|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сущность понятия «технологичность»Стр 1 из 11Следующая ⇒
Сущность понятия «технологичность» В любом производстве, включая приборостроение, существуют понятие «технологичность» и задача отработки объекта производства на технологичность. Причём задача эта является одной из важнейших, которые приходится решать на производстве. В чём её сущность? Под отработкой объекта производства на технологичность понимается установление соответствия данного объекта и окружающей среды [21] на каждой стадии его жизненного цикла. В общем случае эта задача состоит из трёх последовательно выполняемых подзадач: а) всесторонний анализ объекта производства с целью выявления несоответствий его окружающей среде; б) установление необходимости устранения выявленных несоответствий; в) устранение несоответствий, если в этом есть необходимость (возможна ситуация, когда несоответствия не существенны, или их устранение неэффективно). Примеры конкретных несоответствий будут рассмотрены в следующей теме, а сейчас рассмотрим классификацию объектов отработки на технологичность. Все объекты отработки на технологичность можно разделить на 4 разновидности. 1. Производственный процесс (или его элементы) всего предприятия (или его подразделений) в отношении всей продукции (или отдельного прибора). В общем случае, объектом отработки на технологичность выступает всё производство в целом (производственное объединение, завод, фирма и т.п.). Такая всесторонняя экспертиза всего производства получила название «технологический аудит» [20]. В частном случае объектом является физический процесс преобразования исходного материала в готовую продукцию. 2. Описание производственного процесса (или его элементов) в виде документов или (и) нематериальных моделей. 3. Прибор (или его элементы) в виде материального объекта. 4. Описание прибора (или его элементов) в виде документов или (и) нематериальных моделей. Под технологичностью объекта производства понимается его комплексная характеристика, определяющая: а) затраты различного вида (материальные, энергетические, временные, стоимостные, информационные и т.д.), связанные с существованием объекта на всём протяжении его жизненного цикла; б) соответствие этих затрат некой допускаемой величине (норме). Чем меньше затраты, тем более технологичен объект производства, и наоборот. Если воспринимать зависимость между затратами и технологичностью в буквальном смысле, то можно придти к парадоксу: «самым технологичным является объект, который не существует, поскольку не требует никаких затрат». Однако такой вывод не корректен, т.к. нельзя рассматривать технологичность несуществующего объекта. И всё же, если объект существует, то затраты неизбежны, но они не должны превышать допустимого предела.
Понятие системы «СПИЗ» В основе любого процесса формообразования лежит взаимодействие элементов системы «СПИЗ»: - станка (или оборудования), - приспособления, - инструмента, - заготовки. Первые три элемента системы «СПИЗ» составляют так называемые средства технологического оснащения [2], под которыми понимается совокупность орудий производства, необходимых для осуществления ТП. Технологическое оборудование [2] – средства технологического оснащения, в которых для выполнения определённой части ТП размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Примерами технологического оборудования являются: - литейные машины, - прессы, - станки, - печи, - гальванические ванны, - испытательные стенды и т.д. Технологическая оснастка [2] – средства технологического оснащения, дополняющие технологическое оборудование для выполнения определённой части ТП. Примерами технологической оснастки являются: - режущий инструмент, - штампы, - приспособления, - калибры, - пресс-формы, - модели, - литейные формы, - стержневые ящики и т.д. Приспособление [2] – технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции. Инструмент [2] – технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния. Состояние предмета труда определяется при помощи меры и (или) измерительного прибора. Исходная заготовка [2] – заготовка перед первой технологической операцией. Все виды заготовок можно разделить на две большие группы (рис. 1.5.2): - штучные; - кратные.
3,4. Обработка резанием – есть процесс взаимодействия режущего инструмента с материалом заготовки, который сопровождается образованием стружки, тепла, упругими и необратимыми деформациями, износом, трением, наклёпом (упрочнением) и вибрациями. Режимы резания Основными параметрами, характеризующими обработку резанием, являются режимы резания: скорость резания, подача и глубина резания. Скорость резания (V, м/мин) – это скорость отделения стружки, или, другими словами, длина пути, пройденная режущей кромкой режущего инструмента, относительно обрабатываемой поверхности в единицу времени. Подача (S, мм/мин; мм/об; мм/зуб) – это скорость относительного перемещения заготовки и режущего инструмента, или, другими словами, длина пути режущего инструмента (заготовки) относительно заготовки (режущего инструмента) за один оборот заготовки или режущего инструмента. Глубина резания (t, мм) – величина срезаемого за один рабочий ход слоя материала заготовки, измеренная перпендикулярно к обрабатываемой поверхности. Время непосредственного резания (основное То, или машинное Тмаш время) связано с режимами резания следующим соотношением: То (Тмаш) = К/ VSt ,
где К – коэффициент (const), который зависит от условий резания Режущий инструмент Режущий инструмент представляет собой разновидность технологической оснастки, оказывающая непосредственное воздействие на обрабатываемый материал так называемым режущим клином, основным своим конструктивным элементом. Важнейшей характеристикой РИ является его стойкость (Тм) – способность сохранять свои режущие свойства. Стойкость измеряется временем непрерывной работы РИ между переточками (до определённой величины износа). Производительность резания в значительной мере зависит от стойкости РИ, а та, в свою очередь, – от скорости резания, как основного фактора износа режущего клина. Попытки теоретического расчёта износа при помощи единой формулы не увенчались успехом: на процесс резания влияют многие параметры в разных сочетаниях. Некоторые исследователи насчитывали свыше 13 млн. сочетаний [4]. Конструкция любого РИ состоит из двух основных частей: рабочей и вспомогательной. Рабочая часть несёт на себе режущие кромки (или зубья), непосредственно воздействующие на обрабатываемый материал. Вспомогательная часть, в виде державки, хвостовика или посадочного отверстия, служит для удержания РИ и передачи ему движения от механизмов оборудования. По характеру крепления рабочей и вспомогательной частей все РИ подразделяются на монолитные, напаянные, клееные, сварные (все – неразборные), с механическим креплением и многогранными сменными пластинами (все – разборные). Пример на рис. 1.6.1.
