|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Теоретические основы процесса изготовления аккумуляторного бака
1.2.1 Заготовительные операции Цилиндрические обечайки могут быть изготовлены разными способами. Выбор способа изготовления обечаек зависит от толщины металла и требований к прочности готовой детали. Наиболее экономичный способ изготовления обечаек – вальцовка, т.е. деформирование листового материала вдоль определенного направления. Гибку листовых элементов толщиной 0,5-50 мм для получения цилиндрических и конических поверхностей осуществляют в листогибочных вальцах. При отношении радиуса изгиба к толщине листа При гибке в трех- или четырехвалковых вальцах участок листа а (рисунок 1.4) остается почти плоским. Рисунок 1.4 - Схемы вальцовки обечаек: а – обечайка с необвальцованными кромками; б, в – установка листа в трех- и четырехвалковых вальцах; г – положение листа в начале гибки в вальцах; д – гибка листа в двухвалковых вальцах. Требуемая кривизна в месте продольного стыка достигается либо предварительной подгибкой кромок, либо путем калибровки уже сваренной обечайки (рисунок 1.5).
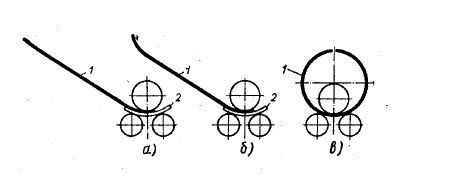
Рисунок 1.5 - Схема вальцовки листа на трехвалковых листогибочных вальцах: а, б – подвальцовка концевых участков листа; в – вальцовка листа в замкнутый цилиндр; 1 – лист; 2 – постель
После вальцовки обечайки производится сварка её продольного шва на роликовом стенде. Для этой цели используется сварочный трактор ТС-16-1.Тип сварного шва - стыковой односторонний со скосом кромок (ГОСТ 8713-79-С18); способ сварки - АФм (автоматическая на флюсомедной подкладке). После сварки производится калибровка обечайки на вальцах — прокатка ее в несколько заходов. При окончательном контроле изготовленных обечаек проверяют их геометрические размеры, отсутствие деформаций и поверхностных дефектов детали.
1.2.2. Сборочно-сварочные операции Сборочные операции осуществляются с целью обеспечения правильного взаимного расположения и закрепления деталей собираемого изделия. Собранный узел должен обладать жесткостью и прочностью, необходимой как при извлечении его из сборочного приспособления и транспортировке к месту сварки, так и для уменьшения временных сварочных деформаций. Поэтому собранные детали наиболее часто фиксируют с помощью прихваток. Готовые детали собираемого изделия поступают в сборочный пост, где осуществляется сборка изделия с помощью прихваток. Размеры и расположение прихваток выбирают из условий жесткости и прочности, а также из соображений их полной переварки при укладке основных швов. Прихватки осуществляется полуавтоматической сваркой в среде СО2 с помощью полуавтомата Сварог TECH MIG 3500. Сборку можно производить на плите, стеллаже, стенде или в специальном приспособлении. В условиях индивидуального производства расположение деталей в узле нередко задаѐтся разметкой; для их фиксации используются струбцины, планки, скобы с клиньями и другие простейшие универсальные приспособления. В данном случае сборка производится на стеллаже. После сборки собираемое изделие поступает в сварочный пост, где производится сварка стыкового шва обечаек, приварка фланца, днища и патрубков. Для установки изделия в наиболее удобное для выполнения сварки положение и для для вращения его с маршевой и регулируемой сварочной скоростью вокруг оси, не изменяющей своего положения в пространстве, используется горизонтальный двухстоечный вращатель. Виды используемых сварок: · Автоматическая сварка под флюсом (для сварки под флюсом был выбран сварочный автомат АБСК) · Полуавтоматическая сварка в среде СО2 (для сварки в среде СО2 данного изделия был выбран сварочный полуавтомат FOXWELD INVERMIG 503) После сборки и сварки изделия осуществляется следующая операция техпроцесса - зачистка сварных швов. Эта операция производится на машине пневматической ручной шлифовальной ПШМ – 8. Операция осуществляется при установке изделия в двухстоечном вращателе. Заключительным этапом изготовления изделия является контроль качества его сварных швов. Данная операция производится методом керосиновой пробы. Операция осуществляется при установке изделия в двухстоечном вращателе. После проделанных операция собираемое изделие поступает на склад готовых изделий. Транспортирование заготовок, деталей, узлов и готовых изделий осуществляется с помощью мостового крана Q=5т. Технологическая схема сборки и сварки бака представлена на чертеже ВКР 15.03.01 13.17-0887. 1.3 Анализ варианта и выбор способа изготовления изделия 1.3.1 Автоматическая сварка под флюсом Для сварки протяженных прямолинейных швов в заводских условиях чаще всего используется автоматическая сварка под слоем флюса. Её схема представлена на рисунке 1.4.
