|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разновидности технологических сред и области их применения
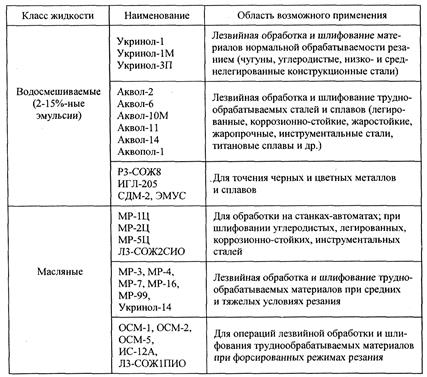
Номенклатура технологических сред, используемых при обработке металлов резанием, чрезвычайно разнообразна. Среди них жидкие, твердые и газообразные вещества. К жидким технологическим средам относятся: водные растворы органических и неорганических веществ; растворы эмульсолов, образующих в воде грубые дисперсии или микроэмульсии; масла различной вязкости; быстроиспаряющиеся жидкости; расплавы металлов, солей и других веществ. В состав жидких технологических сред входят присадки на основе животных или растительных жиров, органических кислот, содержащие соединения серы, фосфора, галогенов и других активных элементов, а также растворимые полимеры, комплексные металлоорганические соединения и другие вещества. Использование присадок оказывает многостороннее воздействие на физические процессы, происходящие в зоне резания. Жидкие среды используются при всех видах лезвийной и абразивной обработки, снижая интенсивность изнашивания, уровень сил резания, повышая качество обработанной поверхности. Рекомендации по их применению с учетом обрабатываемого материала, вида обработки и процентного содержания концентрата в воде приведены в справочной литературе. Таблица 1 Области применения жидких ТС базового ассортимента для обработки резанием
Таблица 2 Области применения полимеросодержащих жидких ТС
Расплавы легкоплавких металлов являются эффективными технологическими средами, позволяющими обрабатывать высокопрочные материалы, не поддающиеся резанию с другими СОТС, или материалы с низкой обрабатываемостью. Расплавы способствуют уменьшению сил резания и интенсивности изнашивания инструментов, причем зависимость Т = f( v) имеет экстремальный характер. Эффективность действия расплавов с ростом скорости резания снижается. Это связано с затруднением попадания расплава в зону разрушения и достижением предела теплостойкости инструментального материала. Наряду с высокими смазочными и охлаждающими свойствами особенностью металлических расплавов является их способность снижать прочность обрабатываемого материала в результате уменьшения поверхностной энергии на межфазной границе. Например, при сверлении труднообрабатываемых материалов жидкий поверхностно-активный металл влияет на характер стружкообразования, изменяя пластичность срезаемого слоя. Стружка при этом резко измельчается и приобретает форму мелких иголочек шириной около 0,1 мм, взвешенных в жидком металле. В качестве жидких расплавов используют сплавы Вуда, эвтектические сплавы типа олово + цинк, олово + свинец, висмут + кадмий, кадмий и др. Общий недостаток использования расплавов - необходимость подогрева среды и обеспечения минимально допустимой подачи расплава в зону резания. Поэтому иногда вместо жидкометаллических сред применяют суспензии порошков металлов. В качестве среды для приготовления суспензии можно использовать масла или водоэмульсионные СОТС. Таблица 3 Рекомендации по применению расплавов легкоплавких металлов
Промежуточное положение между твердыми смазочными материалами и маслами занимают пластичные смазочные вещества, или пасты. Они состоят из двух компонентов: жидкой основы (масел различных видов) и загустителя. Кроме того, в состав паст входят различные присадки и наполнители (например, графит, дисульфид молибдена, порошкообразные металлы), которые повышают смазочные и другие свойства паст. Характерные для них условия работы - малые скорости резания, при которых достаточно периодического смазывания инструмента. Это касается, в частности, нарезания резьб, протягивания, развертывания, полирования и т.д. Пасты применяют на оборудовании, где отсутствует система охлаждения, а также в тех случаях, когда по технологическим или санитарно-гигиеническим условиям невозможно применение жидких сред. В этих же случаях используют твердые смазочные материалы. Наибольший эффект достигается при обмазке ими лезвий сложного фасонного режущего инструмента, например протяжек, червячных фрез, резцовых головок, метчиков. Нанесенная пленка должна иметь достаточную механическую прочность, высокую адгезию, эластичность и образовывать на поверхности металла непрерывный слой. Для введения твердых смазочных материалов в зону обработки используют специальные брикеты или карандаши, распыление, окунание в суспензии. Из твердых смазочных материалов широкое распространение получил дисульфид молибдена, но можно использовать и другие вещества, например графит, йодиды, сульфиды и селениды металлов, нитрид бора. Смазочное действие в этом случае обеспечивается за счет своеобразной структуры этих материалов. Их кристаллическая решетка состоит из множества параллельных слоев. Связь между атомами внутри слоя значительно сильнее, чем между атомами, расположенными в соседних слоях. В результате слои легко скользят относительно друг друга. Использование твердых смазочных материалов иногда лимитируется химическими реакциями, происходящими при высоких температурах. Например, при температурах свыше 400 °С дисулуфид молибдена MoS2 превращается в MoS3, имеющий не смазывающие, а абразивные свойства. Газообразные технологические среды применяются в тех случаях, когда по условиям технологического процесса не допускаются к применению жидкие среды. При высоких скоростях резания газы обладают значительно большей проникающей способностью, чем жидкости. Они оказывают влияние на процессы, происходящие на контактных площадках, особенно при резании труднообрабатываемых материалов. Газовые среды могут обладать защитным или смазочным действием. В первом случае используются инертные газы (гелий, аргон). При обработке материалов, имеющих большое химическое сродство с кислородом и азотом, например титановых сплавов, на обработанной поверхности образуется охрупченный слой, и сопротивление деталей усталости резко снижается. Резание в среде аргона позволяет значительно повысить прочность деталей из титановых сплавов при переменных нагрузках. В отличие от инертных активные газы (сероводород, хлор, кислород, углекислый газ) образуют на поверхностях заготовки и инструмента защитные пленки, снижающие интенсивность изнашивания и наростообразования и шероховатость обработанной поверхности. В отдельных случаях газовые СОТС применяют в сжиженном виде для глубокого охлаждения обрабатываемых материалов. При этом металл переводится из вязкого состояния в хрупкое, резко уменьшается работа пластической деформации. Глубокое охлаждение особенно эффективно при обработке труднообрабатываемых и вязких сталей. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 295; Нарушение авторского права страницы