|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Действие технологической среды в процессе резания
Смазочное действие. Цель применения СОТС - снижение интенсивности изнашивания режущего инструмента, улучшение качества обработанной поверхности и повышение производительности труда. Достичь этого можно направленным воздействием на элементарные физико-механические и химико-механические процессы, протекающие при резании металлов. В результате смазочного действия технологической среды уменьшаются схватывание, фрикционный нагрев и силы трения при перемещении стружки и обрабатываемого металла по передней и задней поверхностям инструмента. В зависимости от свойств обрабатываемого и инструментального материалов СОТС могут уменьшать или увеличивать схватывание между ними, изменять длину контакта стружки с передней поверхностью и силы резания. Соответственно улучшаются или ухудшаются такие параметры обработки, как период стойкости инструмента, производительность процесса, качество обработанной поверхности и др. Смазочное действие СОТС осуществляется в значительной степени за счет уменьшения реакционной способности образуемых в процессе резания ювенильных (новых, химически чистых) поверхностей. Эти поверхности характеризуются высокой физической и химической активностью, большими коэффициентами трения. При отсутствии смазочной пленки наличие ювенильных поверхностей вызывает значительную адгезию, т.е. сцепление поверхностей контактирующих металлов. Вследствие этого резко возрастают силы трения, тепловыделение и т.д. Молекулы поверхностно- и химически активных веществ (ПХАВ), входящих в состав СОТС, адсорбируются на поверхности, снижают адгезию, уменьшают нарост. Вследствие уменьшения интенсивности адгезионных явлений уменьшается длина контакта стружки с передней поверхностью инструмента. Наиболее широко применяемые ПХАВ содержат атомы серы, фосфора, галогенов, группы ОН и СООН, высокомолекулярные органические и металлоорганические соединения. По характеру взаимодействия с контактными поверхностями режущего лезвия и стружки образующиеся в процессе резания смазочные пленки можно разделить на физические, действующие при малых напряжениях на контактных площадках и температурах ниже 300 °С, и химические, действующие при высоких скоростях резания. В первом случае назначение пленок заключается в нейтрализации силового поля физически чистых металлических поверхностей, образовании физических абсорбированных пленок (в результате действия сил Ван-дер-Ваальса) и в итоге уменьшении адгезии трущихся тел. На активность протекания физической абсорбции влияют концентрация вещества и температура. В частности, при низких температурах процесс протекает быстрее, так как отсутствует десорбция молекул. Концентрация же активных веществ может быть весьма незначительной. При высоких скоростях резания процесс резания характеризуется хемосорбцией, т.е. быстротечными радикально-цепными реакциями на ювенильных поверхностях металлов. При хемосорбции вместо сил Ван-дер-Ваальса действуют химические связи, для образования которых требуется затратить энергию активации. При хемосорбции молекулы СОЖ или газовой среды распадаются на свободные атомы и радикалы, которые и образуют хемосорбированные слои. С увеличением температуры и при наличии катализаторов (которым может быть и обрабатываемый материал) скорость хемосорбции возрастает. В зависимости от химического потенциала внешней среды, режимов резания, химических составов контактирующих материалов и многих других факторов на различных участках площадок контакта образуются соединения разных типов. Условно это расположение показано на рис. 1, а действие СОЖ - на рис. 2.
Рис. 1. Схема расположения пленок на контактных площадках инструмента.
