|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Резка электрической дугой
Резка электрической дугой (дуговая резка) выполняется: плавящимся покрытым электродом; неплавящимся (вольфрамовым) электродом; под слоем флюса или в среде защитных газов. При резке плавящимся покрытым электродом металл заготовки 1 проплавляется мощной электрической дугой (рис. 9.1), сила тока выбирается на 30-40% больше, чем при сварке.
Дугу зажигают у начала реза 6 на верхней кромке и перемещают вниз вдоль разрезаемой кромки. Капли 9 образующегося расплавленного металла выталкивают козырьком 8 покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы резки приведены в табл. 9.1. Таблица 9.1. Режимы резки плавящимся покрытым электродом
Резку под слоем флюса применяют для обработки легированных сталей толщиной до 30 мм. Резку выполняют на сварочных автоматах проволокой Св-08 или Св-08А с применением флюса АН-348. Резку в атмосфере защитных газов (аргона) вольфрамовым электродом применяют при обработке легированных сталей и цветных сплавов. При этом, на электрод подают ток на 20-30% выше, чем при сварке и проплавляют металл на полную глубину. Плазменная резка Процесс плазменной резки (международная аббревиатура PAC) заключается в воздействии на разрезаемую заготовку высокотемпературной (до 20000 º С) плазменной струей вытекающей из сопла плазматрона со скоростью до 3 км/с. Существуют два метода резки: плазменно-дуговая и косвенной плазменной струей. При плазменно-дуговой резке используют дугу прямого действия (рис. 2.32, а). Дуга горит между материалом разрезаемой заготовки 1 (рис. 9.2) и электродом.
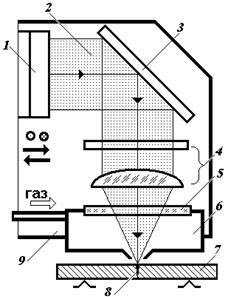
Метод применяется для резки заготовок из сплавов цветных металлов и из легированных сталей. Для резки токонепроводящих материалов или металлических сплавов с толщиной заготовок до 12 мм применяют обработку косвенной плазменной струей (рис. 2.32, б). Дуга горит между формирующим корпусом горелки плазматрона и электродом. Разрезаемая заготовка в электрическую цепь не включается. Для полуавтоматической и ручной резки заготовок из коррозионностойких сплавов, а также машинной и экономичной ручной резки меди и алюминия в качестве плазмообразующего газа используют азот. Низколегированная углеродистая сталь лучше режется в кислородной смеси, однако эту смесь категорически нельзя применять для обработки изделий из алюминия, коррозионностойкой стали и меди. К достоинствам плазменной резки можно отнести: - универсальность технологии: практически все известные конструкционные материалы можно резать при помощи плазменной дуги. - высокая скорость резки для металлов средней и малой толщины; - высокая точность реза (ширина реза - 0, 8-1, 5 мм); точность реза от ± 0, 1 до ± 0, 5 мм; угол скоса реза от 3 до 10º; минимальный диаметр прорезаемого отверстия 1, 5 толщины разрезаемого металла), что дает возможность не производить дополнительную механическую обработку изделий; - минимальное загрязнение воздуха; - высокая безопасность выполнения работ, обусловленная тем, что для резки не нужны баллоны с газом, являющиеся потенциально взрывоопасными. Недостатки плазменной резки: - сложность конструкции плазмотрона и его дороговизну: естественно, что увеличивает себестоимость выполнения операции резки; - относительно малую толщину реза (до 100 мм); - высокий уровень шума в процессе обработки, который возникает из-за того, что из плазмотрона газ вылетает на околозвуковой скорости; - повышенный уровень выделения вредных веществ при применении в качестве плазмообразующего состава азота; - невозможность подключения к одному плазмотрону двух резаков для ручной обработки металлов. Лазерная резка Лазерная резка (ЛР) применяется для резки сложноконтурныхизделий из листовых материалов. Сфокусированным лазерным лучом можно разрезать как листовые, так и объемные (трубы, уголки...) изделия, изготовленные литьем, методами ОМД и т.д. ЛР позволяет получать узкий и точный рез с минимальной зоной термического влияния. При этом отсутствие механического воздействия на материал позволяет разрезать легкодеформируемые и нежесткие заготовки. Технологический процесс лазерной резки характеризуется процессами связанными с поглощением и отражением светового излучения, распространением световой энергии по объему обрабатываемого материала за счет теплопроводности. Как указывалось в разделе 4.2.2. при мощности лазерного излучения q ≈ 102…103 Вт/мм2 происходит локальный разогрев поверхности. Нет заметного испарения и разрушения материала заготовки. Приq ≈ 104…105 Вт/мм2 основная доля излучения расходуется на испарение материала заготовки и на увеличение внутренней энергии разлетающихся паров, капель и твердых частиц. Таким образом, возможны два механизма лазерной резки: за счет испарения (q> 104Вт/мм2) и за счет плавления (q< 104Вт/мм2).