|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные конструктивные и технологические особенности ОЦ СФР⇐ ПредыдущаяСтр 11 из 11
1. В основе компоновки станков – один шпиндель и два варианта его расположения: или вертикальное (рис. 1.19.2, 1.19.3), или горизонтальное (рис. 1.19.4). При вертикальном положении шпинделя рабочий стол станка перемещается по двум прямоугольным координатам в горизонтальной плоскости, а шпиндельная бабка имеет вертикальное перемещение. Такая компоновка предпочтительна для изготовления деталей с односторонней доступностью обрабатываемых поверхностей. При необходимости обработки с разных сторон, на столе станка устанавливаются переналаживаемые многопозиционные приспособления, в том числе поворотные. Однако необходимо отметить, что поворотные приспособления, расширяя возможности станка, понижают жёсткость системы «СПИЗ» и занимают значительную часть рабочей зоны станка. В случае горизонтального расположения шпинделя в станках предусмотрен поворотный стол, что обеспечивает доступ инструмента с различных сторон заготовки. 2. Заложена возможность одновременного размещения большого числа (до 200 единиц), разнообразных по конструкции (расточных головок, фрез, свёрл и т.п.) и по назначению (режущих и контрольно-измерительных) инструментов. Инструменты размещаются в инструментальных магазинах поворотного, цепного и стеллажного типов. Простейшим таким магазином выступает револьверная головка (РГ), в которой шпиндель и накопитель инструментов находятся в одном механизме. Смена инструментов в РГ происходит быстро и просто, однако в ОЦ СФР они не нашли широкого применения по следующим причинам: - малая ёмкость (вместимость не более 6-8 инструментов); - не высокая жёсткость конструкции, снижающей точность обработки; - значительные габариты шпиндельной бабки с РГ; - ограниченность вертикального хода инструмента в рабочей позиции, если в соседних позициях РГ установлены длинные державки с инструментами.
Магазин поворотного (рис. 1.19.4, а) типа конструктивно схож с револьверной головкой и представляет собой диск или барабан, на периферии которых в специальных гнёздах размещаются инструменты. Отличие – в более плотной упаковке (большей вместимости) инструментов (до 30 и более) и в раздельном исполнении от шпинделя станка. Магазин цепного типа (рис. 1.19.2, б, 1.19.4, б) представляет собой цепной транспортёр, шаг которого определяется диаметром инструментов, а его длина – ёмкостью накопителя. Вместимость магазина может достигать 60-ти и более инструментов. Магазин стеллажного (или кассетного) типа (рис. 1.19.3) представляет собой вертикальную или горизонтальную плиту с рядами гнёзд под инструмент. Данная конструкция обеспечивает самую плотную упаковку, но усложняет поиск инструмента. В первых двух типах магазинов поиск осуществлялся одним движением, в третьем – двумя. Иногда применяются комбинированные накопители инструментов, обычно инструментальный магазин применяется в сочетании с револьверной головкой (рис. 1.19.2, а). 3. Основными станочными приспособлениями, в которых устанавливаются заготовки, являются простые универсально-сборные переналаживаемые приспособления (УСП), применяемые взамен малопроизводительных универсальных и дорогих специальных приспособлений. 4. Предусмотрена возможность автоматической смены столов-спутников (т.н. палет) с приспособлениями и заготовками, настраиваемых на станке в начале операции и во время её выполнения. 5. На ОЦ СФР обеспечивается многокоординатное относительное перемещение инструментов и заготовки в ходе выполнения операции. Минимальное число управляемых координат равно трём ( X , Y , Z). На рис. 1.19.5, 1.19.6 приведены примеры работ, выполняемых на ОЦ СФР.
Рис. 1.19.5. Примеры работ, выполняемых на ОЦ СФР с вертикальным шпинделем: а) сверление любого числа отверстий различной глубины; б) растачивание гладкого отверстия с выточками; в) контурное торцовое фрезерование плоскости; г) последовательное фрезерование плоскостей, расположенных на различных уровнях; д) контурное боковое фрезерование криволинейных поверхностей
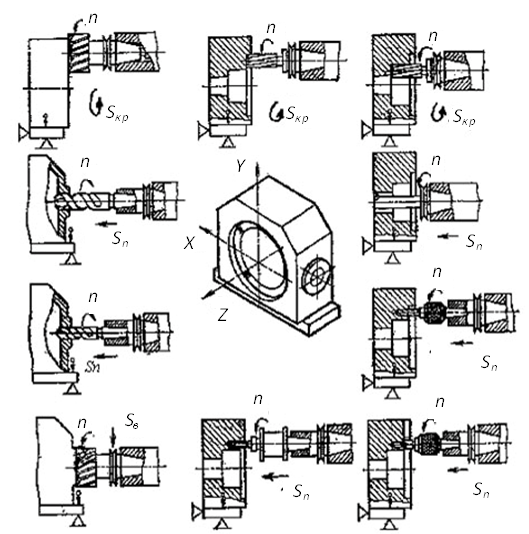
Рис. 1.19.6. Пример работ, выполняемых на ОЦ СФР с горизонтальным шпинделем для изготовления заданной детали (n – обороты шпинделя; Sn – продольная подача; S в – вертикальная подача; S кр – круговая подача)
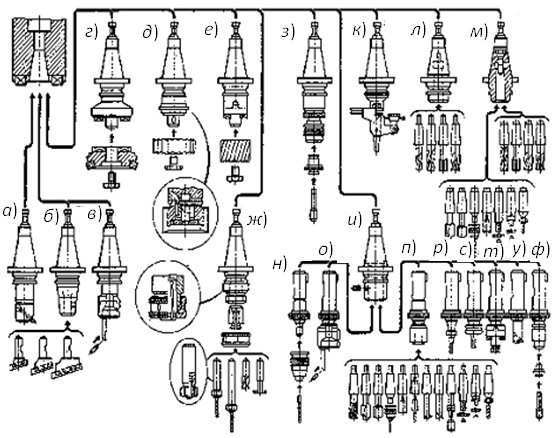
6. Требования к технологичности конструкции деталей, изготавливаемых на ОЦ СФР, отличаются от требований к технологичности деталей, изготавливаемых на фрезерных и сверлильных станках с ЧПУ, и тем более без ЧПУ. Кроме того, они могут изменяться в зависимости от того, на какой модели ОЦ СФР деталь изготавливается. Общие требования к технологичности можно сформулировать на основе рис. 1.19.5, 1.19.6. 7. Требования, предъявляемые к режущему и вспомогательному инструменту аналогичны требованиям, предъявляемым к инструменту для традиционных станков с ЧПУ. Однако следует отметить, что комплект режущего и вспомогательного инструмента для ОЦ СФР имеет расширенную номенклатуру (рис. 1.19.7).