Рисунок 1.4 Схема сварки под слоем флюса Плавящимся электродом при автоматической дуговой сварке под флюсом служит проволока 1, которая постепенно, по мере оплавления, подаётся в дугу роликами При этом скорость подачи проволоки Vэ равна скорости её плавления. и длина дуги практически остаётся постоянной. Дуга перемешается вдоль свариваемых кромок механизмом перемещения со скоростью сварки Vсв. Флюс, расплавленной дугой, образует вокруг неё жидкий шлак, который надёжно защищает зону сварки от воздействия кислорода, водорода и азота воздуха, образуя при кристаллизации шлаковую корку 7 Кроме того, флюс выполняет много других различных функций, например, раскисление металла, его легирование и др.[Акулов, 1978, с.374]. Преимущества способа сварки под слоем флюса: 1. Производительность процесса в 5....10 раз выше производительности при ручной дуговой сварке, которая достигается за счет: а) Увеличения плотности тока дуги, благодаря максимальному приближению точки токоподвода к сварочной дуге и наличию защитного флюса. При ручной сварке плотность тока не превышает 10 А/м2; (d = 5 мм; I св. = 200 А). При сварке под флюсом плотность тока 40...50 А/мм2 (d = 5мм, Iсв. = 800...1000 А). При сварке тонкой проволокой (d= 1,6...2 мм) - плотность тока 70...100 А/мм2 [Оборудование и технологии дуговой…, 1997, с.319]. б) Сокращения машинного времени вследствие повышения скорости сварки. Это стало возможным только из-за применения больших токов, увеличения концентрации тепловой энергии в зоне нагрева, повышения коэффициента полезного действия сварочной дуги и применения специальных технологических приемов. Например, скорость ручной сварки Vсв. = 6...8 м/ч, скорость сварки под флюсом 30...40 м/ч и в особых случаях - 120...160 м/ч (сварка труб). в) Уменьшения количества наплавленного присадочного металла вследствие глубокого проплавления основного металла. Это дает возможность варить стыковые швы без разделки кромок и без зазора до 20 мм и с зазором свыше 20 мм, Кроме того, угол разделки кромок составляет 60-45°С, что также способствует уменьшению количества наплавленного присадочного металла. г) Повышения коэффициента наплавки от 8...12 г/А*ч при ручной сварке, до 14...16 г/А*ч при однодуговой сварке под флюсом. 2. Высокое качество металла шва и сварного соединения в целом, которое достигается за счет: а) Надежной защиты сварочной ванны от воздействия кислорода и азота воздуха. б) Получения металла шва более однородного по химическому составу благодаря стабильности режима сварки, а значит, постоянного соотношения количества расплавляемого присадочного и основного металла и взаимодействующего с ними флюса-шлака. в) Увеличения плотности металла (без пористости шлаковых включений) шва, формирования его без наплывов подрезов и чешуйчатости. 3. Социально-экономические преимущества, которые достигаются за счет: а) Отсутствия необходимости защиты глаз и лица сварщика от светового излучения и брызг расплавленного металла. б) Улучшения условий труда сварщика, снижения вредности производства. в) Экономии электродного металла на угар, разбрызгивание и огарки, а также экономии электроэнергии, вследствие повышения КПД процесса.
1.3.2 Полуавтоматическая сварка В настоящее время одним из наиболее востребованных технологических процессов, используемых в единичном, мелкосерийном и серийном производстве, является сварка МАГ (плавящимся электродом с защитой зоны горения дуги углекислым газом) (Защитный газ ДСТУ ISO 14175:2004 С1). Сущность способа заключается в том, что электрическая дуга и расплавленный металл защищены от взаимодействия с окружающим воздухом углекислым газом. С металлургической точки зрения углекислый газ оказывает на металл сварочной ванны окисляющее, а также науглероживающее действие за счет соприкосновения со смесью газов (СО, О2, О), образующихся при диссоциации углекислого газа в дуге. Эта смесь является активным окислителем но отношению к расплавленному металлу в зоне плавления. Из легирующих элементов наиболее сильно окисляются алюминий, титан и цирконий, менее интенсивно кремний, марганец, хром, ванадий и др. Одновременно металл шва насыщается кислородом [14]. При сварке в углекислом газе проволоками любого диаметра существуют два вида переноса металла: с периодическими замыканиями дугового промежутка и переноса без коротких замыкании. Процесс сварки в углекислом газе характеризуется высокой концентрацией энергии дуги и большей, чем при ручной дуговой сварке, проплавляющей способностью. Сварка в среде СО2 имеет целый ряд преимуществ: минимальную зону структурных изменений металла при высокой степени концентрации дуги и плотности тока; большую степень защиты сварочной ванны от воздействия внешней среды; существенную производительность; возможность наблюдения за формированием шва; возможность