|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вспомогательный инструмент к токарно-револьверным станкам
На рис. 1.9.16, 1.9.17 приведены примеры вспомогательных инструментов для ТРС с вертикальной и горизонтальной осью поворота револьверной головки.
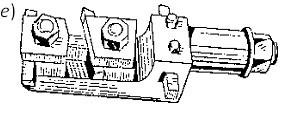
Рис. 1.9.16. Примеры вспомогательных инструментов к ТРС с вертикальной осью РГ: а) регулируемый упор; б) державка для отрезного резца в поперечном суппорте; в) жёсткие стойки в РГ (одно-, двух- и восьмиместная); г) инструменты в одноместных стойках; д) комбинированная державка для 2-х инструментов в одноместной стойке; е) инструменты в семиместной стойке с направляющей штангой (1) для жёсткости
Для ограничения «вылета» прутка при установке его в самоцентрирующий патрон, в одно из гнёзд РГ (независимо от оси поворота) устанавливают вспомогательный упор – жёсткий или регулируемый металлический стержень (рис. 1.9.16, а). При установке резцов в четырёхпозиционный резцедержатель ТРС (с вертикальной осью поворота РГ) применяются, как и на ТВС (рис. 1.9.7, а), пластинки для выверки резца по высоте. В остальных случаях, применяется целая система вспомогательных инструментов: одно- и многоместных, составных и несоставных. Есть такие, которые применяются только на ТРС с вертикальной осью РГ (например, жёсткие стойки, рис. 1.9.16, в, е), или – только на ТРС с горизонтальной осью РГ (например, державки для отрезных резцов, рис. 1.9.16, б), или – на тех и других станках (например, комбинированные державки, рис. 1.9.16, д).
Рис. 1.9.17. Примеры вспомогательных инструментов к ТРС с горизонтальной осью поворотаРГ: а) общий вид ТРС, оснащённого режущими и вспомогательными инструментами; б) разрезные втулки и ключ для установки револьверных резцов с цилиндрической державкой; в) примеры установки резцов с помощью разрезных втулок; г) цанговый патрон для свёрл с цилиндрическим хвостовиком; д) державки для отрезных резцов и общий вид РГ при работе отрезным резцом; е) общий вид трёхрезцовой державки; ж) державка для установки 4-х упорных проходных токарных резцов
Уже по конструкции вспомогательных инструментов видно, что на ТРС, в целях повышения производительности обработки, практикуется одновременная работа несколькими инструментами. Более того, необходимо к этому стремиться. Возможность совмещённой обработки определяется мощностью двигателя станка, жёсткостью системы «СПИЗ», надёжностью установки заготовки, техническими требованиями к детали. На ТРС с вертикальной осью РГ задача совместной работы инструментов решается проще, чем на ТРС с горизонтальной осью РГ, за счёт независимых перемещений РГ и четырёхпозиционного резцедержателя (рис. 1.9.18).
Рис. 1.9.18. Пример одновременной работы револьверной головки и резцедержателя
Так, например, при совмещении сверления с точением резцом, установленным в резцедержателе, возможны быстрые отводы сверла для его охлаждения при непрекращающемся точении. Однако конструкция вспомогательного инструмента на ТРС с горизонтальной осью РГ будет менее сложна. Например, на рис. 1.9.16, е видно, что семиместная стойка требует дополнительной штанги (1) для жёсткости. Режущие инструменты, применяемые в ТРС, в основном, те же, что и на токарно-винторезных станках. Есть некоторые различия в конструкциях резцов. Дело в том, что для ТРС были разработаны, в своё время, револьверные резцы. Они, в отличие от токарных, имеют более короткую державку и цилиндрическую форму вместо гранёной прямоугольной. Изменение формы объясняется удобством крепления таких резцов в гнёздах РГ, а укорачивание вызвано необходимостью увеличения их жёсткости. Однако, наряду с револьверными, на ТРС применяются и токарные резцы. Первые используются в том случае, когда резец работает в осевом положении (рис. 1.9.17, в), вторые – в радиальном (рис. 1.9.16, б, д; 1.9.17, д, е, ж). В отличие от токарно-винторезных станков, на ТРС используются радиусные резцы для образования скруглений (рис. 1.9.19), а также фасочные резцы для притупления острых кромок и образования фасок (рис. 1.9.20).
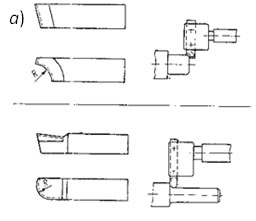
Рис. 1.9.19. Радиусные вогнутые и галтельные резцы для ТРС с вертикальной осью РГ (а) и горизонтальной осью РГ (б)
Рис. 1.9.20. Фасочный односторонний резец для ТРС с вертикальной осью РГ (а) и фасочные одно- и двусторонний резцы для ТРС с горизонтальной осью РГ (б)
Кроме того, практикуется применение комбинированных режущих инструментов (рис. 1.9.21).
Рис. 1.9.21. Примеры комбинированных режущих инструментов, применяемых на ТРС: а) сверло-метчик; б) сверло-зенковка; в) двухступенчатый сборный зенкер Итак, преимуществами ТРС, в сравнении с токарно-винторезными станками, являются: - повышенная производительность; - лёгкость управления; - меньшая зависимость качества обработки от квалификации станочника, а большая – от наладчика; - возможность размещения большего числа инструментов, а значит, способность изготавливать более сложные детали. Недостатками таких станков считаются: - сложность и трудоёмкость подготовки станка к работе; - меньшая универсальность в отношении разнообразия выполняемых работ и размеров обрабатываемых заготовок.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 385; Нарушение авторского права страницы