Рис. 1.6.1. Примеры конструкций токарных резцов: а) цельный (монолитный); б) сварной; в) с напаянной режущей пластиной; г) с механически закреплённой пластиной; д) с алмазной вставкой; е) со сменной (поворотной) режущей пластиной: 1 - режущая пластина, 2 - штифт для центрирования пластины, 3 - клинообразная планка, 4 - винт, 5 - канавка для завивания стружки и хорошего отвода
По конструктивной однородности различают некомбинированные и комбинированные РИ. Некомбинированные РИ По числу главных режущих кромок (лезвий) в РИ выделяют однолезвийные (резцы) и многолезвийные (свёрла, зенкеры, развёртки, фрезы, метчики, плашки, протяжки).
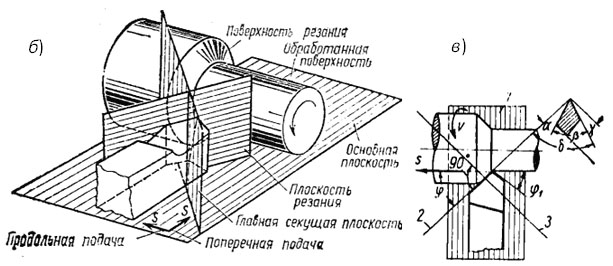
Резцы Обладают одной главной режущей кромкой, которая в ходе резания находится в непрерывном или (редко) ударном взаимодействии с обрабатываемым материалом заготовки. Если заготовка вращается, а резец совершает поступательное движение в горизонтальной, как правило, плоскости оси вращения заготовки, то такой метод резания называется точением (рис. 1.6.2, а, б, в).
Рис. 1.6.2. Основные элементы токарного резца и его установка относительно заготовки: а) I – рабочая часть резца, II – вспомогательная часть резца, 1 – передняя грань резца для схода стружки, 2 – главная задняя грань, 3 – вспомогательная задняя грань, 4 – главная режущая кромка, 5 – вспомогательная режущая кромка, 6 – вершина резца; б), в) координатные плоскости и углы резца: a – задний угол, b – угол заострения, g – передний угол, d - угол резания, j - угол в плане, j1 – вспомогательный угол в плане, 1 – основная плоскость, 2 – плоскость резания; 3 – главная секущая плоскость
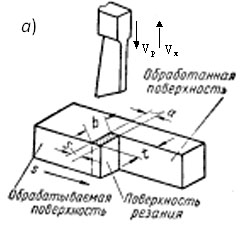
Если резец совершает возвратно-поступательные движения в вертикальной плоскости, а заготовка неподвижна (либо движется, периодически, прямолинейно или по кругу), то такой метод называется долблением (рис. 1.6.3, а).
Рис. 1.6.3. Схемы долбления (а) и строгания (б): V р – скорость резания, V х – скорость холостого (вспомогательного) хода, S – подача, a – толщина среза, b – ширина среза, t – глубина резания
Если резец совершает возвратно-поступательные движения в горизонтальной плоскости, а заготовка остаётся неподвижной (при прерывистом поступательном движении резца), или совершает прерывистое поступательное движение, то такой метод называют строганием (рис. 1.6.3, б). Таким образом, по методу обработки различают резцы для долбёжных, строгальных и токарных работ. Последние встречаются чаще и будут рассмотрены подробнее (рис. 1.6.1, 1.6.2). По точности выполняемых работ, за счёт разной геометрии (значений углов) и режимов резания, различают черновые и чистовые резцы. По виду выполняемых токарных работ классификация резцов приведена на рис. 1.6.4.
Рис. 1.6.4. Классификация резцов по виду выполняемых токарных работ.