Первый механизм требует высоких энергозатрат, поэтому применяется только для резки тонколистовых изделий. Второй механизм требует значительно меньших энергозатрат, он требует подачи в зону резания вспомогательного газа (газолазерная резка), который должен удалять продукты разрушения материала изделия. подача вспомогательного газа позволяет: интенсифицировать процесс резания; уменьшить зону термического влияния за счет охлаждения боковых поверхностей реза; защитить зону реза от окисления. Обычно в качестве вспомогательного газа используется кислород, воздух, инертный газ или азот. При резке сплавов обладающих температурой горения в кислороде меньшей, чем температура плавления и жидкотекучими оксидами желательно в качестве вспомогательного газа использовать кислород. При использовании кислорода он кроме удаления продуктов разрушения выполняет еще две функции: - предварительное окисление металла и снижение его способности отражать лазерное излучение; - горение металла в струе кислорода, в результате выделяется дополнительная теплота, усиливающая действие лазерного излучения. Схема головки для лазерной резки приведена на рис. 9.3. В корпусе 9 головки размещен лазер 1. Луч 2 отражается от зеркала 3, проходит через фокусирующую систему 4 и прозрачное окно 5 газовой камеры 6. конфигурация реза обеспечивается перемещениями корпуса головки.
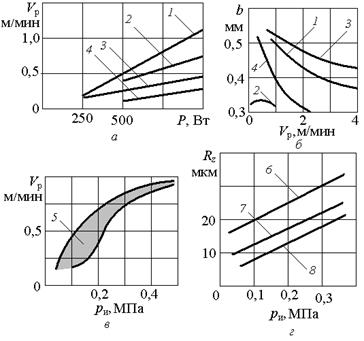
Основными технологическими параметрами процесса ЛР являются: мощность излучения; скорость резки; вид и давление вспомогательного газа; диаметр сфокусированного пятна и др.При импульсном режиме лазерного излучения к этим параметрам добавляются: частота и длительность импульсов; средняя мощность излучения. Эти параметры влияют на ширину реза, качество резки, зону термического влияния и другие характеристики (табл. 9.2, рис. 9.4). Таблица 9.2 Показатели качеств резки низкоуглеродистой стали лазером мощностью 1 кВт
При резке низкоуглеродистых сталей в качестве вспомогательного газа применяют кислород. При экзотермической реакции окисления железа выделяется в 3–5 больше тепла, чем от самого лазерного излучения. При этом наблюдается высокое качество торцевой поверхности реза. При низких скоростях резки (менее 0, 5 м/мин) возможен переход процесса в неуправляемый автогенный режим (металл за пределами фокального пятна разогревается до температуры горения), что приводитк повышению ширины реза и увеличению его шероховатости.
ЛР высоколегированных сталей затруднена вследствие образования трудноудаляемых (низкая жидкотекучесть) тугоплавких оксидов, препятствующих подводу лазерного излучения к обрабатываемому материалу. Для получения качественного реза используется азот высокой чистоты, подаваемый при повышенном давлении (обычно до 2 МПа). Для РЛ алюминиевых и медных сплавов требуется повышенная мощность излучения так как эти сплавы обладают: - низкой поглощательной способностью по отношению к лазерному излучению, особенно с длиной волны 10, 6 мкм углекислотного лазера, в связи с чем твердотельные лазеры более предпочтительны; - высокой теплопроводностью. Кварцевое стекло практически не подвержено влиянию температурных перепадов, возникающих под воздействием лазерного излучения. При резке происходит возгонка оксида кремния при температуре близкой к температуре плавления стекла. поэтому жидкая ванна практически не образуется, рез имеет вид полированной поверхности с небольшим оплавлением краев. При толщине разрезаемого кварцевого стекла 1…4 мм достаточно использовать излучение мощностью до 200 Вт. При заплывании разрезаемого канала расплавленным кварцем необходимо уменьшить скорость резки или повысить мощность излучения. Резка обычного стекла затруднена по следующим причинам. - При большой скорости резки не обеспечивается возгонка сквозного паза, образуется жидкая фаза из расплавленного стекла. Вдоль линии прохождения луча образуется канавка. Вследствие размягчения стеклянной поверхности, с обратной стороны образуется аналогичная канавка. - При низкой скорости резки, материал по линии реза полностью возгоняется с образованием закругленных краев. - На расстоянии до трех мм от линии реза образуются