Рис.2. Схема действия СОЖ при резании металлов ( R — радикалы)
Пленки, образуемые в результате адсорбции, тонкие, иногда мономолекулярные. Молекулы располагаются в определенном порядке, образуя своего рода кристаллическую решетку, чрезвычайно прочно связанную с металлом. Рассмотрим процессы создания смазочных пленок более подробно. Известно, что ювенильные поверхности проявляют высокую активность к физической адсорбции и химическим реакциям, легко амальгамируются, характеризуются высокими коэффициентами трения. Кроме того, они излучают поток электронов, особенно значительный непосредственно в момент образования. В результате взаимодействия электронов и молекул внешней среды образуются неустойчивые частицы - свободные атомы и радикалы, т.е. СОЖ переходит в своего рода «плазменное» состояние, не имеющее ничего общего с ее исходным состоянием. Например, взаимодействие паров воды, составляющей основу подавляющего большинства СОЖ, и йода с электронами можно описать следующими уравнениями:
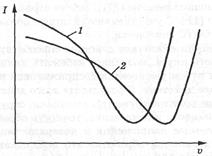
где ⃑ e - электрон, эмитируемый ювенильной поверхностью стружки; Н20 *, I *2 - возбужденные молекулы воды и йода; Н ·, ОН ·, I · - радикалы; Н202 - перекись водорода. При низких температурах ювенильные поверхности имеют свободные валентности, поэтому образование радикалов может происходить вследствие механического разрушения молекул: v + 02 -> vOO , где v - свободная валентность на ювенильной поверхности; 02 - молекула адсорбированного кислорода; vOO - перекисный радикал. Подобные радикалы весьма легко вступают в химические реакции, образуя оксиды металлов, действующие как твердые смазочные вещества. Смазочное действие по-разному влияет на процесс резания. При лезвийной обработке углеродистых и легированных сталей в зоне низких скоростей резания повышение смазочных свойств СОТС стабилизирует нарост, уменьшает его размеры, прочность и силу сцепления между отдельными слоями. Известно, что в случае нестабильного наростообразования интенсифицируется абразивное изнашивание инструмента. Поэтому если нарост оказывает защитное действие, например при резании инструментами из быстрорежущих сталей, то использование СОТС может отрицательно сказаться на их стойкости. С увеличением толщины среза и скорости резания влияние СОТС снижается. При шлифовании смазочное действие способствует повышению периода стойкости круга, позволяет избежать налипов, сократить цикл обработки путем увеличения бесприжоговой подачи. Охлаждающее действие. В результате этого действия изменяется температурное поле инструмента, заготовки, стружки, что влияет на период стойкости инструмента, точность обработки, шероховатость и остаточные напряжения в поверхностном слое, форму стружки. При лезвийной обработке это наблюдается, когда скорость резания менее 150 м/мин, а при более высоких скоростях температура обрабатываемой заготовки стабилизируется. Снижение температуры резания в случае применения СОТС обеспечивается за счет активного теплоотвода с не занятых стружкой рабочих поверхностей инструмента и, в меньшей степени, с самой стружки. Исходя из прямой взаимосвязи температуры резания и периода стойкости инструмента, можно прогнозировать положительное влияние охлаждения. Однако в результате этого процесса может разупрочняться режущая часть инструмента при прерывистом резании в результате колебаний температуры, образовываться растягивающие напряжения в поверхностном слое, могут увеличиваться силы резания. Кроме того, при определенных режимах резания может возрастать износ инструмента из-за смещения экстремума интенсивности изнашивания в зону более высоких скоростей резания (рис.4). Теплообмен с СОТС уменьшает радиус завивания стружки, так как приводит к разным тепловым удлинениям ее наружной и прирезцовой сторон. В целом охлаждающее действие уменьшается с увеличением толщины среза и скорости резания. СОЖ с высокими охлаждающими свойствами уменьшает температуру резания на 100...150°С. Моющее действие. Оно определяется степенью очистки обрабатываемой детали и инструмента в зоне резания от шлама, содержащего мелкие частицы стружки, обрабатываемого металла, инструментального материала, которые удерживаются на поверхности твердых тел электростатическими, электромагнитными и механическими силами. Чем меньше частицы шлама, тем легче они проникают в микронеровности на поверхности инструмента и детали и тем прочнее там удерживаются, ухудшая технологические показатели процесса обработки.