По виду выполняемых токарных работ резцы подразделяются на: · Проходные: прямой (рис. 1.6.4, а), упорный (рис. 1.6.4, б), отогнутый (рис. 1.6.4, в), для точения наружных поверхностей вращения вдоль оси вращения заготовки, т.е. с продольной подачей. В зависимости от направления рабочей подачи проходные прямые резцы подразделяются (рис. 1.6.4, г) на правые (движутся справа налево) и левые (слева направо). · Подрезные торцовые: упорный (рис. 1.6.4, д) и отогнутый (рис. 1.6.4, е), для подрезки торцов поперёк оси вращения заготовки, т.е. с поперечной подачей. · Расточные для растачивания глухих (рис. 1.6.4, ж) и сквозных (рис. 1.6.4, з) отверстий вращения вдоль оси вращения заготовки, т.е. с продольной подачей. · Прорезные (канавочные) для образования кольцевых канавок различного профиля на поверхностях вращения, наружных (рис. 1.6.4, и) или внутренних (рис. 1.6.4, к), с поперечной подачей, или торцах, с продольной подачей. · Отрезные для отрезки (рис. 1.6.4, л) с поперечной подачей. · Резьбовые для нарезания резьбы на наружных (рис. 1.6.4, м) или внутренних (рис. 1.6.4, н) поверхностях вращения заготовки, с продольной подачей. · Фасочные для образования фасок на наружных (рис. 1.6.4, о) или внутренних (рис. 1.6.4, п) поверхностях вращения заготовки, с продольной или поперечной подачей. Свёрла Как правило, имеют две главные, симметрично расположенные режущие кромки, соединённые у вершины поперечной перемычкой. Сверла являются единственными режущими инструментами, которыми получают отверстия в сплошном материале. Если относительное движение заготовки и сверла – вращательное, то такой метод резания называется сверлением (рассверливанием). Причём возможны два сочетания: а) вращается заготовка, а сверло совершает поступательное, прямолинейное движение; б) заготовка неподвижна, а вращается и совершает поступательное, прямолинейное движение сверло.
Различают два основных дефекта работы сверла. Первый дефект – увод сверла, т.е. смещение центра образуемого отверстия от номинального из-за отклонения режущих кромок от симметричности или наклона поверхности заготовки, на которой образуется отверстие. Второй – «разбивка» отверстия, т.е. увеличение диаметра отверстия в сравнении с диаметром сверла из-за вибрации сверла или движений самой заготовки. Оба дефекта уменьшаются при работе не вращающимся сверлом. Практика новаторов-сверловщиков показывает, что при увеличении скорости резания на 15 % стойкость сверла снижается на 50 %, а при увеличении подачи на 15–30 % [4]. Таким образом, выгоднее увеличивать подачу, а чтобы стойкость сверла при этом не снизилась – несколько уменьшить скорость резания. Скоростное сверление применяется успешно при сверлении отверстий в металле с сыпучей стружкой (чугун, бронза) и неглубоких (до 3-х диаметров сверла) отверстий в стали [4]. Классификация свёрл по конструкции представлена на рис. 1.6.5.
Рис. 1.6.5. Основные разновидности свёрл: а) спиральное (для сверления и рассверливания цилиндрических отверстий); б) центровочное (для сверления центровых отверстий на торцах); в) пушечное (однокромочное, для рассверливания с малой шероховатостью глубоких отверстий; подобно расточному резцу не вращается и работает с осевой подачей); г) перовое (для сверления коротких отверстий; проще и жестче спирального сверла); д) кольцевое (для экономичного сверления сквозных отверстий большого диаметра).
Зенкеры Зенкеры имеют, в общем случае, 3 или 4 главные, симметрично расположенные режущие кромки, без перемычки у вершины. Обладают большей жёсткостью конструкции, чем свёрла, и потому в ходе обработки обеспечивают большую точность диаметра отверстия и меньшую шероховатость (рис. 1.6.6).
Рис. 1.6.6. Конструктивные элементы зенкера (а) и элементы зенкерования (б) Если относительное движение заготовки и зенкера – вращательное, то такой метод резания называется зенкерованием. Причём возможны два сочетания: а) вращается заготовка, а зенкер совершает поступательное, прямолинейное движение; б) заготовка неподвижна, а зенкер вращается и совершает поступательное, прямолинейное движение.
По конструкции различают зенкеры: нерегулируемые и регулируемые (с возможностью изменения диаметра), хвостовые и насадные, цельные и сборные, цилиндрические и конические. По точности выполняемых работ, зенкеры подразделяются на черновые (для предварительной обработки) и чистовые (для окончательной обработки). Классификация зенкеров по виду выполняемых работ приведена на рис. 1.6.7.
Рис. 1.6.7. Разновидности зенкера по виду выполняемых работ
Различают следующие виды зенкеров: · Зенкер для обработки отверстий цилиндрической формы (рис. 1.6.7, а). · Зенкер с направляющей цилиндрической цапфой, для обработки опорных поверхностей под крепёжные винты (рис. 1.6.7, б). · Зенкер с направляющей цапфой для винтов с потайной головкой (рис. 1.6.7, в). · Зенковка для обработки неглубоких отверстий конической формы, а также для снятия фасок в отверстиях и притупления острых кромок (рис. 1.6.7, г). · Зенковка центровочная (рис. 1.6.7, д). · Цековка для обработки плоскостей бобышек вокруг отверстий (рис. 1.6.7, е). Развёртки Имеют, в общем случае, от 6 до 18 главных, симметрично расположенных режущих кромок без перемычки у вершины. Обладают большей жёсткостью конструкции, чем свёрла и зенкеры, и потому в ходе обработки обеспечивают большую точность диаметра отверстия и меньшую шероховатость. Чувствительны к исходному состоянию обрабатываемой поверхности – требуют предварительной обработки отверстия резанием (сверлением, зенкерованием или растачиванием). Снимают малый слой материала (около 0,1 мм) (рис. 1.6.8).
Рис. 1.6.8. Ручная развёртка а) эскиз работы ручной развёрткой; б) конструктивные элементы ручной развёртки; в, г) элементы зубьев развёртки в поперечных сечениях; д) элементы развёртывания; е) общий вид машинной развёртки
Если относительное движение заготовки и развёртки – вращательное, то такой метод резания называется развёртыванием. Причём возможны два сочетания: а) вращается заготовка, а развёртка совершает поступательное, прямолинейное движение; б) заготовка неподвижна, а развёртка вращается и совершает поступательное, прямолинейное движение.
