|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
При действии системы сил, сдвигающих детали в стыке
Приложенную консольно силу Q заменяют силой, приложенной к центру тяжести сечения стыка, и моментом Т= QL. Они стремятся сдвинуть и повернуть кронштейн. Полагают, что сила Q, приложенная к центру тяжести стыка, распределяется между болтами равномерно:
где z — число болтов. Реакции Q0 направлены параллельно Q, но в противоположную сторону.
где r— расстояние болтов от центра тяжести стыка; i =1, 2, 3,..,z. Здесь z — порядковый номер болта. Реакции QTi перпендикулярны радиусам ri и направлены в противоположную сторону от момента Т. Суммарная нагрузка каждого болта Qi равна геометрической сумме соответствующих сил Q0i и QTi для первого болта Q1). 14. Клеммовые соединения, назначение, конструкции, основы расчета. Клеммовое соединение (от нем. Klemme — зажим) — соединение валов и осей со ступицей, имеющей один или 2 продольных разреза, которая стягивается одним или несколькими винтами или болтами с гайками. Соединения применяются для передачи крутящего момента или осевой силы на вал или на ось со стороны ступицы или наоборот. Соединение обеспечивается силами трения, действующими между поверхностями вала и отверстия детали. Достоинства
Недостатки
· Клеммовые соединения применяют для закрепления деталей на валах и осях, цилиндрических колоннах, кронштейнах и т. д. По конструктивным признакам различают два основных типа клеммовых соединений: а) со ступицей, имеющей прорезь б) с разъемной ступицей. Разъемная ступица несколько увеличивает массу и стоимость соединения, но при этом становится возможным устанавливать клемму в любой части вала независимо от формы соседних участков и других, расположенных на валу деталей.
15. Выбор конструкции соединения «вал-ступица». Расчет призматической шпонки и шлицов. Конструкцию червячного колеса выполняем, насаживая брозовый венец на чугунный центр с натягом. Для сопряжения зубчатого колеса с валом выбрана переходная посадка. Критерием при расчёте является статическая прочность на смятие и срез. Расчёт производится по напряжениям смятия и среза.
где где
где
Сила, действующая на шпонку
Шпонки служат для передачи крутящего момента от вала к ступице детали (зубчатого колеса, шкива и т. п.) или, наоборот, от ступицы к валу. В отдельных случаях кроме передачи крутящего момента шпонки фиксируют насаженные на вал ступицы в осевом направлении. Цилиндрическая шпонка, выдерживающая в процессе работы соединения напряжения смятия, имеет, как правило, достаточную прочность и на срез. Поэтому подбор диаметра шпонки производят по напряжениям смятия
где T – передаваемый крутящий момент; а геометрические параметры соединения, входящие в формулу представлены на рис. 14.4. Шлицевые
Рис. 14.7. Шлицевое соединение: а) прямобочными шлицами; б) эвольвентными шлицами; в) треугольными шлицами; 1 – вал, 2 – ступица.
Расчёт на смятие производится по формуле:
где sсм и [ s]см – действующие и допускаемые напряжения для детали, изготовленной из наиболее слабого материала; T момент, передаваемый соединением; dср – средний диаметр соединения; z – число зубьев в соединении; h и l – высота и длина контактной поверхности зубьев; y - коэффициент, учитывающий неравномерность распределения давления по длине контактной поверхности зуба (0,7 £ y £ 0,8). высота контактной поверхности зуба h и средний диаметр соединения dср для разных типов соединений составляют: для соединений с прямобочными шлицами
где f – величина фаски зуба; 16. Конструкция цилиндрических соединений с натягом и расчет усилия запрессовки. Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические т. е. такие, в которых одна деталь охватывает другую по цилиндрической поверхности. Примеры: соединение бандажа с центром колеса и центра колеса с осью железнодорожного вагона, соединение зубчатого червячного венца или зубчатого колеса с его центром и т. п. Необходимый натяг осуществляется изготовлением соединяемых деталей с требуемой разностью их посадочных размеров. Взаимная неподвижность соединяемых деталей обеспечивается силами трения, возникающими на поверхности контакта деталей. Достоинства цилиндрических соединений с натягом:
Хотя соединения деталей с натягом обычно относят к неразъемным, однако цилиндрические соединения допускают разборку (распрессовку) и сборку (запрессовку) деталей. Недостатки цилиндрических соединений с натягом:
· Надежность соединения с натягом в основном зависит от размера натяга, который принимается в соответствии с выбранной посадкой, установленной стандартной системой допусков и посадок. · · Рис. 1 · По способу сборки различают цилиндрические соединения с натягом, собираемые запрессовкой и с нагревом охватывающей или охлаждением охватываемой детали. Надежность соединения, собираемого с нагревом или охлаждением, примерно в 1,5 раза выше, чем у соединения, собираемого запрессовкой, так как при запрессовке неровности контактных поверхностей деталей частично срезаются и сглаживаются, что ослабляет прочность соединения. Значение натяга и соответственно вид посадки соединения с натягом определяются в зависимости от требуемого давления на посадочной поверхности соединяемых деталей. Давление р должно быть таким, чтобы силы трения, возникающие на посадочной поверхности соединения, полностью противодействовали внешним силам, действующим на детали соединения.(Fзап>Fтр) · · Рис. 2 · Взаимная неподвижность деталей цилиндрического соединения обеспечивается соблюдением следующим условий: при нагружении соединения осевой силой F (рис. 1) должно быть · · · · · · · · · · · · · Где: f - коэффициент трения; · · Рис. 3 Расчетный натяг Расчетный натяг цилиндрического соединения Np (рис. 4) связан с посадочным давлением р следующей зависимостью, вытекаю щей из формулы Ляме, вывод которой приведен в курсе сопротивления материалов:
