|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вспомогательный инструмент для токарно-винторезных станков
При установке резцов в четырёхпозиционный резцедержатель станка используются, как правило, точные стальные пластинки (подкладки). С помощью них резцы выверяются по высоте (рис. 1.9.7, а).
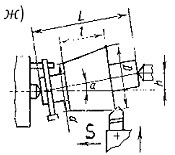
Рис. 1.9.7. Общий вид вспомогательного инструмента для токарно-винторезных станков: а) установка резца с подкладкой (1); б), в) державки (1) для призматического и круглого фасонных резцов (2); г) державка (1) для накатного ролика (2); д) переходная втулка (1) со вставленным в неё хвостовиком осевого инструмента; е) сверлильный трёхкулачковый патрон с ключом; ж), з) приспособления для установки метчика и плашки; и) плашкодержатель (1) с плашкой (2); к) ручное и механическое нарезание резьбы плашкой и плашкодержателем
Режущие инструменты Режущие инструменты и виды работ, выполняемые на токарно-винторезных станках, приведены на рис. 1.9.8, 1.9.9, 1.9.10.
Рис. 1.9.8. Виды работ, выполняемые на ТВС:
точение цилиндрических (а, б, в, г) и конических (д, е, ж, з, и) поверхностей вращения, соответственно, прямым проходным (а), проходным отогнутым (б), проходным упорным (в), подрезным торцовым упорным (г) резцами; поворотом верхних салазок (д, е (растачивание)), смещением задней бабки (ж), широким резцом (з), с помощью копира (и); подрезка торцов (к, л, м, н, о), соответственно, прямым проходным (к), проходным отогнутым (л), проходным упорным (м), подрезным торцовым упорным (н), подрезным торцовым отогнутым (о) резцами; точение (растачивание) фасок прямым проходным (п) и проходным отогнутым (р) резцами
Рис. 1.9.9. Виды работ, выполняемые на ТВС (продолжение): точение прямоугольных торцовых (а), растачивание внутренних (б), точение наружных (в) канавок и отрезка (г), соответственно, канавочным прорезным для торцовых канавок, канавочным расточным, канавочным прорезным для наружных канавок, отрезным резцами; растачивание сквозных и глухих цилиндрических расточным для сквозных отверстий (д) и расточным упорным (е) резцами; точение наружных фасонных поверхностей вращения резцами: фасонным стержневым (ж), фасонным призматическим (з), фасонным дисковым (и) и прямым проходным (с применением копировального приспособления (к) или сочетанием двух подач по эталону (л))
Рис. 1.9.10. Виды работ, выполняемые на ТВС (окончание): центрование крайних торцов центровочными спиральным (а) или комбинированным (б) сверлами, или центровочной зенковкой (в); сверление, зенкерование и развёртывание сквозных (не показано) и глухих (г) отверстий, соответственно, спиральным сверлом, зенкером, машинной развёрткой; нарезание наружной (д, е) и внутренней (ж, з) резьбы, соответственно, резьбовым резцом для наружной резьбы, круглой плашкой, резьбовым резцом для внутренней резьбы, метчиком; накатывание рифлёных поверхностей прямое (и) и сетчатое (к), соответственно, роликом для прямой накатки и роликами для сетчатой накатки.
К преимуществам токарно-винторезных станков можно причислить: а) универсальность в отношении выполняемых работ и получаемых типоразмеров деталей; б) надёжность в управлении; в) технологичность конструкции, как результат давней истории и опыта эксплуатации; г) возможность быстрой подготовки к изготовлению других типоразмеров деталей; д) относительно невысокая стоимость станка.
Недостатками таких станков считаются: а) малая производительность (из-за, как правило, ручного принципа управления); б) зависимость качества обработки от квалификации станочника; в) ограничения на число одновременно размещаемых инструментов на станке.
