|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Приемы уменьшения величины суммарной производственной погрешности при проектировании станочного приспособления и при разработке операции технологического процесса.
1) Переход к другой схеме базирования (чтобы уменьшить погрешность установки заготовки). 2)Ужесточение размеров (перпендикулярности и параллельности). 3)Уйти к другому способу наладки (простая наладка, наладка с выверкой).
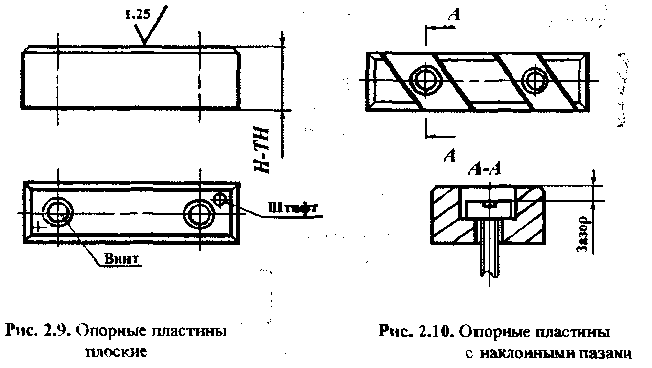
Расчет сил, удерживающих заготовку в положении, достигнутом при базировании. Рассмотреть различные схемы установки. Усилие закрепления определяют путем решения системы уравнений равновесия заготовки, полученных на основе расчетной схемы. В общем случае таких уравнений шесть:
где ∑FX, ∑FY, ∑FZ – сумма проекций всех сил на оси X, Y, Z; ∑mom FX, ∑mom FY, ∑mom FZ – сумма моментов всех сил относительно соответствующих осей координат X, Y, Z. Различные схемы установки:
Опорные пластины: Установка заготовки в призму Так же существует базирование по: установочной втулки,по 2-м отверстиям,полуотверстию и т.д.
Основные достоинства зажимных механизмов, использующих “эффект клина”. Условие этого эффекта.
«эффект клина» - это условие самоторможение.
W*tgϕ1≥ W*tg(a-ϕ2) ϕ 1 + ϕ 2 ≥ a - условие самоторможения 5°43’ +5°43’≥a ® 11°26’ Pисх= W[tg(a+ϕ2)+ tgϕ1]. Для клиновых зажимов Рисх= (2…4)W. Работает в эксцентриковом, резьбовом и как элемент в комплексном зажимном устройстве. Во всех механизмах, за счет клина применяется самоторможение.
10 (2). Критерии оценки и методика выбора оптимального варианта конструкции станочного приспособления.
I. II. где
1.Вес × норма 2.По сложности и количеству деталей.
Критическое значение
11. Выбор варианта станочного приспособления в зависимости от величины критической партии заготовок ( N кр ).
