|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Составление балансовой ведомости оборудования
Составьте балансовую ведомость оборудования в соответствии с технологическим процессом, представленным в индивидуальном задании. Таблица 5 Балансовая ведомость оборудования
ПРИМЕР: Рассчитаем количество станков каждого типа:
где ФД – действительный годовой фонд работы оборудования при работе в одну смену длительностью 8 ч.; m – число смен работы станка в сутки.
где t шт i – штучное время для обработки одной детали на станках данного типа, мин.; N – количество деталей, обрабатываемых в год на станках данного типа. Необходимое количество токарных многоцелевых станков с ЧПУ 11Б40ПФ3 находим расчетным путем: СР1= Спр1=6 станков. Необходимое количество кругло-шлифовальных станков 3М150 находим аналогичным образом: СР2= Спр2= 2 станка. Необходимое количество плоскошлифовальных станков 3Г71М определяем по тем же формулам: СР3= Спр3= 1 станок. Необходимое количество протяжных станков 7Б55 находим аналогично: СР4= Спр4= 1 станок. Общее принятое количество станков: Спр=6+2+1+1=10 шт. Расчет коэффициентов загрузки оборудования 1.Коэффициент загрузки токарных многоцелевых станков с ЧПУ 11Б40ПФ3: Кзагр1= Кзагр1= 2.Коэффициент загрузки кругло-шлифовальных станков 3М150: Кзагр2= 3.Коэффициент загрузки плоскошлифовального станка 3Г71М: Кзагр3= 4.Коэффициент загрузки протяжного станка 7Б55: Кзагр3=
Рисунок 1 - Диаграмма загрузки оборудования
Расчет среднего коэффициента использования станков по основному времени: Ко.ср = где t 0 - сумма основного времени для всех операций, мин.; t шт – сумма штучного времени для всех операций, мин.
Ко.ср = Таблица 6 Сводная ведомость оборудования на участке
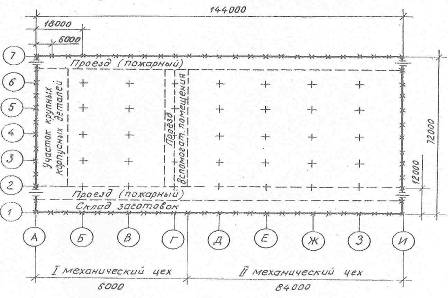
Определение площади участка При расчете участка механосборочного цеха в условиях серийного производства или участка поточных и автоматических линий в условиях массового, автоматизированного производства решаются следующие вопросы: 1) на основании расчетов годовой трудоемкости (станко/ч), производимых в экономическом разделе проекта, рассчитывается количество основного и вспомогательного оборудования, а также количество подъемно-транспортных средств; 2) составляется ведомость работающих (людей) по профессиям и сменам; 3) производится планировка оборудования, подъемно-транспортных средств и рассчитывается площадь участка (цеха). Широкое применение станков с числовым программным управлением (ЧПУ) в мелкосерийном и серийном производствах побуждает проектировать участки с наиболее рациональным размещением этих станков: - участки по механической обработке валов, шестерен с использованием станков с ЧПУ и - роботизированные технологические комплексы (РТК) с жесткими или гибкими связями. Такие участки или цехи проектировать несколько труднее, так как усложняется их обслуживание в процессе эксплуатации, требуется решение вопроса отвода стружки из зоны резания и от станков. Механосборочный или механический цех состоит из отдельных участков или линий. Механические цехи серийного производства обычно состоят из участков по обработке валов, шестерен, корпусных деталей, иными словами, представляют собой предметно-замкнутые линии. 1.1. Расчет оборудования, необходимого для обработки годового количества деталей, производится в экономическом разделе проекта. 1.2. Расчет количества людей, работающих в цехе, производится в экономическом разделе проекта. На основании этого расчета составляется ведомость состава работающих на участке (цехе) в первую и вторую смены (табл. 7). При расчете рабочих необходимо использовать материалы преддипломной практики. Таблица 7 Ведомость рабочих по профессиям
1.3. Планировка оборудования. Станки и все оборудование располагаются на участке в порядке реализации технологического процесса. Наиболее рациональная расстановка применяется студентом, исходя из принципов достижения прямоточности, уменьшения пути перемещения деталей от станка к станку и при более полном использовании подкрановых площадей. При планировке станки вычерчиваются в масштабе 1: 100 и 1: 200, в зависимости от их общего количества. Станки располагают с учетом минимальных расстояний (разрывов) между ними и элементов зданий, норм ширины проходов и проездов. Эти данные приведены на рис. 9, 10. При графическом изображении планировки необходимо указать место сбора и удаления стружки от станков, места мастеров и контролеров, подъемно-транспорные механизмы, принятые на участке или в цехе, расстояния между колоннами, а также показать все размеры участка или цеха. Расстояния между стенами и элементами конструкций зданий (колоннами, стенами и т.