|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Элемент уплотнения; 2 – диск.
Рисунок 10 – Лабиринтное уплотнение. Опоры вращающихся барабанов. На корпусе барабана крепятся специальные бандажи, которые в поперечном сечении обычно имеют прямоугольную форму (рисунок 11). Отношение
Бандаж; 2 – башмак; 3 – болт. Рисунок 11 – Крепление бандажей барабанной сушилки. Бандаж 1 крепится башмаками 2, причём башмаки ставятся с разных сторон, чтобы не было осевого сдвига бандажа. Башмаки притянуты к стальной подкладке 3 болтами, а последняя приваривается к корпусу барабана. Между бандажом и башмаком ставится подкладка из стали Ст. 0. Стальные подкладки, на которых устанавливаются башмаки, играют роль колец жесткости, так как со временем барабан деформируется. Выступы двух смежных башмаков расположены по разные стороны бандажа. Применяются и бандажи других типов, даже жестко скреплённые с корпусом. В ряде случаев боковые поверхности бандажа обрабатываются на конус. Это зависит от устройства упорно-опорных станций.
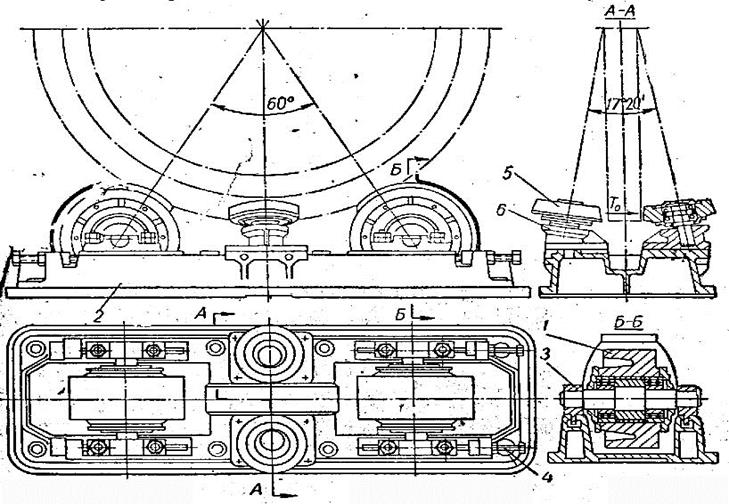
Упорно-опорные станции. При работе сушилки происходит непрерывное качение бандажей по роликам. Бандаж опирается на опорные ролики, а другая пара роликов (упорные) предохраняет барабан от осевого сдвига. Таким образом, у одного из бандажей расположена опорная, а другого – опорно-упорная станция, которая представлена на рисунке 12. Выбор типа опоры производится в зависимости от диаметра сушилки и от нагрузки на бандаж. Опоры устанавливаются на литых чугунных рамах, но допускаются и сварные опоры. Как правило, опоры ставятся на подшипниках качения. Допускать применение опор с подшипниками скользящего трения следует только при отсутствии подшипников качения. В этом случае они делаются разъёмного типа с жидкой смазкой черпаковым кольцом, с чугунным корпусом с крышками и с вкладышем из антифрикционного чугуна. Опорные ролики 1 ставятся относительно друг друга под углом 60º и крепятся на валу, лежащем на двух подшипниках. Подшипники крепятся к плите 2. В описываемой конструкции на плите крепятся опоры 3 для оси ролика, которые делаются скользящими и могут передвигаться с помощью упорных болтов 4. это сделано для того, чтобы бандажи опирались на четыре точки и нагрузка на все ролики была равномерной, так как в противном случае возможен преждевременный износ одного из роликов, поломка осей и т. д. Конструктивно опорные ролики выполняются по-разному. В некоторых конструкциях ролики сидят на подшипниках, которые надеваются на ось, закреплённую в двух стойках. Ролики вращаются свободно вокруг оси. В других типах опор ролик жестко сидит на оси, установленной в подшипниках, которые могут перемещаться упорными болтами. Для предохранения от осевого сдвига барабана служат упорные ролики 5. Упорные ролики крепятся на вертикальных осях. При этом боковые стороны бандажа стачиваются на конус. При установке роликов под углом можно бандажи не протачивать. Это делается для уменьшения износа. Корпус 6 упорного ролика крепится на плите 2. В ряде случаев предусматривается стягивание корпусов упорных роликов специальными стяжными болтами, для чего в корпусе ролика делаются специальные ушки. Ролик может выполнятся и составным с втулкой из серого чугуна. Упорные ролики обычно ставятся возле бандажа, более близкого к середине печи. Опорные станции, расположенные у другого бандажа, имеют только опорные ролики.
1 - опорные ролики; 2 - плита; 3 - опоры оси ролика; 4 - упорные болты; 5 - упорные ролики; 6 - корпус упорного ролика. Рисунок 12 - Упорно-упорная станция. Подпорные устройства. Для повышения коэффициента заполнения барабана материалом на выходе из барабана иногда ставятся специальные подпорные устройства. Они позволяют удлинить время пребывания материала в сушилке, не снижая часовой производительности. В простейшем случае подпорное устройство представляет собой обычное кольцо, привариваемое к торцу барабана. При необходимости большего подпора применяются специальные жалюзийные устройства, в которых выгрузочная часть барабана делается из специальных железных листов, применяются также дроссельные подпорные диски.
Привод барабана. Привод барабана осуществляется посредством венцовой зубчатой пары от электродвигателя через редуктор. Большая венцовая шестерня обычно делается составной из двух половин, что позволяет упростить монтаж её на барабане, так как при таком исполнении шестерня не заводится сбоку на барабан, а устанавливается сначала половина её, затем барабан поворачивается и закрепляется вторая половина шестерни. Венцовая шестерня крепится к барабану с помощью башмаков (аналогично посадке бандажей). Следует указать также и на то, что существуют другие методы крепления венцовых шестерен. Для привода барабанных сушилок применяются электродвигатели серии АО с числом оборотов n≈ 1000 об/мин. Редукторы ставятся трёхступенчатые, позволяющие менять число оборотов барабана. Это изменение числа оборотов достигается специальной коробкой сменных шестерен на быстроходной ступени редуктора. Передаточные числа венцовой пары обычно равны 5, 6. Общий вес венцовой пары зависит от диаметра барабана и при изменении D от 1000 до 2200 мм составляет 430-1510 кгс. Характеристика и размеры приводов (рисунки 13-16) приведены в таблицах 9-10.
|
Последнее изменение этой страницы: 2019-06-08; Просмотров: 526; Нарушение авторского права страницы
 зависит от нагрузки на бандаж. Посадка бандажа свободная с кольцевым зазором. При перепаде температуры до 150º С зазор делается до 5 мм.
зависит от нагрузки на бандаж. Посадка бандажа свободная с кольцевым зазором. При перепаде температуры до 150º С зазор делается до 5 мм.