Здесь: 17. Конструкция и расчет сварного соединения стыковым швом. Сварные соединения Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических деталей с применением нагрева (до пластического или расплавленного состояния), выполненного таким образом, чтобы место соединения по механическим свойствам и своему составу по возможности не отличалось от основного материала детали. Сварным соединением называют неразъемное соединение деталей с помощью сварных швов. Если в заклепочном соединении соединяющим элементом является заклепка, то в сварных - расплавленный металл, создающий при остывании неразъемное соединение, то есть такое, которые не может быть разобрано без повреждения деталей. Сварные соединения лучше других приближают составные детали к целым и позволяют изготавливать детали неограниченных размеров. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Достоинства: - простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной простотой технологического процесса сварки. - значительное снижение массы конструкции при тех же габаритах. При замене заклепочных соединении сварными экономия в весе получается за счет отказа от применения различных накладок, необходимых в заклепочных соединениях, а также части веса самих заклепок; при замене литых деталей сварными конструкциями вес их уменьшается за счет более высоких механических свойств прокатного металла. - возможность соединения деталей любых форм; - герметичность и плотность соединения; - бесшумность технологического процесса сварки; - возможность автоматизации сварочного процесса; - сварное соединение дешевле заклепочного. - соединение деталей может выполняться встык без накладок. - возможность сварки толстых профилей. Недостатки: - возникновение остаточных напряжений в свариваемых элементах; - коробление деталей из-за неравномерного нагрева в процессе сварки; - зависимость качества шва от исполнителя и трудность контроля; применение автоматической сварки устраняет этот недостаток. - склонность к образованию трещин в местах перехода от шва к цельному металлу вследствие термических напряжений, возникающих при остывании. Область применения. В настоящее время сварные соединения почти полностью вытеснили заклепочные соединения. Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы); для изготовления турбин, доменных печей, мостов, химической аппаратуры; с помощью сварки изготовляют станины, рамы и основания машин, корпуса редукторов, зубчатые колеса (рис.2), шкивы, звездочки, маховики, барабаны и т. д. Сварку широко применяют как способ получения заготовок деталей из проката в мелкосерийном и единичном производстве, а также в ремонтном деле.
Классификация. Сварные швы классифицируют по следующим признакам: - по назначению — прочные (обеспечивают передачу нагрузки с одного элемента на другой); прочно-плотные (обеспечивают передачу нагрузки герметичность соединения — непроницаемость для жидкостей и газов); - по расположению сварного шва в пространстве (рис. 3) — нижнее (а); вертикальное (в), горизонтальное (б); потолочное (г). При всех прочих равных условиях нижний шов самый прочный, потолочный — наименее прочный
- стыковые (рис.4); - нахлесточные, лобовые (рис. 5, а); фланговые (рис. 5, б); - с накладками (рис. 6); - тавровые (рис. 7, а, б). Свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение может быть выполнено угловыми (рис.7, а) или стыковыми (рис. 7, б) швами. - угловые (рис. 7 в, г). Применяются для изготовления тары из листовой стали, ограждений и др. Выполняются угловыми швами. Эти соединения передают малые нагрузки и поэтому не рассчитываются на прочность.
Рис.4. Стыковое соединение
Рис. 5. Нахлесточное соединение: а — соединение лобовыми швами; б — соединение фланговыми швами
Рис. 6. Соединения с накладками
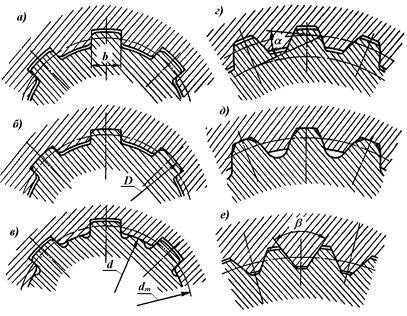
Рис. 7. Соединения тавровые и угловые Стыковые соединения выполняют так называемыми стыковыми швами, а остальные — угловыми. Конструкции стыковых швов. Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости от толщины свариваемых деталей и обработки кромок стыковые швы делят на следующие типы: - шов с отбортовкой кромок (рис. 8, а) — рекомендуется для тонколистовых материалов (8 < 2 мм); одна или две кромки деталей отбортовываются; - односторонний без скоса кромок (рис. 8, б) — шов сваривается без обработки кромок листов при их толщине 8 < 8 мм; - односторонний со скосом одной кромки (рис. 8, в) — обрабатывается только одна кромка деталей толщиной 8 < 12 мм; - односторонний со скосом двух кромок (рис. 8, г) — применяется при толщине деталей 8 < 25 мм; - двусторонний с двумя симметричными скосами одной кромки (рис. 8, д) — кромки обрабатываются у одной детали с двух сторон, толщиной 8 до 40 мм; - двусторонний с двумя симметричными скосами двух кромок (рис. 8, е) — толщина свариваемых деталей 8 >> 60 мм.