д.) приводятся в качестве примера для одного или двух станков. Все оборудование, изображенное на планировке, обозначают номерами и вносят в спецификацию, которая оформляется на листах А1 в пояснительной записке или на листах планировки. При планировке оборудования красным цветом указывается направление грузопотока деталей в порядке реализации технологического процесса - от станка к станку или с линии на линию. Так как механические и механосборочные цехи располагаются в унифицированных типовых секциях (УТС), площади которых превышают площади, необходимые для одного или двух цехов, то для наглядности расположения проектируемого цеха необходимо показать ситуационный план (М 1: 500). На этом плане схематично показывают площадь всех УТС и заштриховывают площадь, занимаемую данным цехом. Площадь цеха включает в себя: производственную площадь, вспомогательную площадь, магистральные и пожарные проезды. 1. Производственная площадь – это площадь, отведенная под производственное оборудование, включая места для рабочих, хранение заготовок и деталей, рабочие места для слесарных операций, технического контроля, средств наземного межоперационного транспорта, проходы и проезды между оборудованием и рабочими местами внутри производственных отделений и участков. Размеры производственной площади определяют перемножением принятого числа оборудования на укрупненные показатели средней удельной площади, приходящейся на один станок или верстак. 2. Размеры вспомогательной площади определяют, исходя из норм для расчета площадей вспомогательных служб. Примечания 1. Данные таблицы 26 уточняются по данным базового предприятия во время преддипломной практики. В небольших цехах (менее 60 станков) цеховую ремонтную базу (ЦРБ) проектировать нецелесообразно, т.к. все виды ремонтных работ в этих цехах выполняют ремонтно-механические цеха. - Заточное отделение следует располагать как смежное с инструментально-раздаточной кладовой (ИРК). При числе производственных станков цеха более 200 следует создавать два заточных отделения. В малых механических цехах (менее 60 станков) заточное отделение располагается в самом цехе только в том случае, если инструментальный цех находится в другом здании. - Отдельная мастерская по текущему ремонту приспособлений и режущего инструмента организуется в цехах с числом станков основного производства более 100. При меньшем числе станков этот ремонт обычно выполняют в инструментальном цехе. - Кладовую приспособлений в массовом производстве проектируют централизованную и располагают ее рядом с мастерской по ремонту приспособлений. В цехах с числом станков до 100 шт. кладовую приспособлений объединяют и ИРК. - При обработке деталей на поточных линиях контроль осуществляется как на рабочих местах, так и в конце линий. Для выборочной проверки деталей особо точными приборами проектируют контрольное отделение, площадь которого принимается равной 15-20 м2 или уточняется по данным преддипломной практики. - В массовом производстве создают не склады заготовок, а площадки заготовок перед каждой поточной или автоматической линией. Площадь их зависит от габаритов обрабатываемых заготовок. - В механических цехах серийного производства обычно склады готовой продукции не проектируются, их переносят в сборочный цех. - Страховой склад проектируется в массовом производстве при обработке деталей на поточных линиях. Он служит для хранения и снабжения заготовками поточной линии при ремонте какого-либо станка. Размеры его уточняются по данным преддипломной практики. - В средних и крупных цехах стружка от станков доставляется в помещение для переработки с помощью ленточных, шнековых, скребковых и инерционных транспортеров, а также кранов и электрокар. При наличии на заводе нескольких мелких, а иногда и средних механических цехов проектируется один общезаводской централизованный участок переработки стружки. В этом случае в каждом цехе предусматривают склад или площадки для хранения стружки и отправки ее на централизованный участок. - Участки для приготовления СОЖ и ГСМ располагают смежными и, в целях пожарной безопасности, у наружных стен цеха они ограждаются каменной кладкой и делаются непосредственные выходы наружу. 3. Площади магистральных проездов, т.