
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет сварных соединений
Расчет стыковых соединений. Швы этих соединений работают на растяжение или сжатие в зависимости от направления действующей нагрузки (рис.11, а и б). Основным критерием работоспособности стыковых швов является их прочность. Соединение разрушается в зоне термического влияния и рассчитывается по размерам сечения детали по напряжениям, возникающим в материале детали.
Рис. 11. К расчету стыковых соединений Проверочный расчет прочности шва на растяжение. Условие прочности: где Проектировочный расчет. Целью этого расчета является определение длины шва. Исходя из основного условия прочности (1), длину стыкового шва при действии растягивающей силы определяют по формуле 18. Конструкция и расчет сварочного соединения, выполненного угловым швом(тавровое, угловое и др.соединения). Конструкция угловых (валиковых) швов. Угловые швы применяют в нахлесточных соединениях, в соединениях с накладками, в тавровых и угловых соединениях. По своей прочности они уступают стыковым швам. По профилю поперечного сечения угловые швы могут быть: - нормальные (рис.10, а); катет шва принимается равным толщине листа (К= 5); - вогнутые (рис.10, б) с катетом шва К= 0,85; - выпуклые (рис.10, в); - специальные (рис.10, г); их профиль представляет неравнобедренный прямоугольный треугольник (один из катетов K =δ).
Рис.10. Типы угловых швов: а — нормальный; б — вогнутый; в — выпуклый; г — специальный
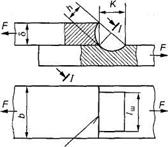
Вогнутые швы применяют в особо ответственных конструкциях при переменных нагрузках, так как вогнутость обеспечивает плавный переход шва в основной металл детали, благодаря чему снижается концентрация напряжений. Вогнутый шов повышает стоимость соединения, так как требует глубокого провара и последующей механической обработки для получения вогнутости, выпуклые - вызывают повышенную концентрацию напряжений. Наиболее приемлем нормальный профиль углового шва. Специальные швы применяют при переменных нагрузках, так как значительно снижает концентрацию напряжений. По расположению шва относительно действующей нагрузки угловые швы конструктивно разделяют на: - лобовые, расположенные перпендикулярно к линии действия нагрузки F (см. рис.5, а); длина лобовых швов не ограничивается; - фланговые, расположенные параллельно линии действия нагрузки F (см. рис.5, б); максимальная длина флангового шва принимается l ш = (50...60)К; - комбинированные, состоящие из лобовых и фланговых швов. Нахлесточные соединения и соединения с накладками сваривают угловыми швами. По своей прочности нахлесточные соединения уступают стыковым. Их применяют, когда по конструктивным соображениям стыковые швы применить невозможно. Соединения с накладками применяют, когда сварные швы не обеспечивают необходимой равнопрочности. В конструкциях, подверженных действию вибрационных и знакопеременных нагрузок, нахлесточные соединения и соединения с накладками применять не рекомендуется (создается значительная концентрация напряжений). Для обеспечения нормальных условий работы нахлесточных соединений размер перекрытия шва (нахлестку) принимают l п < 48 (см. рис. 5, а). Длину накладок принимают конструктивно. Расчет угловых швов нахлесточных соединений. При действии осевой растягивающей (или сжимающей) силы считают, что срез угловых швов происходит по сечению I-I (рис. 12), проходящему через биссектрису прямого угла.
Рис. 12. К расчету соединения внахлестку. Лобовой шов
Опасным напряжением считают касательное напряжение и расчет ведут на срез (напряжениями изгиба пренебрегают). Для нормальных угловых швов длина биссектрисы
где h — длина биссектрисы (высота шва в опасном сечении); К — катет шва (принимается не менее 3 мм). Проверочный расчет. Условие прочности одностороннего лобового шва на срез: где Проектировочный расчет. Длину одностороннего лобового углового шва (см. рис. 12) при осевом нагружении определяют по формуле длина двустороннего лобового углового шва
Фланговые угловые швы (см. рис.5, б) рассчитывают по уравнению (6), т. е. аналогично рассмотренному случаю расчета двустороннего лобового шва. Во фланговых швах нагрузка по длине шва распределяется неравномерно (по концам шва увеличивается), поэтому длину фланговых швов стараются ограничить lш < (50 ÷ 60)К. 19. Заклепочные соединения: особенности конструирования, характеристики, расчет. Заклёпочные соединения Заклепочные соединения состоят из двух или нескольких листов или деталей, соединяемых (склепываемых) в неразъемную конструкцию с помощью заклепок (рис. 18). Заклепкой называют круглый стержень, имеющий сформированную закладную головку 1 на одном конце и формируемую в процессе клепки замыкающую головку 2 на другом его конце. При этом детали сильно сжимаются, образуя прочное, неподвижное неразъёмное соединение. Форма и размеры заклепок регламентированы стандартом (рис. 19). Заклепочным швом называют соединение, осуществляемое группой заклепок (рис. 20).