Рис. 8. Соединения стыковые: а — с отбортовкой; б — без скоса кромок; в, г, д, е — швы со скосом кромок
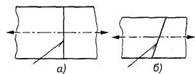
Стыковые швы, показанные на рис.9, а, называют прямыми, на рис.9, б — косыми. Косые стыковые швы применяют для увеличения рабочей длины шва.
Рис.9. Стыковые швы: а — прямой; б — косой |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 151; Нарушение авторского права страницы


 P=2Fзат/db; Fa<=Fтр; Fтр=Пdbpf; Fa<=Пdbpf/S; S=1,2…1,5; Fa<=2ПFзатf/2.
P=2Fзат/db; Fa<=Fтр; Fтр=Пdbpf; Fa<=Пdbpf/S; S=1,2…1,5; Fa<=2ПFзатf/2.
 - нормальное напряжение смятия, МПа;
- нормальное напряжение смятия, МПа;  - сила, действующая на шпонку, Н;
- сила, действующая на шпонку, Н;  - площадь смятия, мм2,
- площадь смятия, мм2,  - допускаемое напряжение смятия.
- допускаемое напряжение смятия. 
 - касательное напряжение среза, МПа;
- касательное напряжение среза, МПа;  - площадь среза, мм2;
- площадь среза, мм2;  - допускаемое напряжение среза, МПа. Допускаемое напряжение среза [1]:
- допускаемое напряжение среза, МПа. Допускаемое напряжение среза [1]: Допускаемые напряжения при переходных посадках [σсм] = 80...150 МПа
Допускаемые напряжения при переходных посадках [σсм] = 80...150 МПа Рис. 3 Схема шпоночного соединения
Рис. 3 Схема шпоночного соединения
 - рабочая длина шпонки, мм;
- рабочая длина шпонки, мм;  - полная длина шпонки, мм;
- полная длина шпонки, мм;  - высота шпонки, мм.
- высота шпонки, мм.

 Поперечные размеры призматических шпонок стандартизованы для различных диаметров валов. В поперечном сечении призматические шпонки имеют форму прямоугольника с отношением высоты к ширине h/b = 1:1…1:2. В зависимости от диаметра вала ширина шпонки (в номинальном значении равная ширине пазов вала и ступицы) b » (0,2…0,3) ×d, где d - диаметр вала, причём, чем больше диаметр вала, тем меньше отношение b/d. Глубина шпоночного паза на валу обычно составляет t1=0,6 ×h, а глубина паза ступицы - t2=0,5 ×h, таким образом, радиальный зазор между дном паза ступицы и верхней гранью шпонки с=0,1 ×h. Шпонка в паз вала устанавливается в большинстве случаев по более плотной посадке по сравнению с пазом ступицы. Соединение цилиндрической шпонкой.
Поперечные размеры призматических шпонок стандартизованы для различных диаметров валов. В поперечном сечении призматические шпонки имеют форму прямоугольника с отношением высоты к ширине h/b = 1:1…1:2. В зависимости от диаметра вала ширина шпонки (в номинальном значении равная ширине пазов вала и ступицы) b » (0,2…0,3) ×d, где d - диаметр вала, причём, чем больше диаметр вала, тем меньше отношение b/d. Глубина шпоночного паза на валу обычно составляет t1=0,6 ×h, а глубина паза ступицы - t2=0,5 ×h, таким образом, радиальный зазор между дном паза ступицы и верхней гранью шпонки с=0,1 ×h. Шпонка в паз вала устанавливается в большинстве случаев по более плотной посадке по сравнению с пазом ступицы. Соединение цилиндрической шпонкой. ; (14.5)
; (14.5)
 Расчёт шлицевых соединений. Основными критериями работоспособности шлицевых соединений является сопротивление боковых поверхностей зубьев изнашиванию и смятию. Неподвижные шлицевые соединения рассчитывают только на смятие (при отсутствии осевых и опрокидывающих нагрузок).
Расчёт шлицевых соединений. Основными критериями работоспособности шлицевых соединений является сопротивление боковых поверхностей зубьев изнашиванию и смятию. Неподвижные шлицевые соединения рассчитывают только на смятие (при отсутствии осевых и опрокидывающих нагрузок). ; (14.7)
; (14.7) ,
,  ;
;









 По взаимному расположению свариваемых элементов различают следующие виды соединений
По взаимному расположению свариваемых элементов различают следующие виды соединений