|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нормирование автоматической сварки под флюсом
Подготовительно – заключительное время слагается из следующих элементов рабочего времени: получение производственного задания, указаний и инструктажа; ознакомление с работой, настройка автомата, сдача работы. где tп - время, затрачиваемое на получение производственного задания, указаний и инструктажа, мин; tо - время, затрачиваемое на ознакомление с работой, мин; tу - время, затрачиваемое на установку величины сварочного тока, мин; tуп - время, затрачиваемое на установку скорости подачи электродной проволоки, мин; tпс - время, затрачиваемое на сдачу работы, мин; tсс - время, затрачиваемое на установку скорости сварки, мин;
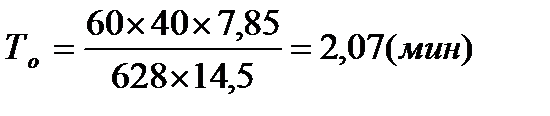
Норма штучного времени при автоматической сварке под флюсом рассчитывается по формуле: где Рассчитывается основное время на один погонный метр стыкового шва С21:
Рассчитывается основное время на один погонный метр углового шва У7 и тавровых швов Т7 и Т1:
Рассчитывается основное время на один погонный метр таврового шва Т1:
Определяется вспомогательное время, связанное со сварочным швом: где:
Определяется вспомогательное время, связанное со свариваемым изделием: где:
Время на сварку обечайки:
Время на приваривание фланца к обечайке:
Время на приваривание кронштейнов к обечайке:
Время на приваривание подводящего патрубка к обечайке:
Время на приваривание отводящего патрубка к обечайке:
Время на приваривание днища:
Норма времени на партию:
Соответственно штучно-калькуляционное время на одно изделие составит:
2.3.4 Нормирование сварки в среде СО2 Определяется подготовительно-заключительное время для сварки в среде СО2: где tп - время, затрачиваемое на получение производственного задания, указаний и инструктажа, мин; tо - время, затрачиваемое на ознакомление с работой; tу - время, затрачиваемое на установку величины сварочного тока; tсп - время, затрачиваемое на установку скорости подачи электродной проволоки; tор - время, затрачиваемое на установку оптимального расхода углекислого газа; tпр - время на продувку газовых шлангов горелки ; tру – затрачиваемое на включение и регулировку сварочной установки; tпс – время, затрачиваемое на сдачу работы;
Рассчитывается основное время на один погонный метр стыкового шва С17:
Рассчитывается основное время на один погонный метр углового шва У6 и тавровых швов Т1 и Т6:
Определяется вспомогательное время, связанное со сварочным швом:
где:
Определение вспомогательного времени, связанного со свариваемым изделием.
Норму штучного времени рассчитываем по формуле:
Время на сварку обечаек:
Время на приваривание фланца к обечайке:
Время на приваривание кронштейнов к обечайке:
Время на приваривание подводящего патрубка к обечайке:
Время на приваривание отводящего патрубка к обечайке:
Время на приваривание днища:
Норма времени на партию:
Соответственно штучно-калькуляционное время на одно изделие составит:
2.3.5 Расчёт количества сборочных и сварочных постов при автоматической сварке под флюсом и в среде СО2 Количество и стоимость оборудования, необходимого для выполнения программы производства продукции, рассчитывается отдельно по каждой операции сварочного участка, исходя из числа сварочных постов. Количество сварочных постов (Ср) по операциям определяется по формуле:
где N – годовая программа по данному изделию, шт. (по проекту); tшк – норма штучно-калькуляционного времени по отдельной операции по изделию, час; Фэ – эффективный фонд времени сварочного поста (рабочего места), час;
где Пс - продолжительность одной смены, час (8,2); Чс – число рабочих смен в сутках (1); Чд – число рабочих дней в 2017 году, дн. (247); Кп – коэффициент потерь времени работы оборудования (0,97). Коэффициент загрузки сварочного поста (hз) определяется по формуле:
Средний коэффициент загрузки рабочих мест (hз) находится по формуле:
где m – количество операций на участке. Фэ=1973 (час.)
Таблица 2.1 Расчет сварочных постов
Таким образом, мы принимаем по одному посту для сборки и сварки металлоконструкции. Также выбираем по одному посту для зачистки и контроля сварных соединений. Число рабочих смен в сутках - одна.
КОНСТРУКТОРСКИЙ РАЗДЕЛ |
||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-09; Просмотров: 688; Нарушение авторского права страницы
 (2.29)
(2.29)
 (2.30)
(2.30) - основное время на один погонный метр шва
- основное время на один погонный метр шва - норма вспомогательного времени, связанного со сварным швом
- норма вспомогательного времени, связанного со сварным швом - норма вспомогательного времени, связанного со свариваемым изделием;
- норма вспомогательного времени, связанного со свариваемым изделием; - коэффициент, учитывающий затраты времени на обслуживание рабочего места, отдых и естественные нужды.
- коэффициент, учитывающий затраты времени на обслуживание рабочего места, отдых и естественные нужды.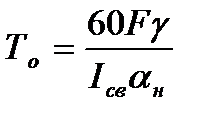 ; (2.31)
; (2.31)
 (2.32)
(2.32)  - время ,затрачиваемое на зачистку свариваемых кромок;
- время ,затрачиваемое на зачистку свариваемых кромок; - время, затрачиваемое на зачистку шва от шлака;
- время, затрачиваемое на зачистку шва от шлака; - время, затрачиваемое на зачистку сварного соединения от брызг;
- время, затрачиваемое на зачистку сварного соединения от брызг; - время, затрачиваемое на осмотр и проверку шва;
- время, затрачиваемое на осмотр и проверку шва;
 (2.33)
(2.33)  - время, затрачиваемое на установку изделия
- время, затрачиваемое на установку изделия - время, затрачиваемое на снятие изделия
- время, затрачиваемое на снятие изделия - время на поворот изделия
- время на поворот изделия - время на засыпку и уборку флюса
- время на засыпку и уборку флюса - время на клеймение швов
- время на клеймение швов







 (2.34)
(2.34) 


 - время ,затрачиваемое на зачистку свариваемых кромок;
- время ,затрачиваемое на зачистку свариваемых кромок;









 ,
,
 ,
,
 ,
,
 Ср = 1, hз =
Ср = 1, hз = 
 Ср = 1, hз =
Ср = 1, hз =  Ср = 1, hз =
Ср = 1, hз = 
 Ср = 1, hз =
Ср = 1, hз = 
 Ср = 1, hз =
Ср = 1, hз = 
 Ср = 1, hз =
Ср = 1, hз = 
 Ср = 1, hз =
Ср = 1, hз = 
 Ср = 1, hз =
Ср = 1, hз =