
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Обеспечение собираемости заготовки с установ-ми элем-ми при базир. поплоскос. и двум отв.
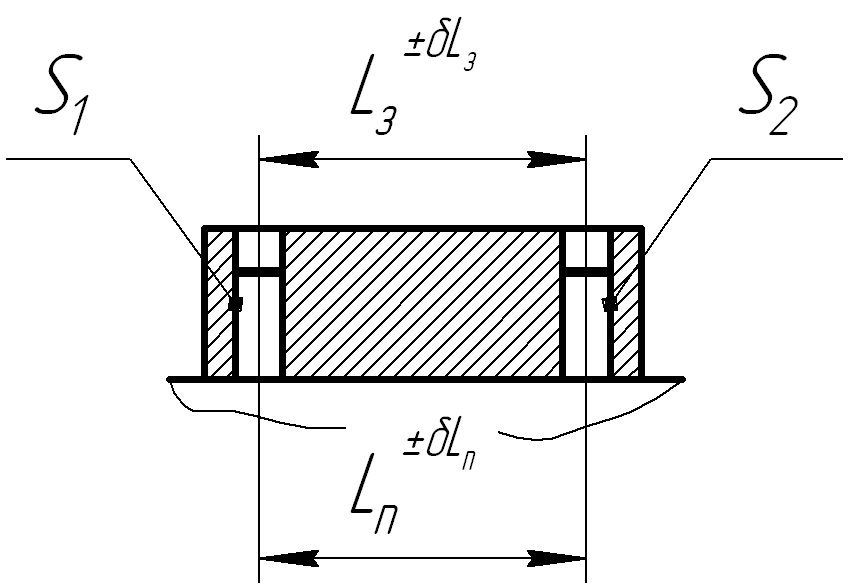
Для базирования заготовок по обработанной плоскости и отверстиям применяют установочные пальцы. В случае применения двух установочных пальцев при базировании по плоскости и двум перпендикулярным ей отверстиям один из установочных пальцев берут цилиндрический, а второй — срезанный в направлении, перпендикулярном к линии центров посадочных отверстий. При базировании заготовки по плоскости и параллельному ей отверстию установочный палец также делают срезанным. Применение среза на одном из установочных пальцев дает дополнительный зазор в посадочном отверстии заготовки в направлении линия центров, обычно необходимый для того, чтобы компенсировать допустимые отклонения в размере расстояния между центрами обоих отверстий в обрабатываемой заготовке. Увеличенный зазор в направлении линии центров вследствие среза пальца можно определить с помощью рис. 186. Погрешности при базировании на плоскость и два пальца возможны из-за перекоса заготовки относительно линии, соединяющей центры пальцев, вызванного наличием зазоров в сопряжениях. Зазоры могут появиться вследствие колебания в размерах отверстий детали за счет допуска на отверстие. Поэтому при обработке корпусных деталей (рис. 187) два отверстия из просверленных для монтажных целей развертывают по допуску отверстия 2 или 3-го классов точности в качестве установочных баз.
S1, S2 – номинальные зазоры сопряжения заготовки и установочных пальцев. «Правило собираемости»: определения установочного элемента.
Рассмотрим погрешность установки заготовки
Учет динамической составляющей при расчете ожидаемой суммарной производственной погрешности.
К Δдин. относятся погрешности связанные с влиянием факторов процесса резания (силовой, температурный, вибрационный, изменение контактных напряжений). Многолетняя практика показывает, что расчет составляющих Δдин. возможен, но не целесообразен. Предложено оценить влияние динамических факторов. kс – коэффициент учитывающий долю статических составляющих в ΣΔпр. погрешн. kc = сверление без кондукт., черн. токарная и фрезерная операции - 0,4…0,6 чистовое точение, фрезерование - 0,6…0,7 шлифование - 0,7…0,8 сверление в кондукторе - 0,8…1
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТА. 1. Этапы жизненного цикла машиностроения, раскрыть содержание функций ТПП. 1. Техническое задание 2. НИОКР ( научно – исследовательские опытно- конструкторские работы ) 3. Проектирование, конструирование изделия. 4. Подготовка производства. ( КПП, ТПП, ОТПП ). 5. Производство изделия. 6. Эксплуатация изделия. 7. Гарантийный ремонт, обслуживание. 8. Утилизация изделия. Функции ТПП: -отработка констр-й на технологичность -структурный анализ изд-я -технологич. анализ пр-ва -разработка техпрцесов -проектирование СТО(ср-ва технологич. оснащения) -изготовление СТО -разработка тех. норм и нормативов орг-я и управ-е ТПП -монтаж и отладка тех. комплекса. 2. Системы технической подготовки производства: НТПП, организация ТПП на предприятии, планирование ТПП. НПП - совокупность связанных процессов научного поиска и обоснования возможных направлений развития и создания новой техники, технологии и организации произ-ва, обеспечивающих повышение эффективности в сфере производства, и эксплуатации. Критериями достижения главной цели НПП - минимум затрат ресурсов (финансовых, людских, времени) и максимум использования достижения НТП. В основе НПП лежат научные исследования.(ни) НИ делятся: − фундаментальные –основа науч потенциала знаний об изучаемом объекте; − поисковые- проводятся когда научных и технических знаний недостаточно. Цели ПИ: поиск путей реализации результатов ФИ; создание научного задела; прогнозирование развития техники в определенной области. − прикладные- создание продуктов и материалов с определенными свойствами, объектов новой техники или новых ТП. − разработки- переход от научных исследований к технической подготовке производства. Различают научно–исследовательские разработки и опытно-промышленные разработки.(ОКР и ОТР). Задачи НПП реализуют научно исследовательские организации: -предметные НИИ; - отраслевые и технологические НИИ; -конструкторские бюро (ОКБ,ЦКБ и др.) Организация технологической подготовки производства включ след функции: - отработка на технологичность; - структурн анализ изд-я; - технол анализ произ-ва; - разработка техпроцессов; - проектирование и производство СТО; - организация управления ТПП. ТПП осуществляется службой гл. технолога. Функции ТПП содержат в себе задачи реализация которых сопровождается выполнением однотипных работ. Планирование технологической подготовки производства - детализация планов технического и организационного развития производства. - разработка целевой программы, - определяются основные направления и стадии техн подготовки, сроки ее начала и окончания с разбивкой по видам работ, конкретным исполнителем, источником и объектом финансирования. Исходные данные для планирования техн подготовки производства: задания плана техн развития предприятия; нормативы для определения состава и объема работ, их продолжительности по всем этапам. Задачи планирования: сокращение сроков техн подготовки; повышение качества работ, укрепление дисциплины исполните-лей.
|
Последнее изменение этой страницы: 2019-04-20; Просмотров: 375; Нарушение авторского права страницы

 – является основным для
– является основным для
 , в нашем примере
, в нашем примере  , по уравнению видно, что погрешность зависит от величины зазора S1 и S2
, по уравнению видно, что погрешность зависит от величины зазора S1 и S2
 Определение элементарных составляющих Δстат, возможно, рассматр. геометрически расположенных элементов технологий.
Определение элементарных составляющих Δстат, возможно, рассматр. геометрически расположенных элементов технологий.