е. проездов, обслуживающих несколько отделений или цехов, расположенных в одном здании, а также пожарных проездов, принимаются равными 40-60% от вспомогательных площади. Определив производственную, площадь вспомогательных служб и площадь магистральных проездов, находят технологическую площадь производственного здания как сумму указанных площадей. Компоновка цеха. Для предприятий машиностроения проектируются одноэтажные здания простейшей прямоугольной формы, без перепадов высот, причем крановые здания составляют 20-25%. Рекомендуется осуществлять широкое блокирование цехов в одном здании (корпусная система), если это не противоречит условиям технологического процесса, санитарно-техническим и противопожарным требованиям. Рекомендуется строить каркасные здания, используя унифицированные типовые секции (УТС) и укрупненные сетки колонн (18 ´ 12 м и 24 ´ 12 м). Пристенные ряды колонн обычно берутся с шагом 6 м. Высота пролетов принимается в бескрановых зданиях (с подвесным транспортом грузоподъемностью до 5 кН) 6 и 7, 2 м, высота пролетов зданий с мостовыми кранами до 30 кН – 10, 8 м и 12, 6 м. Размеры унифицированных типовых секций (УТС) нужно принять равными 72 ´ 72=5184 м2 и 72 ´ 144 м = 10368 м2 (рис. 2-а и 2-б). УТС 72 ´ 72 принимается для мелких цехов индивидуального и серийного производства. Длина типовых секций (размер вдоль пролета) должна быть не более 72 м, т.е. не больше принятого продольного расстояния между поперечными температурными швами. Ширина типовых секций (размер поперек пролетов) принимается не более 144 м, что также соответствует предельному расстоянию между продольными температурными швами. Допускается длину УТС, т.е. размер вдоль пролета, уменьшать на величину, кратную шагу колонн в следующих случаях: 1) когда технологическая площадь проектируемого цеха меньше, чем площадь УТС; 2) при проектировании цехов массового производства с поточными линиями, когда длина пролета, занятая станками, принимается равной не более 35-50 м. Исходя из технологической площади и особенностей проектируемого цеха, выбирают УТС и сетку колонн (L´ t), причем, если сборочный цех расположен в одном корпусе с механическим цехом, то последний наиболее часто размещают в пролетах, перпендикулярных к сборочному цеху. Затем принимают решение о том, будет ли здание крановое или бескрановое, и выбирают высоту пролетов.
Выбранную сетку колонн производственного корпуса чертят в масштабе 1: 100 или 1: 200. На основе технологической площади определяют границы цеха, при этом решают вопрос о направлении технологических потоков, принимая во внимание тот факт, что они направляются вдоль пролетов в зданиях с мостовыми кранами и в зданиях без кранов или при использовании в качестве технологического транспорта подвесных кран-балок. В остальных случаях технологические потоки могут направляться как вдоль пролетов, так и поперек.
Условные обозначения принимают в компоновочных планах из таблицы 8. Служебно-бытовые помещения Как правило, на предприятиях машиностроения такие помещения должны располагаться в пристраиваемых зданиях, которые компонуются из УТС шириной 12 и 18 м, длиной 36, 48 и 60 м, а высотой - 3, 3 м. При размещении лабораторий и вспомогательных помещений в первом этаже служебно-бытового помещения высота их принимается 4, 2 м. Сетка колонн принимается 6´ 6 м, а число этажей 2-4. Современные заводы целесообразно размещать в одном или нескольких больших блоках-корпусах. В этом случае служебно-бытовые помещения следует располагать как в пристройках по периметру здания, так и встроенными внутрь здания (во встройках или вставках). Это позволяет уменьшать расстояние от рабочих мест до бытовых помещений. В этих случаях во встройке, имеющей ширину 36 м и сетку колонн 12´ 12 м, на первом этаже в крайних пролетах располагаются цеховые вспомогательные отделения и службы, а также производственные площади. В среднем пролете располагаются энергетические службы. Все служебно-бытовые помещения помещаются на втором этаже. Бытовыми помещениями каждой встройки пользуются рабочие, находящиеся от них не более чем на 75 м. Наличие широких проездов во встройках вполне обеспечивает транспортные связи отдельных цехов. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-04; Просмотров: 282; Нарушение авторского права страницы
 , (12)
, (12) - суммарное штучное время, необходимое для обработки на станках данного типа годового количества деталей, мин.;
- суммарное штучное время, необходимое для обработки на станках данного типа годового количества деталей, мин.;  , (13)
, (13) =
=  часа;
часа;  =5, 84;
=5, 84;  =
=  часа;
часа;  =1, 917;
=1, 917;  =
=  часов;
часов;  =0, 887;
=0, 887;  =
=  часа;
часа;  =0, 536;
=0, 536;  , (14)
, (14) =0, 97 = 97%;
=0, 97 = 97%;  =
=  =0, 96 = 96%;
=0, 96 = 96%;  =
=  =0, 887= 88, 7%;
=0, 887= 88, 7%;  =0, 536= 53, 6%;
=0, 536= 53, 6%; 
 , (15)
, (15) =0, 76 = 76%
=0, 76 = 76%