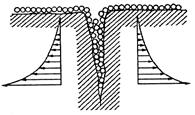
Рис. 4. Зависимость интенсивности изнашивания инструмента от скорости резания: 1 - без охлаждения; 2 - с охлаждением Эффективным моющим действием обладают вещества, хорошо смачивающиеся и адсорбирующиеся на границе раздела металл - жидкость и уменьшающие поверхностное натяжение жидкости. Образующиеся при этом пленки уменьшают адгезию шлама к поверхностям инструмента и детали. К поверхностно-активным веществам, обладающим моющим действием, относятся сульфаты, сульфанолы, мыла, высшие жирные спирты и др. Повышение моющего действия СОТС можно обеспечить за счет увеличения скорости потока и расхода жидкости, подаваемой в зону резания в единицу времени. Моющим действием можно назвать также удаление частиц стружки с базирующих и крепежных элементов автоматизированного оборудования, на которые подается жидкая технологическая среда (СОЖ) под давлением из специальных сопел перед установкой обрабатываемой детали. Режущее и пластифицирующее действие. Под «режущими» свойствами СОТС понимают ее способность облегчать разрыв связей в обрабатываемом материале при внедрении инструмента. Это способствует повышению стойкости инструмента и облегчению процесса резания. Пластифицирующее действие СОТС заключается в облегчении пластического деформирования металлов за счет локализации деформации в тонких поверхностных слоях. Эти слои выполняют роль смазочного материала и препятствуют налипанию обрабатываемого металла на инструмент, уменьшают трение на контактных площадках и силу резания. Режущее и пластифицирующее действие вызывается совокупностью физических явлений. К ним, в частности, относится эффект П.А. Ребиндера. Он заключается в изменении механических свойств твердых тел под влиянием на них поверхностных физико-химических процессов. Молекулы некоторых адсорбированных на поверхности веществ обладают высокой активностью; они весьма подвижны и стремятся растечься тончайшим слоем (подобно нефти на поверхности воды). Распространяясь по поверхности, эти молекулы проникают в микротрещины. В глубине, там, где из-за недостаточной ширины щели молекулы не могут проникнуть дальше, они производят сильное распирающее действие (рис.5), которое равноценно действию приложенных к телу дополнительных растягивающих усилий.
Рис. 5. Эпюра расклинивающих напряжений в микротрещине Чем уже щель, тем сильнее расклинивающее действие; заметный эффект получается при ширине не более 0,1 мкм; при ширине, равной 1 мкм, давление составляет около 0,15 МПа, а при ширине окло 1×10-5 мм (чему соответствует мономолекулярный слой на обеих поверхностях щели) оно возрастает до 150 МПа. Минимальная ширина щели, куда может проникнуть жидкость, равна двум диаметрам молекул жидкости, т.е. примерно (6...10)10-6 мм; при этом обе стенки трещины будут покрыты только одним слоем молекул. Благодаря такому дополнительному воздействию заметно снижается номинальное напряжение, отвечающее возникновению текучести (например, для олова - почти в 2 раза). Адсорбированные вещества проникают по микрощелям, идущим вдоль плоскостей скольжения в отдельных зернах, создавая внутреннюю смазку, облегчающую деформацию обрабатываемого материала. При переменных нагрузках чередуются раскрытия и смыкания щелей, причем адсорбированные слои выдавливаются, но все же не полностью, поскольку остатки адсорбированного вещества мешают полному смыканию микротрещин. Последовательные раскрытия и смыкания приводят к росту трещин и разрыхлению поверхностного слоя. При попадании поверхностно-активных компонентов жидкости в зону предельно деформированного срезаемого слоя возможно распадение ее на атомы азота, водорода, кислорода, которые внедряются в кристаллическую решетку наиболее сильно деформированных зерен металла. В результате металл упрочняется и переходит в хрупкое состояние. При этом уменьшаются предельная пластическая деформация перед разрушением и удельная работа резания. В зоне первичных пластических деформаций пластифицирующее действие среды проявляется вследствие диффузии компонентов термического распада СОЖ в искаженную кристаллическую решетку деформируемого металла. Защитное и упрочняющее действие. СОТС способствует повышению эксплуатационных характеристик деталей. Высоким защитным действием обладают, в частности, инертные газы. Обработка в их атмосфере титановых сплавов предохраняет поверхностный слой от разупрочнения в результате диспергирования в него атомов азота, водорода, кислорода. Это существенно повышает прочность сплавов при циклических нагрузках. В ряде случаев путем правильного подбора компонентов технологической среды можно нанести на поверхность детали пленку ингибиторов коррозии. При использовании некоторых СОТС обеспечивается упрочнение поверхностного слоя детали в результате измельчения внутризеренной структуры его кристаллической решетки в поверхностно-активной среде. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 293; Нарушение авторского права страницы