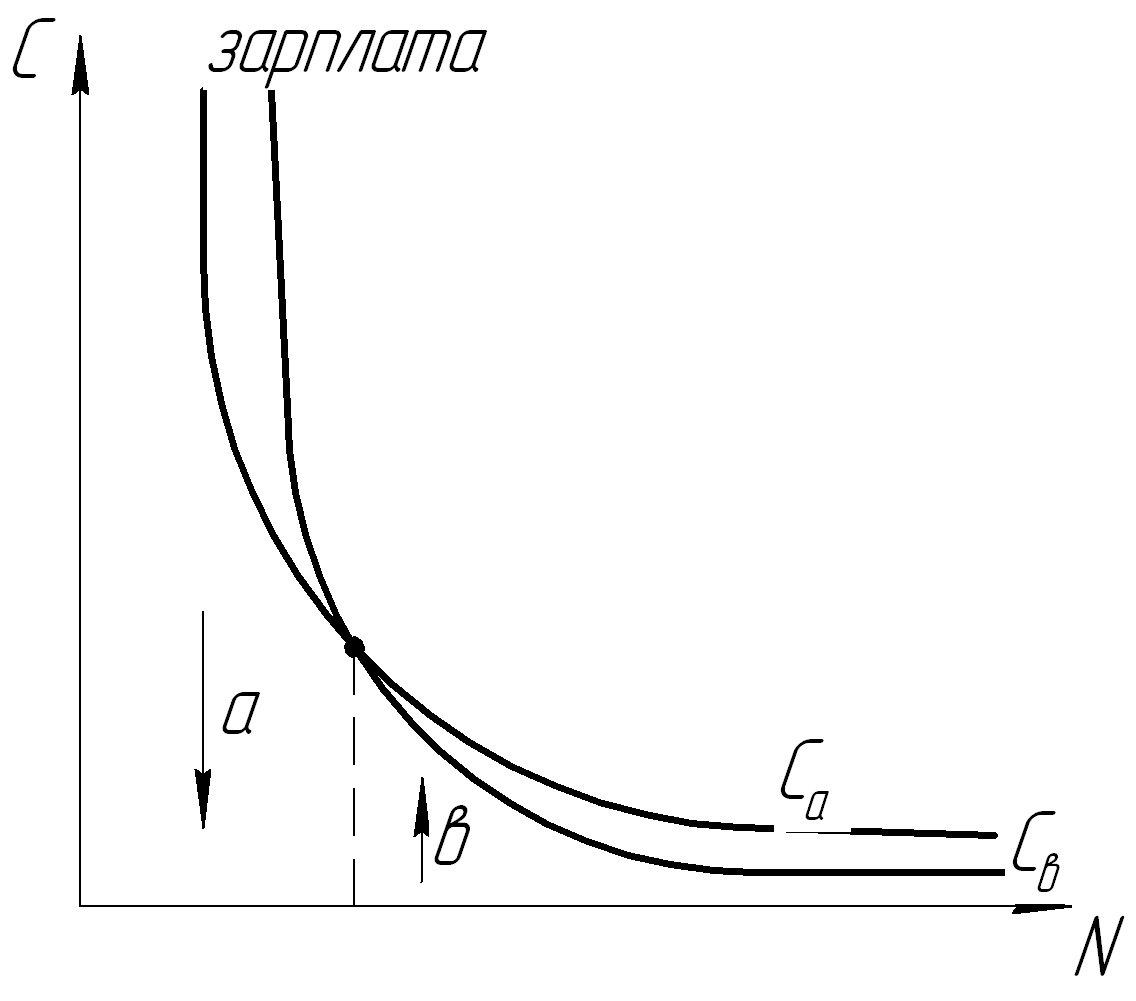
Чтобы более точно выбрать вариант конструкции приспособления необходимо сравнение технологической себестоимости. ТС – это затраты на выполнение операций без учета затрат на оборудование, электроэнергию, учитываются только зарплата рабочего, цеховые накладные расходы, стоимость на проектирование и изготовление приспособления, срок амортизации приспособления, затраты на ремонт и обслуживание.
Суть сводится к нахождению Nкр
Определив значение Nкр ,сравниваем Ni < Nкр, то берем вариант b, если Ni > Nкр, то берем вариант a.
|
Последнее изменение этой страницы: 2019-04-20; Просмотров: 370; Нарушение авторского права страницы




 Система определяется по коэффициенту загрузки
Система определяется по коэффициенту загрузки  , а оптимальный вариант СП по сравнению технологической себестоимости.
, а оптимальный вариант СП по сравнению технологической себестоимости.

 – технологическая себестоимость обработки деталей;
– технологическая себестоимость обработки деталей; – зарплата рабочего а и в.
– зарплата рабочего а и в.
 - накладные расходы (цеховые);
- накладные расходы (цеховые); - стоимость приспособления (проектирования и изготовления);
- стоимость приспособления (проектирования и изготовления); определяют из статистики данных:
определяют из статистики данных: – срок амортизации приспособлений (2…3года);
– срок амортизации приспособлений (2…3года); – затраты на ремонт и обслуживание приспособлений (12%…15%);
– затраты на ремонт и обслуживание приспособлений (12%…15%);
 . Найдя значение
. Найдя значение  : при значениях-вариант (а), а если больше – вариант (в).
: при значениях-вариант (а), а если больше – вариант (в).
 , где а, b – варианты приспособлений
, где а, b – варианты приспособлений