По конструкции различают развёртки: нерегулируемые и регулируемые (с возможностью изменения диаметра), хвостовые и насадные, цельные и сборные, цилиндрические и конические. По приведению в действие различают ручные (слесарные) и машинные развёртки (на машинной развёртке нет граней на хвостовике). По точности выполняемых работ, развёртки подразделяются на черновые (предварительной обработки) и чистовые (для окончательной обработки).
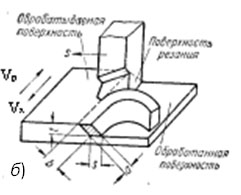
Фрезы В общем случае представляют собой множество отдельных резцов (зубьев), установленных в едином корпусе. В отличие от резца для токарных работ, режущие кромки фрезы работают прерывисто, вступая в работу по очереди, создавая тем самым дополнительные ударные нагрузки (рис. 1.6.9).
Рис.1.6.9. Общий вид фрез по виду выполняемых работ: а) цилиндрическая фреза (ώ – угол наклона зубьев; 1 – передняя поверхность, 2 – задняя поверхность, 3 – затылочная поверхность, 4 – задняя кромка, 5 – ленточка, 6 – главная режущая кромка, прямая или винтовая); б) торцовая фреза; в) концевые фрезы; г) отрезная; д) трёхсторонняя дисковая; е) одно- и двухугловые (симметричная и несимметричная) фрезы; ж) полукруглые вогнутая и выпуклая фрезы
Если заготовка совершает поступательное прямолинейное движение (или, реже, поворачивается с одновременным поступательным движением), а фреза вращается, то такой метод резания называется фрезерованием. По конструкции различают фрезы: хвостовые и насадные, цельные и сборные. По точности выполняемых работ, фрезы подразделяются на черновые и чистовые. По виду выполняемых работ фрезы классифицируются следующим образом: · цилиндрическая (рис. 1.6.9, а), для обработки гладких, бесступенчатых плоскостей; · торцовая (рис. 1.6.9, б), для обработки гладких, ступенчатых и бесступенчатых плоскостей; · концевая (рис. 1.6.9, в), для обработки пазов, канавок, ступеней, отверстий, криволинейного контура; · отрезная (рис. 1.6.9, г), для разрезки и отрезки заготовки; · одно-, двух- и трёхсторонние (рис. 1.6.9, д) дисковые, для обработки пазов и канавок прямоугольного поперечного профиля; · одно- и двухугловые (симметричные и несимметричные), для обработки пазов и канавок углового поперечного профиля (рис. 1.6.9, е); · полукруглые вогнутые и выпуклые дисковые фрезы (рис. 1.6.9, ж), для обработки пазов и канавок скруглённого поперечного профиля. Протяжки и прошивки Протяжки и прошивки имеют конструкцию стержня различного поперечного сечения с множеством последовательно расположенных режущих зубьев (резцов), расположенных вдоль стержня. Каждый последующий зуб протяжки выше предыдущего. Для дробления стружки на поверхности режущей части зуба наносят канавки (рис. 1.6.10).
Рис. 1.6.10 Схемы протягивания наружного плоского (а) и отверстий (б, в)
Если относительное движение заготовки и протяжки прямолинейное, то такой метод резания называется протягиванием. Причём возможны два сочетания: а) движение протяжки при неподвижной заготовке; б) движение заготовки при неподвижной протяжке.
Применяются, в зависимости от конструкции, для обработки отверстий (рис. 6.10, б, в) и наружных поверхностей, как плоских (рис. 1.6.10, а), так и поверхностей вращения. Несмотря на низкие скорости резания (2–15 м/мин), производительность протягивания высокая, т.к. велика суммарная длина одновременно работающих режущих кромок. Вследствие высокой производительности и точности обработки протяжки получили широкое распространение, однако из-за высокой стоимости они применяются в крупносерийном и массовом производстве. Прошивки (рис. 1.6.10, б) отличаются от протяжек (рис. 1.6.10, а) тем, что они работают на сжатие и продольный изгиб. Длина прошивки определяется ходом пресса, на котором производится обработка отверстия, и не превышает 12–15 поперечных размеров сечения прошивки, тогда как длина протяжек достигает 30–40 поперечных сечений размеров.
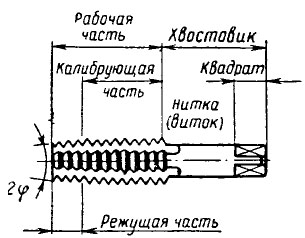
Метчики Имеют конструкцию винта с заборной конической частью и множеством режущих резьбонарезных лезвий, прерывающихся продольными канавками для выхода стружки. Могут иметь различную точность и применяются для нарезания резьбы в отверстиях. По приведению в действие различают ручные (слесарные) и машинные метчики (на машинном метчике нет граней на хвостовике). Машинные прорезают весь профиль резьбы на всю глубину сразу. Ручные же делят его на две или три части. Соответственно ручные метчики по этой причине изготовляют по две или три штуки в комплекте на один размер резьбы. В ходе резьбонарезания метчики, как правило, получают вращательное движение (рис. 1.6.11).