Рис. 1.19.7. Комплект режущего и вспомогательного инструмента для ОЦ СФР: а), б), в) оправки для расточного инструмента; г), д), е) оправки для фрез с торцовой или продольной шпонкой, передающей крутящий момент; ж) цанговый патрон для стандартных свёрл, зенкеров, развёрток, фрез диаметром до 20 мм и специальных фрез диаметром 20-40 мм, имеющих цилиндрический хвостовик; з) патрон для метчиков; и) патрон для переходных оправок, позволяющих регулировать осевые размеры инструментов вне станка (н, о, п, р, с, т, у, ф); к) оправка-центроискатель; л) оправка для концевого инструмента с конусом Морзе и с поводком; м) оправка для концевого инструмента с конусом Морзе, без поводка.
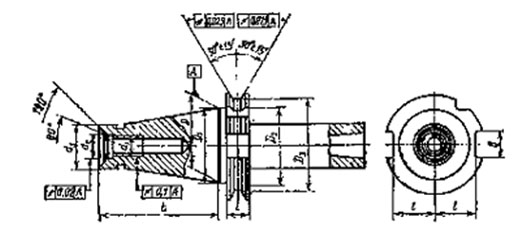
Конструкция посадочного хвостовика у всех оправок и патронов ОЦ СФР одинакова и представлена на рис. 1.19.8.
Рис. 1.19.8. Конструкция хвостовика вспомогательного инструмента для ОЦ СФР
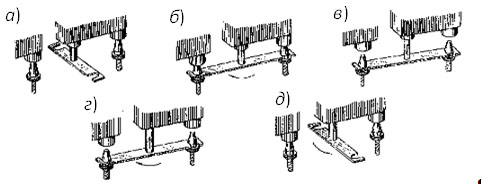
8. На ОЦ СФР предусмотрена автоматическая смена инструментов: возможность автоматического перемещения инструментов из одного инструментоносителя в другой: из шпиндельной бабки в инструментальный магазин, и наоборот (рис. 1.19.9, 1.19.10).
Рис. 1.19.9. Последовательность действий двуручного манипулятора (или автооператора с двумя захватами) в ходе автоматической смены инструментов: а) исходное положение; б) поворот манипулятора на 90° по часовой стрелке и захват инструментов; в) движение манипулятора вниз с выниманием инструментов из гнёзд; г) поворот манипулятора на 180° и движение вверх с загрузкой инструментов в гнёзда; д) поворот манипулятора на 90° с возвращением в исходное положение.
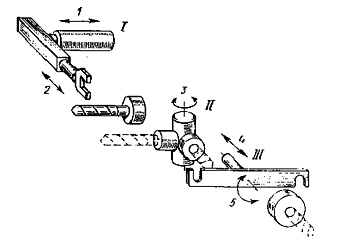
Рис. 1.19.10. Пример автоматической смены инструментов на ОЦ СФР с поворотным магазином (см. рис. 1.19.4, а) и тремя автооператорами: загрузочным оператором магазина (I), транспортным оператором (II) и загрузочным оператором шпинделя (III).
Смена инструмента включает в себя: захват инструмента в магазине оператором I (движение 2), вытаскивание инструмента (движение 1), транспортирование инструмента на позицию автооператора II (движение 2), поворот инструмента на 90° (движение 3), одновременный захват инструментов в автооператоре II и шпинделе (движение 5), вытаскивание инструментов (движение 4), инструменты меняются местами (движение 5), загрузка инструментов (движение 4), поворот инструмента в автооператоре II на 90º (движение 3), захват инструмента автооператором I (движение 2), вытаскивание инструмента (движение 1), перемещение инструмента к магазину (движение 2), загрузка инструмента в магазин (движение 1), возвращение автооператора II в исходное положение. Рассмотрим общую характеристику трёх моделей ОЦ СФР зарубежного производства.
1. ОЦ СФР модели «МС032», фирма «Динамо-Сливен», Болгария (рис. 1.19.11).
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 362; Нарушение авторского права страницы