … 0.5, если z > m, где z – число подаваемых ножом заготовок. Обычно z = (1.2 … 1.3) m. Исходя из этих соображений конструктивные размеры рабочих механизмов следует определять по зависимостям: γ = 50°; a = (2.5 … 3) d; L = (8… 10) l; b = 1.1· d, где b – ширина щели. Режим работы шиберных БЗУ характеризуется скоростью поступательного движения шибера, что оценивается n. Расчетное значение nрасч. принимается исходя из обеспечения заданной производительности Q. Однако nрасч. следует сопоставить с nmax, которое ограничивается двумя условиями: 1. Время выхода заготовок из приемника t должно быть меньше времени перемещения шибера за один рабочий цикл где j- ускорение заготовок при их движении по паз приемника, определяется из условия равновесия заготовки под действием силы веса G, силы трения F и движущей силы-силы инерции mj (рис.3.20)
Рис.3.20 Схема действия сил на заготовку при движении по пазу приемника под углом α
Уравнение равновесия имеет вид:
mj=mgSinα -mgCosα ·f (3.56),
откуда j=g(Sinα -f·Cosα ), м/сек2 (3.57)
Поскольку n= 60/t, то nmax1= 60 2. Инерциальная сила в конце хода шибера должна быть меньше силы, способной оторвать заготовку от ножа и сбросить ее обратно в бункер. Это будет иметь место, если j< g. Придельный случай j=g (nmax2). Следует иметь ввиду, что при увеличении n условия захвата заготовок и западания в щель приемника ухудшаются, что приводит к снижению Существенное влияние на производительность данного ЗУ оказывает форма бункера и в особенности угол наклона днища
где Ход шибера при l < 8d, S = (L+ Трубчатые БЗУ Трубчатые БЗУ по производительности и универсальности применения уступают дисковым БЗУ. Однако обладают рядом достоинств. Трубчатые БЗУ компактны, отличаются простотой конструкции и надёжностью в работе, легко переналаживаются на другой размер заготовок. Трубчатые БЗУ различаются по тому, какой элемент конструкции устройства совершает движение, которое создаёт условия для западания заготовок в трубку. Наибольшее применение получили БЗУ с вращающейся насадкой и двумя половинами трубок, движущимися возвратно- поступательно. Подробнее рассмотрим первую конструкцию. На рисунке 3.21 показана схема трубчатого БЗУ с вращающейся насадкой и неподвижной трубкой. Бункер устройства состоит из кожуха 1 конической формы, который крепится к днищу 2. Захватно - ориентирующий орган выполняется в виде вращающейся насадке 3. Внутри насадки располагается неподвижная трубка 4, приёмная часть которой является продолжением конуса насадки. Для перемешивания засыпанных бункер заготовок, к насадке крепится ворошитель 5. Насадка получает вращение через червячный редуктор от электродвигателя. Рассмотренная конструкция трубчатого БЗУ применяется для автоматической подачи ориентации цилиндрических заготовок с отношениями l/d=1…6.
Рисунок 3.21. Схема трубчатого БЗУ с неподвижной трубкой
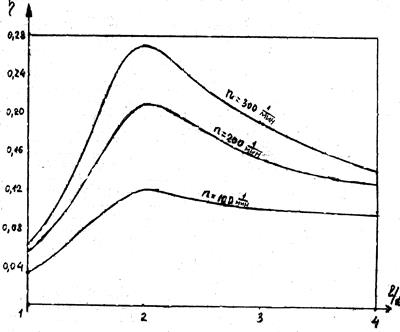
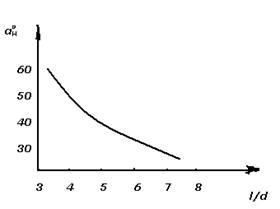
Рис. 3.22 график зависимости коэффициента заполнения
Переналадка бункера на различные размеры заготовок заключатся в смене насадки трубки. Особенностей трубчатых БЗУ является то, что они работают по принципу ориентации заготовок западанием в трубку, которая происходит в одной позиции. Через эту позицию должны пройти все заготовки одна за другой. Этот принцип работы бункера предъявляет жесткие требования к выбору его конструктивных параметров, которые оказывают влияния на создание условий западания заготовок в трубку. К таким конструктивным параметрам относятся: - угол конуса**** бункера - угол конуса днища -угол конуса насадки °- интенсивность перемешивания заготовок. Поэтому основной задачей при проектировании трубных БЗУ является определение оптимальных значений этих параметров. Угол
где Угол
При меньших значениях угла
Рис. 3.23 К вопросу о выборе угла конуса насадки
Диаметр трубки выбирается из условия свободного падения заготовок в трубке без заклинивания и потери ориентации (см. дисковые БЗУ). Соотношение параметра заготовок Из схемы следует, что западание заготовки в трубку зависит от величины плеча «х», на котором создается момент поворота заготовки от силы ее веса G. Очевидно, условием западания в общем виде является неравенство где М – суммарный момент трения от сил трения F1 и F2; F1 – сила трения между заготовкой и конусом насадки; F2 - сила трения между заготовкой и трубкой. Величина плеча «х» при определенном диаметре трубки зависит от параметра Для заготовок с параметром
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 791; Нарушение авторского права страницы

 , сек (3.55)
, сек (3.55)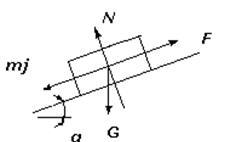

 (3.58)
(3.58) и
и  .
. . Для создания условий, обеспечивающих преимущественную ориентацию заготовок, угол
. Для создания условий, обеспечивающих преимущественную ориентацию заготовок, угол  ,
,  1, 5R, где R-радиус сбрасывателя.
1, 5R, где R-радиус сбрасывателя. )
)  + 5 мм (3.59)
+ 5 мм (3.59)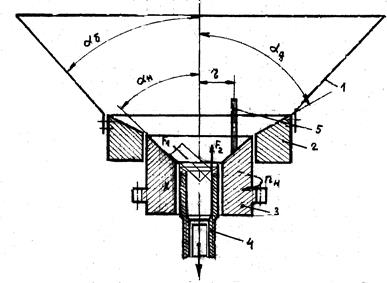
 б;
б;  ,
,  , где
, где  - коэффициент.
- коэффициент. °
° 
 .
.
 и угла
и угла  , (3.60)
, (3.60)