Рис. 1.6.11. Общий вид ручного метчика
Плашки Имеют конструкцию гайки с заборной конической частью (с обеих сторон) и множеством режущих резьбонарезных лезвий, прерывающихся радиальными канавками для выхода стружки. Применяются для нарезания резьбы на наружных цилиндрических поверхностях. Наиболее распространены круглые цельные плашки, которые нарезают резьбу за один ход инструмента. В ходе резьбонарезания плашки, как правило, получают вращательное движение (рис. 1.6.12).
Рис. 1.6.12. Конструктивные элементы плашки Напильники и надфили Напильники и надфили представляют собой стальные, термически обработанные бруски различной формы с насеченными на поверхности под определённым углом к оси параллельными режущими зубьями, которые срезают небольшие слои металла в виде стружки (опилок). В зависимости от типоразмеров различают напильники и надфили. Напильники, по приведению в действие, классифицируют на ручные (слесарные), машинные и борнапильники [7]. Ручные напильники (рис. 1.6.13) изготавливаются из сталей марок У12, У13, ШХ6, ШХ9, ШХ12.
Рис. 1.6.13. Общий вид и конструктивные особенности слесарных напильников: а) элементы слесарного напильника; б) профиль зубьев напильника, полученных насеканием зубилом (1), фрезерованием (2) и протягиванием (3)
Напильниками, чаще всего, выполняют опиливание, т.е. снятие слоя металла с изделия для пригонки, притупления острых краёв и т.п. Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное). Зубья напильника могут быть образованы насеканием (зубилом на станке), фрезерованием и протягиванием. Напильники с крупными зубьями (драчёвые) служат для грубого опиливания и снятия слоя металла до 1 мм. Для чистового опиливания и снятия слоя металла не более 0,3 мм применяют т.н. личные напильники. Для отделки служат т.н. бархатные напильники, которые снимают слой металла не более 0,05 мм. Машинные напильники (рис. 1.6.14, а) применяются в инструментальном производстве при обработке фасонных отверстий и наружных криволинейных поверхностей деталей штампов и пресс-форм.
Рис. 1.6.14. Общий вид и профиль машинных (а) напильников, борнапильников (б) и надфилей (в)
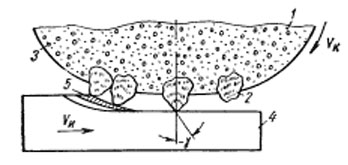
Машинные напильники закрепляются на опиловочных станках с возвратно-поступательным движением. Изготавливаются из сталей марок У12А или У13А. Борнапильники (рис. 1.6.14, б) предназначены для обработки фасонных поверхностей в сложных деталях (матрицах, пуансонах, пресс-формах для литья под давлением и т.п.). Они закрепляются в механизированных опиловочных машинках с вращающимся шпинделем. Скорость резания составляет 80 Надфили (рис. 1.6.14, в) представляют собой мелкие напильники различной формы поперечного сечения, выполненные из сталей марок У12А и У13А. Они применяются в инструментальном производстве при выполнении лекальных, гравёрных и ювелирных работ. Кроме того, они используются в механических цехах приборо- и машиностроительных заводов для опиливания и распиливания небольших поверхностей, недоступных для слесарных напильников. Шлифовальные инструменты Представляют собой конструкции различных форм, на рабочей поверхности которых находится прочный слой абразивных зёрен, скреплённых при помощи связки. Абразивные зёрна в виде мелких кристаллов с острыми гранями выполняют резание подобно элементарным резцам. Зёрна обладают высокой твёрдостью, износостойкостью и теплостойкостью, что позволяет обрабатывать ими твёрдые материалы. Работа шлифовальных инструментов происходит в тяжёлых условиях, т.к. хаотично расположенные зёрна имеют относительно большой радиус скругления граней и отрицательный передний угол. Это вызывает значительные пластические деформации, трение и нагрев до 1 500°С. Высокая температура в зоне контакта приводит к обезуглероживанию поверхности изделия, прижогам и изменению структуры материала. Взаимодействие вращающихся шлифовальных инструментов с вращающейся или неподвижной заготовкой называется шлифованием. Шлифование применяется, чаще всего, для отделочной обработки изделия, в ходе которой снимается малый слой материала с большой скоростью. Обработанные поверхности имеют малую шероховатость и высокую точность размеров и форм. Схема шлифования связанными зёрнами и общий вид некоторых шлифовальных инструментов представлены на рисунках 1.6.15 и 1.6.16.
Рис. 1.6.15. Схема шлифования связанными зёрнами: 1 – инструмент (шлифовальный круг); 2 – абразивное зерно; 3 – связка; 4 – обрабатываемое изделие; 5 – вид стружки
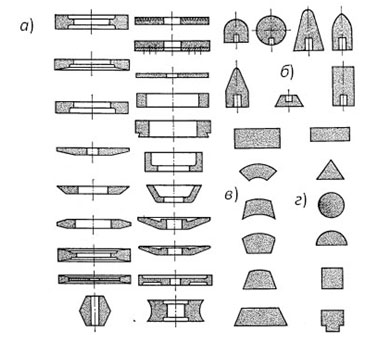
Рис. 1.6.16. Общий вид некоторых шлифовальных инструментов: а) шлифовальные круги; б) шлифовальные головки; в) сегменты; г) бруски Комбинированные РИ Комбинированные РИ представляют собой сочетание элементов конструкций некомбинированных РИ. Главное их назначение состоит в обеспечении большей производительности резания. Недостатком является сложность конструкции, как следствие, высокая стоимость и необходимость согласования режимов резания для всех РИ, входящих в состав комбинированного РИ (рис. 1.6.17).