сваривать металл различной толщины (от десятых долей до десятков миллиметров), производить сварку в различных пространственных положениях, механизировать, автоматизировать технологический процесс; незначительную чувствительность к ржавчине и другим загрязнителям основного металла [14]. Вместе с тем этот способ имеет ряд недостатков, наиболее значимыми, из которых являются: · повышенное разбрызгивание металла (1-2 г/(А ч)) при оптимальных режимах сварки; · низкое качество поверхности швов (неровности и грубая чешуйчатость); · повышенная окислительная способность атмосферы в зоне сварки, требующая применения проволоки с более высоким содержанием раскислителей (кремния, марганца и др.), которое должно компенсировать их выгорание в реакционной зоне; · неустойчивость дугового процесса, который характеризуется большим количеством коротких замыканий дугового промежутка; · интенсивное излучение открытой мощной дуги, требующее защиты сварщика; · необходимость охлаждения горелки при значительных токах; · не всегда удовлетворительные показатели механических свойств, особенно ударной вязкости при отрицательных температурах. Повышенное разбрызгивание прежде всею наблюдается при сварке проволоками диаметром 1,6-2,0 мм и сопровождается интенсивным выбрасыванием из зоны горения дуги большого количества брызг жидкого металла различного размера. Забрызгиваются детали сварочной горелки и поверхности свариваемых изделий, что приводит к дополнительным трудозатратам, направленным на зачистку изделий (20—40 %) и сварочной горелки (10- 15 % общей трудоемкости сварочных операций). Применение специальных спреев и жидкостей, наносимых на сварочное оборудование и околошовную зону, снижает степень налипания на них брызг [14]. Сварку МАГ в углекислом газе выполняют от источников питания дуги с ЖВАХ и ППВАХ. К параметрам режима сварки в углекислом газе относят: род и полярность тока, диаметр электродной проволоки, силу сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно оси шва и скорость сварки. Режимы сварки подбирают, исходя из условий получения нормального (оптимального) формирования сварочного шва, т.е. получения шва с заданными размерами. Сварку в углекислом газе выполняют на постоянном токе обратной полярности (плюс на электроде). При сварке на прямой полярности (минус на электроде) дуга горит неустойчиво.
1.3.3 Выбор типов сварных соединений При сварке под флюсом может быть предложены типы швов: Стыковые соединения: · стыковой двусторонний со скосом кромок (ГОСТ 8713-79-С21); · стыковой односторонний со скосом кромок (ГОСТ 8713-79-С18); · стыковой двусторонний со скосом одной кромки (ГОСТ 8713-79-С9). Тавровые соединения: · тавровый односторонний без скоса кромок (ГОСТ 8713-79-Т1); · тавровый двусторонний со скосом одной кромки (ГОСТ 8713-79-Т7). Угловые соединения: · угловой двусторонний с двумя несимметричными скосами кромок (ГОСТ ГОСТ 8713-79-У3); · угловой двусторонний со скосом одной кромки (ГОСТ 8713-79-У7). При сварке в среде СО2 также могут быть предложены типы швов: Стыковые соединения: · стыковой двусторонний со скосом кромок (ГОСТ 144771-76-С21); · стыковой односторонний со скосом одной кромок (ГОСТ 144771-76-С8); · стыковой односторонний со скосом кромок (ГОСТ 144771-76-С17). Тавровые соединения: · тавровый односторонний без скоса кромок (ГОСТ 144771-76-Т1); · тавровый односторонний со скосом одной кромки (ГОСТ 144771-76-Т6). Угловые соединения: · угловой односторонний со скосом одной кромки (ГОСТ 144771-76-У6); · угловой двусторонний со скосом одной кромки (ГОСТ 144771-76-У7); · угловой односторонний без скоса кромок (ГОСТ 144771-76-У4); Выберем при сварке под флюсом: · стыковой двусторонний со скосом кромок С21; · тавровый односторонний без скоса кромок Т1; · угловой двусторонний со скосом одной кромки У7. Выберем при сварке в среде СО2: · стыковой двусторонний со скосом кромок С17; · угловой односторонний со скосом одной кромки У6; · тавровый односторонний без скоса кромок Т1; · тавровый односторонний со скосом одной кромки Т6. Дуговую сварку в среде СО2 производить проволокой Св08Г2С по ГОСТ 2246-70 в среде СО2 ГОСТ 8050-85, а сварку под слоем флюса - флюс АН348А по ГОСТ 9087-85 и проволокой Св08А по ГОСТ 2246-70. Все вышеперечисленные варианты конструктивного исполнения швов бака изображены на чертеже ВКР 15.03.01 13.17-0887-1.
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ |
Последнее изменение этой страницы: 2019-06-09; Просмотров: 230; Нарушение авторского права страницы
 гибку выполняют в холодном состоянии, при меньшем значении – в горячем. В данном случае
гибку выполняют в холодном состоянии, при меньшем значении – в горячем. В данном случае  , следовательно, гибка выполняется в холодном состоянии.
, следовательно, гибка выполняется в холодном состоянии.