Токарно-револьверные станки (ТРС), по причине особенностей конструкции, имеют более узкую область назначения, чем токарно-винторезные станки. Они являются специализированными станками и наиболее эффективны в среднесерийном производстве. Конструктивно ТРС отличаются отсутствием задней бабки, вместо которой установлен револьверный суппорт с револьверной головкой (РГ). Наличие механически управляемой РГ имеет ряд преимуществ: - лёгкость, быстрота и точность поворота РГ и введение в работу инструментов; - увеличение числа одновременно размещаемых на станке инструментов; - компактность размещения режущих инструментов.
Основным признаком классификации ТРС станков является расположение РГ. Имеются три разновидности: с вертикальной, горизонтальной и наклонной осью поворота РГ. Наибольшее распространение получили первая и вторая. На ТРС (рис. 1.9.11, а) с вертикальной осью поворота револьверной головки (рис. 1.9.11, б), имеются два механизма, несущих инструмент: револьверный суппорт с РГ и суппорт с четырёхпозиционным резцедержателем, как на токарном станке.
Рис. 1.9.11. Общий вид ТРС с вертикальной осью поворота РГ (а) и конструкции РГ (б) РГ совершает продольную подачу, резцедержатель – продольную и поперечную подачи. Число гнёзд (посадочных мест) в резцедержателе равно 4, а значит, возможна установка четырёх резцов. В РГ число гнёзд равно 6, в которых устанавливаются как резцы, так и осевые инструменты. Ось каждого гнёзда РГ, обращённого к заготовке, совпадает с осью шпинделя станка. На ТРС (рис. 1.9.12, а) с горизонтальной осью поворота револьверной головки (рис. 1.9.12, б) отсутствуют четырёхпозиционный резцедержатель и ходовой винт, что делает невозможным нарезание резьбы резцом.
Рис. 1.9.12. Общий вид ТРС с горизонтальной осью поворота РГ (а), конструкции РГ (б) и схемы расположения РГ относительно шпинделя станка (в)
Как правило, РГ является единственным механизмом, несущим инструмент, поэтому такие станки иногда называются револьверными, а не токарно-револьверными. Общее число инструментов, одновременно размещаемых в РГ, может составлять 12 или 16 единиц, в зависимости от числа гнёзд. Примечательно, что продольная подача инструменту обеспечивается продольным перемещением РГ, а его поперечное перемещение достигается поворотом РГ вокруг своей оси. Ось каждого гнёзда, обращённого к заготовке, совпадает с осью шпинделя станка (рис. 1.9.12, в). В ряде моделей ТРС, помимо РГ, предусмотрен так называемый приклон – специальный копировальный механизм для нарезания резьбы гребёнкой или резьбовым резцом. Сведения о нём, и других дополнительных приспособлениях, будут приведены отдельно. Важной особенностью работы ТРС является применение системы упоров для ограничения перемещений режущих инструментов в направлении подачи (рис. 1.9.13).
Рис. 1.9.13. Общий вид револьверных головок (РГ) и системы упоров на ТРС: а) общий вид РГ с горизонтальной осью поворота; б) общий вид расположения упоров на ТРС с горизонтальной осью поворота РГ: 1, 2 – система поперечных упоров; 3, 4 – передний и задний барабаны продольных упоров; в) общий вид поперечного упора; г) общий вид переднего барабана продольных упоров; д) общий вид заднего барабана продольных упоров; е) общий вид расположения упоров на ТРС с вертикальной осью поворота РГ: 1, 2 – система поперечных упоров для поперечного суппорта 3; 4 – продольный упор для суппорта 3; 5 – барабан продольных упоров для РГ
Упоры обеспечивают удобство, точность и производительность обработки. Выверка упоров выполняется заранее и требует кропотливого труда наладчика станка, который занимается, кроме того, установкой режущего и вспомогательного инструментов. Таким образом, удобство работы станочника обеспечивается трудоёмкостью предварительной подготовки станка наладчиком. Отсюда становится понятным, почему ТРС неэффективен при небольшом числе обрабатываемых заготовок. |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 669; Нарушение авторского права страницы