Рис. 1.6.17. Общий вид комбинированного режущего инструмента: а), б), в) фасонные резцы; г) фасонные фрезы; д) двухступенчатое сверло (1,2- ступени сверла, 3-обрабатываемая заготовка); е) сверло-зенкер-развёртка; ж) зенкер-развёртка-метчик; з) комплекты сборных фрез; и) державка с проходным токарным резцом и спиральным сверлом
Комбинированные РИ подразделяется на разъёмные и неразъёмные, на состоящие из элементов РИ одного или разного типа. К неразъёмным РИ одного типа относят: фасонные резцы (рис. 1.6.17, а, б, в), фасонные фрезы (рис. 1.6.17, г), ступенчатые свёрла (рис. 1.6.17, д), ступенчатые зенкеры, ступенчатые развёртки, ступенчатые метчики и т.п. К неразъёмным РИ разного типа относят: сверло-зенкер, сверло-зенкер-развёртку (рис. 1.6.17, е), сверло-метчик, сверло-резец, зенкер-развёртку-метчик (рис. 1.6.17, ж) и т.п. К разъёмным РИ одного типа относят наборы (комплекты) фрез или резцов, установленных на одной оправке или державке, которые одновременно вступают в работу, как единое целое, но после завершения операции могут разбираться на отдельные фрезы (рис. 1.6.17, з) или резцы. К разъёмным РИ разного типа относятся многоинструментальные державки с инструментами различной конструкции, которые одновременно вступают в работу, как единое целое, но после завершения операции могут разбираться на отдельные некомбинированные инструменты (рис. 1.6.17, и). 4. Общие сведения Самым активным элементом в системе «СПИЗ» («станок-приспособление-инструмент-заготовка») является инструмент. Это режущий инструмент, предназначенный для формообразования одного изделия из другого, и контрольно-измерительный инструмент, предназначенный для оценки параметров полученного изделия. Объектом обработки резанием является заготовка, представляющая собой изделие в твёрдом состоянии, полученное любым методом: литьём, обработкой давлением или сваркой. Главным связующим элементом в системе «СПИЗ» («станок-приспособление-инструмент-заготовка») является станок. Металлорежущим станком (МРС) называют технологическую машину, на которой путём снятия стружки с заготовки получают деталь с заданными размерами, формой, расположением и шероховатостью поверхностей [1]. Главным посредником между МРС, инструментом и заготовкой являются приспособления, которые предназначены для установки заготовки и инструмента, а также для направления инструмента и заготовки в ходе обработки резанием. Приспособления МРС, применяемые для установки и направления заготовки называются станочными. Приспособления, применяемые для установки и направления инструмента называются вспомогательными инструментами.
Режущие инструменты Режущие инструменты и виды работ, выполняемые на токарно-винторезных станках, приведены на рис. 1.9.8, 1.9.9, 1.9.10.
Рис. 1.9.8. Виды работ, выполняемые на ТВС:
точение цилиндрических (а, б, в, г) и конических (д, е, ж, з, и) поверхностей вращения, соответственно, прямым проходным (а), проходным отогнутым (б), проходным упорным (в), подрезным торцовым упорным (г) резцами; поворотом верхних салазок (д, е (растачивание)), смещением задней бабки (ж), широким резцом (з), с помощью копира (и); подрезка торцов (к, л, м, н, о), соответственно, прямым проходным (к), проходным отогнутым (л), проходным упорным (м), подрезным торцовым упорным (н), подрезным торцовым отогнутым (о) резцами; точение (растачивание) фасок прямым проходным (п) и проходным отогнутым (р) резцами
Рис. 1.9.9. Виды работ, выполняемые на ТВС (продолжение): точение прямоугольных торцовых (а), растачивание внутренних (б), точение наружных (в) канавок и отрезка (г), соответственно, канавочным прорезным для торцовых канавок, канавочным расточным, канавочным прорезным для наружных канавок, отрезным резцами; растачивание сквозных и глухих цилиндрических расточным для сквозных отверстий (д) и расточным упорным (е) резцами; точение наружных фасонных поверхностей вращения резцами: фасонным стержневым (ж), фасонным призматическим (з), фасонным дисковым (и) и прямым проходным (с применением копировального приспособления (к) или сочетанием двух подач по эталону (л))
Рис. 1.9.10. Виды работ, выполняемые на ТВС (окончание): центрование крайних торцов центровочными спиральным (а) или комбинированным (б) сверлами, или центровочной зенковкой (в); сверление, зенкерование и развёртывание сквозных (не показано) и глухих (г) отверстий, соответственно, спиральным сверлом, зенкером, машинной развёрткой; нарезание наружной (д, е) и внутренней (ж, з) резьбы, соответственно, резьбовым резцом для наружной резьбы, круглой плашкой, резьбовым резцом для внутренней резьбы, метчиком; накатывание рифлёных поверхностей прямое (и) и сетчатое (к), соответственно, роликом для прямой накатки и роликами для сетчатой накатки.
К преимуществам токарно-винторезных станков можно причислить: а) универсальность в отношении выполняемых работ и получаемых типоразмеров деталей; б) надёжность в управлении; в) технологичность конструкции, как результат давней истории и опыта эксплуатации; г) возможность быстрой подготовки к изготовлению других типоразмеров деталей; д) относительно невысокая стоимость станка.
Недостатками таких станков считаются: а) малая производительность (из-за, как правило, ручного принципа управления); б) зависимость качества обработки от квалификации станочника; в) ограничения на число одновременно размещаемых инструментов на станке.
Токарно-револьверные станки (ТРС), по причине особенностей конструкции, имеют более узкую область назначения, чем токарно-винторезные станки. Они являются специализированными станками и наиболее эффективны в среднесерийном производстве. Конструктивно ТРС отличаются отсутствием задней бабки, вместо которой установлен револьверный суппорт с револьверной головкой (РГ). Наличие механически управляемой РГ имеет ряд преимуществ: - лёгкость, быстрота и точность поворота РГ и введение в работу инструментов; - увеличение числа одновременно размещаемых на станке инструментов; - компактность размещения режущих инструментов.
Основным признаком классификации ТРС станков является расположение РГ. Имеются три разновидности: с вертикальной, горизонтальной и наклонной осью поворота РГ. Наибольшее распространение получили первая и вторая. На ТРС (рис. 1.9.11, а) с вертикальной осью поворота револьверной головки (рис. 1.9.11, б), имеются два механизма, несущих инструмент: револьверный суппорт с РГ и суппорт с четырёхпозиционным резцедержателем, как на токарном станке.
Рис. 1.9.11. Общий вид ТРС с вертикальной осью поворота РГ (а) и конструкции РГ (б) РГ совершает продольную подачу, резцедержатель – продольную и поперечную подачи. Число гнёзд (посадочных мест) в резцедержателе равно 4, а значит, возможна установка четырёх резцов. В РГ число гнёзд равно 6, в которых устанавливаются как резцы, так и осевые инструменты. Ось каждого гнёзда РГ, обращённого к заготовке, совпадает с осью шпинделя станка. На ТРС (рис. 1.9.12, а) с горизонтальной осью поворота револьверной головки (рис. 1.9.12, б) отсутствуют четырёхпозиционный резцедержатель и ходовой винт, что делает невозможным нарезание резьбы резцом.
Рис. 1.9.12. Общий вид ТРС с горизонтальной осью поворота РГ (а), конструкции РГ (б) и схемы расположения РГ относительно шпинделя станка (в)
Как правило, РГ является единственным механизмом, несущим инструмент, поэтому такие станки иногда называются револьверными, а не токарно-револьверными. Общее число инструментов, одновременно размещаемых в РГ, может составлять 12 или 16 единиц, в зависимости от числа гнёзд. Примечательно, что продольная подача инструменту обеспечивается продольным перемещением РГ, а его поперечное перемещение достигается поворотом РГ вокруг своей оси. Ось каждого гнёзда, обращённого к заготовке, совпадает с осью шпинделя станка (рис. 1.9.12, в). В ряде моделей ТРС, помимо РГ, предусмотрен так называемый приклон – специальный копировальный механизм для нарезания резьбы гребёнкой или резьбовым резцом. Сведения о нём, и других дополнительных приспособлениях, будут приведены отдельно. Важной особенностью работы ТРС является применение системы упоров для ограничения перемещений режущих инструментов в направлении подачи (рис. 1.9.13).
Рис. 1.9.13. Общий вид револьверных головок (РГ) и системы упоров на ТРС: а) общий вид РГ с горизонтальной осью поворота; б) общий вид расположения упоров на ТРС с горизонтальной осью поворота РГ: 1, 2 – система поперечных упоров; 3, 4 – передний и задний барабаны продольных упоров; в) общий вид поперечного упора; г) общий вид переднего барабана продольных упоров; д) общий вид заднего барабана продольных упоров; е) общий вид расположения упоров на ТРС с вертикальной осью поворота РГ: 1, 2 – система поперечных упоров для поперечного суппорта 3; 4 – продольный упор для суппорта 3; 5 – барабан продольных упоров для РГ
Упоры обеспечивают удобство, точность и производительность обработки. Выверка упоров выполняется заранее и требует кропотливого труда наладчика станка, который занимается, кроме того, установкой режущего и вспомогательного инструментов. Таким образом, удобство работы станочника обеспечивается трудоёмкостью предварительной подготовки станка наладчиком. Отсюда становится понятным, почему ТРС неэффективен при небольшом числе обрабатываемых заготовок. Управлением
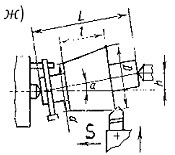
Речь пойдёт о технологических возможностях станков фрезерной группы с ручным и механическим управлением. Фрезерные автоматы и полуавтоматы будут рассмотрены в лекции о станках с программным управлением. Основными типами станков фрезерной группы с ручным и механическим управлением являются горизонтально-фрезерный, универсально-фрезерный, широкоуниверсальный фрезерный, вертикально-фрезерный и продольно-фрезерный станки. На данных станках главное движение (вращательное вокруг оси Z) совершает инструмент, а движение подачи – заготовка (поступательное, по координатам X , Y , Z, или медленное вращение вокруг одной из координат). Обработке подлежат различные по форме и расположению поверхности (и их сочетания) на штучных заготовках различной формы с помощью фрез. Кратные заготовки устанавливаются только для разрезки. Горизонтально-фрезерные станки (рис. 1.11.1, а) являются универсальными, с точки зрения выполняемых работ. Они применяются в условиях единичного, мелко- и среднесерийного производства и предполагают две схемы наладки. Первая схема (рис. 1.11.1, б) предусматривает работу одиночной фрезой (дисковой, или угловой, или полукруглой, или цилиндрической, или торцовой, или концевой) и применяется в единичном, мелко- и среднесерийном производстве. Вторая схема (рис. 1.11.1, в) предусматривает одновременную работу нескольких фрез и применяется в среднесерийном производстве. В комплект фрез могут входить дисковые, угловые, полукруглые, цилиндрические, фасонные в различных сочетаниях. Независимо от схемы, на столе станка допускается размещение нескольких заготовок.
Рис. 1.11.1. Общий вид горизонтально-фрезерного станка и схем его наладок Широкоуниверсальные фрезерные станки (рис. 1.11.2) имеют два шпинделя (горизонтальный и вертикальный) с независимыми приводами. Фрезы, установленные в шпинделях, могут работать как одновременно, так и последовательно. Стол станка, помимо перемещения по трём координатам, может поворачиваться в горизонтальной плоскости.
Рис. 1.11.2. Общий вид широкоуниверсального фрезерного станка
Вертикально-фрезерные станки эффективны в условиях единичного, мелко- и среднесерийного производства. Непосредственно в работе всегда участвует только одна торцовая (или концевая) фреза, установленная в вертикальном шпинделе неподвижной шпиндельной бабки (рис. 1.11.3, а). В некоторых моделях данного типа станков, шпиндельная бабка вместе с шпинделем и фрезой может принимать наклонное положение, в пределах ±45° (рис. 1.11.3, б). На столе станка можно установить несколько заготовок, перемещая их относительно фрезы в различных направлениях (вертикальном, продольном, поперечном).
Рис. 1.11.3. Общий вид вертикально-фрезерных станков с неподвижной (а) и поворотной (б) шпиндельной бабкой
Продольно-фрезерные станки (рис. 1.11.4) эффективны в любом типе производства для обработки одной или нескольких крупных по величине заготовок, которые совершают вместе со столом только продольное перемещение.
Рис. 1.11.4. Общий вид продольно-фрезерных станков: а) одностоечных; б) двухстоечных с неповоротными шпиндельными бабками; в) двухстоечных с поворотными шпиндельными бабками Торцовые фрезы, применяемые на данных станках, устанавливаются в шпиндельных бабках, независимо регулируемых с возможностью (иногда) наклонного расположения относительно поверхности стола. Число шпиндельных бабок различно. Обозначение станков с ЧПУ Основное обозначение аналогично традиционным станкам с ручным управлением. К основному обозначению добавляется информация в следующем порядке: а) конструктивная особенность: Р – смена инструмента поворотом револьверной головки; М – смена инструмента из магазина инструментов; б) разновидность системы ЧПУ: Ц – цикловое управление; Ф1 – управление цифровой индикацией положения рабочих органов и ручным вводом данных (преднабором координат); Ф2 – позиционное управление; Ф3 – контурное управление; Ф4 – смешанное, или комбинированное управление. Примеры полных обозначений некоторых станков с ЧПУ приведены в конце лекции. Сущность понятия «технологичность» В любом производстве, включая приборостроение, существуют понятие «технологичность» и задача отработки объекта производства на технологичность. Причём задача эта является одной из важнейших, которые приходится решать на производстве. В чём её сущность? Под отработкой объекта производства на технологичность понимается установление соответствия данного объекта и окружающей среды [21] на каждой стадии его жизненного цикла. В общем случае эта задача состоит из трёх последовательно выполняемых подзадач: а) всесторонний анализ объекта производства с целью выявления несоответствий его окружающей среде; б) установление необходимости устранения выявленных несоответствий; в) устранение несоответствий, если в этом есть необходимость (возможна ситуация, когда несоответствия не существенны, или их устранение неэффективно). Примеры конкретных несоответствий будут рассмотрены в следующей теме, а сейчас рассмотрим классификацию объектов отработки на технологичность. Все объекты отработки на технологичность можно разделить на 4 разновидности. 1. Производственный процесс (или его элементы) всего предприятия (или его подразделений) в отношении всей продукции (или отдельного прибора). В общем случае, объектом отработки на технологичность выступает всё производство в целом (производственное объединение, завод, фирма и т.п.). Такая всесторонняя экспертиза всего производства получила название «технологический аудит» [20]. В частном случае объектом является физический процесс преобразования исходного материала в готовую продукцию. 2. Описание производственного процесса (или его элементов) в виде документов или (и) нематериальных моделей. 3. Прибор (или его элементы) в виде материального объекта. 4. Описание прибора (или его элементов) в виде документов или (и) нематериальных моделей. Под технологичностью объекта производства понимается его комплексная характеристика, определяющая: а) затраты различного вида (материальные, энергетические, временные, стоимостные, информационные и т.д.), связанные с существованием объекта на всём протяжении его жизненного цикла; б) соответствие этих затрат некой допускаемой величине (норме). Чем меньше затраты, тем более технологичен объект производства, и наоборот. Если воспринимать зависимость между затратами и технологичностью в буквальном смысле, то можно придти к парадоксу: «самым технологичным является объект, который не существует, поскольку не требует никаких затрат». Однако такой вывод не корректен, т.к. нельзя рассматривать технологичность несуществующего объекта. И всё же, если объект существует, то затраты неизбежны, но они не должны превышать допустимого предела.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 525; Нарушение авторского права страницы