Рис. 18. Заклепочные соединения
Рис. 19. Формирование заклепочного шва
Рис. 20. Однорядное заклепочное соединение аклепочное соединение получают следующим способом. В отверстия соединяемых деталей вставляют заклепки (см. рис. 19). Под закладную головку 1 устанавливают инструмент-поддержку. Специальной клепальной машиной или вручную (ударами молотка, кувалды) выступающий конец заклепки ( Диаметры отверстий под заклепки d ОТВ выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать dOTB = d 3 + 0,05d 3, для горячей клепки dOTB = d 3 + 0,ld 3 , где d 3 — диаметр устанавливаемой заклепки. Достоинства и недостатки заклепочных соединений по сравнению с другими видами неразъемных соединений. Достоинства: - высокая надежность соединения; - удобство контроля качества клепки; - повышенная сопротивляемость ударным и вибрационным нагрузкам; - возможность соединения деталей из трудносвариваемых металлов, например из алюминия; - не дают температурных деформаций; - детали при разборке не разрушаются. Недостатки: - высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины). - повышенный расход материала для этого соединения (из-за ослабления соединяемых деталей отверстиями под заклепки требуется увеличение их толщины, применение накладок и т. п.); - детали ослаблены отверстиями; - высокий шум и ударные нагрузки при изготовлении; - невозможность соединения деталей сложной конфигурации. Область применения. В настоящее время в связи с бурным развитием сварки заклепочные соединения имеют ограниченное применение (в конструкциях, для которых методы сварки и склеивания еще недостаточно разработаны или мало эффективны, а также в соединениях, работающих при больших вибрационных или ударных нагрузках при высоких требованиях к надежности соединения). Также в соединениях окончательно обработанных деталей, в которых применение сварки недопустимо из-за их коробления при нагреве. Большой объем клепально-сборочных работ производится при изготовлении летательных аппаратов. Некоторые самолеты имеют более миллиона заклепок. Заклепочные соединения находят применение в подъемно-транспортных машинах, в строительстве железнодорожных мостов, котлостроении и т. п. |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 86; Нарушение авторского права страницы

 , (1)
, (1) ,
,  — расчетное и допускаемое напряжения на растяжение для шва (табл.1); F — нагрузка, действующая на шов; δ — толщина детали (толщину шва принимают равной толщине детали); lш — длина шва.
— расчетное и допускаемое напряжения на растяжение для шва (табл.1); F — нагрузка, действующая на шов; δ — толщина детали (толщину шва принимают равной толщине детали); lш — длина шва. (2)
(2)
 , (3)
, (3) , (4)
, (4) ,
,  — расчетное и допускаемое напряжения среза для шва (см. табл.1); lш — длина шва; F — нагрузка, действующая на шов.
— расчетное и допускаемое напряжения среза для шва (см. табл.1); lш — длина шва; F — нагрузка, действующая на шов. ; (5)
; (5) . (6)
. (6)


 ) осаживают обжимкой в замыкающую головку 2. Для стальных заклепок с
) осаживают обжимкой в замыкающую головку 2. Для стальных заклепок с  мм производят клепку вхолодную, то же относится к заклепкам из цветных металлов и сплавов; с
мм производят клепку вхолодную, то же относится к заклепкам из цветных металлов и сплавов; с  мм с нагревом заклепки до светло-красного каления (1000—1100 0С). Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки
мм с нагревом заклепки до светло-красного каления (1000—1100 0С). Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки