|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация приспособлений к металлорежущим станкам
В зависимости от принадлежности к станкам, различают токарные, сверлильные, фрезерные, шлифовальные и т.п. приспособления. По степени механизации и автоматизации различают ручные, механизированные, полуавтоматические и автоматические. По принципу привода и крепления различают механические, электромеханические, пневматические, гидравлические, магнитные, вакуумные и др. Установлена классификация станочных приспособлений по степени их универсальности и специализации [2, 4]. · Универсальные безналадочные приспособления (УБП) обеспечивают установку заготовок широкой номенклатуры и являются приспособлениями общего назначения. Конструкция УБП представляет собой законченный механизм долговременного действия, предназначенный для многократного использования без доработки. Применяются в единичном, мелко- и среднесерийном производстве при выполнении малотрудоёмких работ. К УБП относятся универсальные патроны, тиски, поворотные столы и т.д. · Универсально-наладочные приспособления (УНП) состоят из универсальной и наладочной (сменной) частей. Универсальная часть является постоянной. Наладочная часть представляет собой сменные наладки, которые изготавливают в зависимости от формы и размеров изделий, устанавливаемых в приспособлении. УНП применяют в мелко- и среднесерийном производствах. К УНП относятся универсальные патроны со сменными кулачками, универсально-наладочные тиски, групповые приспособления и т.д. · Специализированные наладочные приспособления (СНП) состоят из универсальной и наладочной (сменной) частей. Отличие СНП от УНП в следующем. Во-первых, они ориентированы на изделия более близкие по конструктивно-технологическим размерам, способам обработки и общности установочных поверхностей. Во вторых, они обладают большей механизацией и производительностью за счёт, в частности, многоместного принципа конструирования. Применяются в средне- и крупносерийном производствах. · Универсально-сборные приспособления (УСП) представлены комплектами стандартных деталей и узлов многократного применения. Элементы УСП полностью взаимозаменяемы, обладают высокой износоустойчивостью и большим сроком службы в эксплуатации (18-20 лет). На заводах комплект элементов УСП состоит из 15-25 тыс. деталей и определённого количества стандартных неразборных узлов (базовых плит). При таком количестве деталей можно собирать и использовать на станках одновременно 150-300 компоновок различных приспособлений. Минимальный комплект элементов УСП может состоять из 1,2-2,6 тыс. деталей. УСП, как специальные приспособления краткосрочного использования, эффективно применять в единичном и мелкосерийном производствах, а также в период запуска новых изделий в средне- и крупносерийном производствах. Практика использования системы УСП показывает, что примерно 60 % собираемых приспособлений составляют сверлильные, 30 % – фрезерные, 7 % – токарные и 3 % – другие приспособления [4]. · Сборно-разборные приспособления (СРП) конструируются и собираются из стандартных и нормализованных частей. В состав приспособлений могут входить и специальные детали с небольшой трудоёмкостью изготовления. Примерно 90 % всех СРП имеют механизированные приводы (пневматические и гидравлические). В СРП в отличие от УСП собираемые узлы преобладают над деталями. СРП применяются в крупносерийном и массовом производствах, как специальные приспособления долгосрочного применения. · Неразборные специальные приспособления (НСП) представляют собой необратимые конструкции, не предназначенные для разборки с целью повторного использования узлов и деталей в других конструкциях. В конструкциях НСП широко используют стандартные детали и узлы общего назначения. Небольшую их часть составляют специальные детали. НСП эффективны в крупносерийном и массовом производствах.
Ко всем приспособлениям предъявляют три основных требования [5]: - отвечать своему назначению, - обеспечивать заданную точность обработки, - быть удобным и безопасным в эксплуатации.
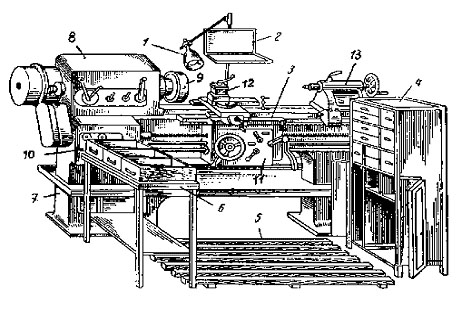
5. Токарно-винторезные станки (ТВС) Токарно-винторезные станки являются самыми универсальными среди всех металлорежущих станков с точки зрения разнообразия выполняемых работ. Наиболее эффективно применение ТВС в единичном и мелкосерийном производстве несложных деталей средней точности. Применение различных дополнительных устройств, расширяющих технологические возможности станков, будет рассмотрено отдельно. Общий вид рабочего места токаря-универсала, работающего на ТВС, показан на рис. 1.9.1.
Рис. 1.9.1. Общий вид рабочего места токаря: 1– электролампа; 2 – планшет для чертежей; 3 – станок; 4 – инструментальный шкаф; 5 – подножная решётка; 6 – ящики для деталей и заготовок
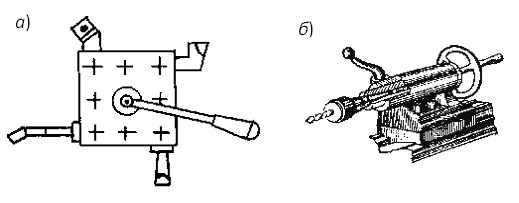
Напомним основные части и узлы станка (рис. 1.9.1). · Станина (7) – массивное основание, выполненное, как правило, из чугуна и предназначенное для размещения основных узлов станка. Важнейшим требованием к станине является неизменность её формы. Наиболее ответственной частью являются направляющие, которые обеспечивают прямолинейное перемещение рабочим частям станка (суппорту и задней бабки). Как правило, в нижней части станины располагается двигатель, который обеспечивает подвижность всем рабочим механизмам станка. · Передняя бабка (8) – неподвижная чугунная коробка на левом конце станины, внутри которой расположена коробка скоростей со шпинделем станка. Шпиндель представляет собой полый вал, установленный в подшипниках. На шпиндель передаётся вращение от двигателя через клиноремённую передачу и систему зубчатых колёс (шестерён), расположенных в коробке скоростей. Используя передвижные блоки зубчатых колёс, можно изменять скорость (частоту) вращения шпинделя. На правом конце шпинделя монтируется станочное приспособление (9) для удержания заготовки во время обработки. Изменение частоты вращения шпинделя приводит, тем самым, к изменению частоты вращения заготовки. · Коробка подач (10) – механизм, расположенный в левой нижней части станка, и служащий для передачи, через систему зубчатых колёс, вращения шпинделя к ходовому валу или ходовому винту, и через них, приводит к прямолинейному движению инструмента. Ходовой винт обеспечивает движение инструмента (резьбового резца) для нарезания резьбы. Ходовой винт – для механического движения всех других инструментов. · Суппорт (11) – устройство для закрепления режущих инструментов и сообщения им движения подачи. Основной его частью является фартук – механизм преобразования вращательного движения ходового вала или ходового винта в прямолинейное движение суппорта. Кроме этого, суппорт включает в себя нижние салазки, которые перемещаются по направляющим станка (вдоль оси вращения шпинделя), поперечные салазки (поперёк оси вращения шпинделя), поворотные верхние салазки с резцедержателем (12). Резцедержатель может занимать четыре фиксированных положения и нести до 4-х резцов (рис. 1.9.2, а).
Рис. 1.9.2. Общий вид 4-х позиционного резцедержателя (вид сверху) с 4-мя резцами (а) и задней бабки со спиральным сверлом (б)
· Задняя бабка (13) – подвижная в продольном направлении чугунная коробка, с возможностью незначительного перемещения в поперечном направлении с помощью винта. Внутри задней бабки расположена подвижная пиноль с центровым коническим отверстием. В это отверстие может устанавливаться так называемый задний центр (жёсткий конус) для поддержания выступающей части заготовки и увеличения жёсткости. Кроме того, данное отверстие может использоваться для непосредственной установки одного осевого режущего инструмента, например сверла (рис. 1.9.2, б). Таким образом, режущий инструмент размещается на ТВС, в общем случае, в двух механизмах (инструменто-носителях) станка. Основным является четырёхпозиционный резцедержатель, с возможностью перемещения вдоль и (или) поперёк оси вращения заготовки. Дополнительным механизмом, несущим инструмент, может являться пиноль задней бабки, которая перемещается только вдоль оси вращения заготовки. Общее число инструментов, одновременно размещаемых на станке, составляет 5 единиц (четыре резца – в резцедержателе и один, осевой инструмент – в задней бабке). Однако часто случается, что такого числа инструментов недостаточно для изготовления деталей средней сложности и, тем более, сложных. В этом случае станок оснащают дополнительными устройствами.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 330; Нарушение авторского права страницы