|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕТОДЫ ШЛИФОВАНИЯ. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ
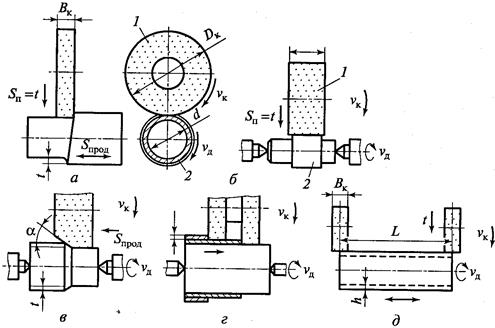
Основными методами шлифования являются: 1) наружное круглое с продольной или осевой подачей; с поперечной подачей (рис. 2); бесцентровое (рис.3); 2) внутреннее (при вращающейся детали с продольной и поперечной подачами; бесцентровое; при неподвижной детали - планетарное - рис. 4); 3) плоское (периферией; торцом круга) - рис. 5; 4) специальное (резьбовое, фасонное).
Рис.2. Наружное круглое шлифование в центрах
Рис.3 Бесцентровое шлифование
Рис.4. Внутреннее шлифование
Рис.5. Плоское шлифование Процесс шлифования обычно осуществляется посредством трех движений: вращения шлифовального круга, вращения или перемещения (кругового или возвратно-поступательного) детали и движения подачи, осуществляемого кругом или обрабатываемой деталью. Некоторые из указанных движений могут отсутствовать, например возвратно-поступательное движение детали или круга при врезном шлифовании, однако вращение шлифовального круга является неотъемлемым условием процесса шлифования. Скорость вращения (м/с) шлифовального круга является скоростью резания и определяется по формуле vк = p Dк nк/1000×60 (1) где Dк - диаметр круга, мм; пк - частота вращения круга в минуту. Скорость вращения детали ид при круглом наружном и внутреннем шлифовании определяют по формуле (м/мин): vд = p Dд nд/1000 (2) где Dд - диаметр детали (или отверстия), мм; nд - частота вращения детали в минуту. Глубина резания, равная поперечной подаче Sп при круглом наружном (см. рис. 2, а) и внутреннем шлифовании с продольной подачей устанавливается за двойной или один ход обрабатываемой детали или круга. При черновом наружном шлифовании t = 0,01...0,07 мм/дв.ход, при чистовом t = 0,005...0,02 мм/дв. ход. Продольную подачу назначают в долях ширины круга или миллиметрах за один оборот обрабатываемой детали. При черновом наружном шлифовании Sпрод= (0,3...0,85)В при чистовом Snpoд = (0,2...0,3)В. Глубинное шлифование (см. рис.2, в) применяют при обработке жестких коротких деталей со снятием припускало 0,4 мм за один проход. Величину продольной подачи выбирают в пределах Snp од = 1...6 мм/об. детали. Чем больше диаметр детали, тем большее принимают значение Snpo д. Основную работу резания выполняет коническая часть круга, а цилиндрическая только зачищает обрабатываемую поверхность. Разновидностью глубинного шлифования является одновременная обработка двумя кругами (см. рис. 2, г ). Шлифование методом врезания (см. рис.2, б) чаще применяют при обработке кругом 1 фасонных, а также коротких жестких деталей 2. Поперечная подача при этом принимается 0,002...0,005 мм/об. Иногда задается минутная подача от 0,8 до 3 мм в минуту. Схема к расчету машинного времени при круглом наружном шлифовании представлена на рис.2, д , а для внутреннего - на рис.4, в. Бесцентровое шлифование может применяться для обработки как внутренних, так и наружных поверхностей, осуществляться напроход и до упора. Ниже приведены основные особенности процесса бесцентрового шлифования на примере обработки наружной поверхности гладкого цилиндрического валика (см. рис.3, а). Деталь 2 помещается на опорном ноже 4 между двумя вращающимися с различными скоростями кругами 1 и 3. Круг 1 - рабочий и осуществляет процесс резания, а круг 3 - ведущий, обеспечивает вращательное и поступательное движения детали из-за разворота его оси относительно оси рабочего круга на угол a = 1...50. Ось детали устанавливается выше осей кругов на величину h = (0,1...0,3)Dд. Большее значение h берется при обработке деталей меньшего диаметра. Вектор скорости ведущего круга раскладывается на вектор скорости вращения детали vд (см. рис. 3, б) и вектор скорости продольного ее перемещения vs . Аналогично можно разложить и вектор силы Рд и Ps. Рабочий круг вращается со скоростью 30...35 м/с, ведущий - со скоростью 15...30 м/мин. В результате разных скоростей вращения кругов трение между ведущим кругом и деталью значительно больше окружной силы резания, что обеспечивает вращательное движение детали. Для увеличения силы трения ведущий круг изготовляется на вулканитовой связке зернистостью 10 - 12 и твердостью СТ2 - Т1. Значение vд рассчитывают по формуле (м/мин) vд = vв.к cos a = p Dв.к nв.к / 1000 (3) Если a = 5° (cos5° » 1), то vд = vв.к (без учета кругового проскальзывания в месте контакта). Значение vs рассчитывают по формуле (м/мин) vs = v в.к cos a K = p D в.к n в.к sin a K , (4) где К - 0,95...0,99 - коэффициент осевого проскальзывания детали. Зная vs и nд, можно определить продольную подачу на оборот детали: vпрод = vs p D д /1000 v д (5) Величина угла a в некоторой степени влияет на производительность обработки и качество шлифованной поверхности. Чем больше а, тем выше производительность, но хуже качество обработанной поверхности. Для чернового шлифования принимают a = 5...3 и 1...20 для чистового. Что касается внутреннего бесцентрового шлифования, то все основные движения сохраняются, как и при внутреннем обычном шлифовании (см. рис.4, а). Принципиальное отличие бесцентрово-шлифовальных станков заключается в способе зажима изделия, который осуществляется, как показано на рис. 4, г . Деталь 1 устанавливается между роликами 2, 3 и 4. Ролик 2 сообщает вращение детали и называется ведущим. Ролик J фиксирует положение детали и называется опорным. Ролик 3 служит для прижима изделия во время шлифования и называется прижимным. Ведущий ролик вращается от специального привода и из-за трения вращает деталь, которая в свою очередь вращает опорный и прижимной ролики. Последний имеет дополнительное периодическое движение в вертикальной плоскости для освобождения детали с целью осуществления ее загрузки и разгрузки. В осевом направлении деталь фиксируется опорной планкой или опорной втулкой, которая вращается вместе с деталью из-за прижима к ней детали. Сила прижима создается поворотом оси ведущего ролика в вертикальной плоскости на угол 30'. При внутреннем шлифовании деталь и шлифовальный круг вращаются в одном направлении, как при бесцентровом наружном шлифовании. Способ бесцентрового зажима может применяться только для изделий, имеющих цилиндрическую наружную поверхность, строго концентричную обрабатываемому отверстию. Использование этого способа позволяет повысить точность обработки благодаря отсутствию дополнительного зажимного приспособления, применяемого в станках патронного типа. Однако следует иметь в виду, что геометрические погрешности наружной поверхности обрабатываемой детали (овальность, гранность и т. д.) вызывают неточности вращения ее в процессе обработки, что влечет за собой снижение точности шлифования. Кроме того, применение процесса бесцентрового внутреннего шлифования является экономичным только в случае обработки больших партий деталей, так как станки для бесцентрового внутреннего шлифования в основном работают с полным автоматическим циклом шлифования. Внутреннее круглое шлифование может осуществляться обычным и планетарным способами. В первом случае (см. рис. 4, а) деталь закрепляется в патроне и имеет вращательное движение; круг вращается и имеет возвратно-поступательное движение ( Snpoд ) и поперечную подачу ( Sn ) на каждый двойной ход. При планетарном способе деталь неподвижна, а все движения осуществляются кругом (см. рис.4, б). Этот метод применяется для обработки крупных и тяжелых деталей. Шлифовальный шпиндель станка имеет четыре движения: 1) вокруг своей оси со скоростью до 35 м/с; 2) планетарное вокруг оси обрабатываемого отверстия со скоростью 40...60 м/мин; 3) возвратно-поступательное вдоль оси изделия, измеряемое в долях ширины круга; 4) поперечную подачу, осуществляемую после каждого двойного хода (от 0,008 до 0,05 мм/дв. ход). Внутреннее круглое шлифование протекает в более тяжелых условиях, чем наружное. Связано это с тем, что нагрузка на каждое зерно круга для внутреннего шлифования больше, чем для наружного, так как поверхность контакта «круг - деталь» велика. Диаметр шлифовального круга DK меньше диаметра обрабатываемого отверстия D и составляет DK = (0,75...0,5) D. Кроме того, размеры посадочного отверстия кругов для внутреннего шлифования малы, а поэтому шпиндель недостаточно жесткий. Проникновение СОЖ в зону резания плохое, что приводит к снижению теплоотвода. Учитывая ухудшенные условия внутреннего шлифования, режимы резания (глубину и подачу) принимают примерно в два раза меньшими, чем при наружном круглом шлифовании. Плоское шлифование осуществляется двумя методами: периферией круга (рис. 5, а) и торцом круга (рис. 5, б). Для этого могут использоваться круглые или прямоугольные столы. При шлифовании торцом круга поверхность контакта значительно больше, чем при шлифовании его периферией; имеет место большее тепловыделение в зоне резания. По этой причине шлифование торцом круга применяют для обработки массивных и жестких деталей. Для лучшего использования режущей способности круга ось шпинделя круга устанавливается под некоторым углом (и 30'). Вместе с тем при плоском шлифовании торцом круга абразивные зерна более продолжительное время находятся в работе и быстрее тупятся. Поэтому для плоского шлифования обычно выбирают более мягкие круги, чем для круглого. Глубина резания принимается 0,05...0,1 мм. Большие значения берутся для более жестких деталей. Остальные элементы режима резания для плоского шлифования выбирают такие же, как и для круглого шлифования.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 344; Нарушение авторского права страницы