продольные трещины. Для предохранения стекла от разрушения, необходимо нагревать его в процессе, и после обработки до температуры 600оС. При резке материалов органического происхождения (при низких скоростях резки или мощности излучения более 2 кВт) наблюдается обугливание краев реза и возможно возгорание заготовки. с увеличением скорости резки форма канала и зоны обугливания переходят от расширяющейся формы, к сужающейся, одновременно уменьшается ширина зоны обугливания. Для предотвращения возгорания и уменьшения ширины зоны обугливания в зону обработки подают воду или углекислый газ. При многослойной (толщина настила до 3 м) резке текстильных синтетических материалов слои перекладывают тонкой бумагой или увлажняют, что предотвращает их сваривание. Неширокая (до 0, 5) мм зона оплавления краев реза предотвращает распускание материала. В табл. 9.3 приведено сравнение качества лазерной и плазменной резки. Таблица 9.3 Сравнение качества лазерной и плазменной резки
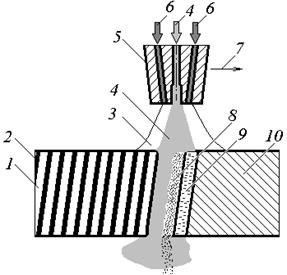
Химическая резка Газокислородная резка Данный способ резки заключается в сжигании нагретого металла в струе чистого кислорода. Процесс резки происходит в два этапа: на первом этапе разрезаемы металл разогревают ацетиленокислородной смесью 6 (рис. 9.5) до температуры его воспламенения в кислороде (для железа это 1100 °С).Далее в зону реза 1 подается струя технического кислорода 6. Металл заготовки сгорает в струе кислорода с выделение тепла:
Образующиеся оксиды 8 расплавляются и выдуваются струей кислорода из зоны реза. Для осуществления процесса резки необходимы следующие условия: Температура плавления металла должна быть больше температуры его горения в атмосфере кислорода. В противном случае, металл будет плавиться и переходит в жидкое состояние до резки.
Температура плавления оксидов должна быть меньше температуры горения металла в атмосфере кислорода (выделение оксидов должно происходит в жидкотекучем состоянии). Количество тепла, выделяемого при резке должно быть достаточным для поддержания непрерывности процесса. Теплопроводность металла не должна быть слишком высокой и должна способствовать сохранению тепла на поверхности кромки реза. Количество теплоты, выделяемой при резке должно поддерживать непрерывность процесса. Наиболее полно этому условию удовлетворяют: железо и его сплавы (низкоуглеродистые и низколегированные стали). Сгорание железа в кислороде может протекать по следующим реакциям:
При содержании в стали углерода 0, 4…0, 5% резка усложнена, при содержании углерода ≥ 1, 2% резка невозможна. При содержании в стали марганца 4…10% резка усложняется; при содержании марганца ≥ 14% резка невозможна. Различают два вида резки: разделительная и поверхностная. При разделительной резке из металлического листа вырезается заготовка для дальнейшей обработки. Разделительная резка может осуществляться вручную по разметке. В серийном производстве применяется резка с использованием стационарных машин по шаблонам. При поверхностной резке удаляется лишний металл с поверхности изделий. Газовый резак отличается от инжекторной газовой горелки наличием дополнительного кислородного канала 1 и вентиля 2 (рис. 9.6).
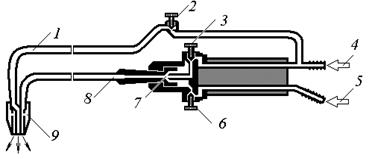
В настоящее время выпускаются универсальные трехтрубные насадки для сварки, резки и плавки в ацетиленокислородной или пропан-кислородоной смеси (рис. 9.7).
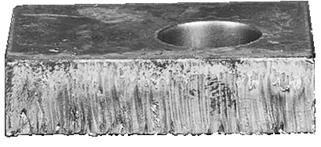
Насадка представляет собой комплект состоящий из: мундштуков 5 и 7 для сварки плавки; переходной газовой трубки 8; и сменных мундштуков 1, 6, 9для резки, сварки и плавки. Широкое распространение газокислородной резки обусловлено следующими ее достоинствами: - возможность резки заготовок большой толщины (до 300 мм); - высокой производительностью резаки (при резке листовой стали: от 6 - 9 м/ч при толщине листа 200-300 мм, до 30-33 м/ч при толщине листа 3-5 мм); - отсутствия необходимости в электрической сети; - возможность выполнения резов по сложной траектории. Однако, качество реза (рис. 9.8) значительно хуже, чем при других методах резки.
Точность составляет: ± 1 - ± 3 мм (машинная резка по шаблону); ± 3, 5 - ± 5, 5 мм (ручная резка. Ширина реза лежит в пределах от 2 до 6 мм. Скос кромок до 20 º. Для улучшения качества реза и обеспечения возможности резким хромистых, хромоникелевых, коррозионно-стойких сталей, чугуна, меди, латуни и др. в зону резки одновременно с кислородом вводят порошкообразные вещества (размер частиц не более 0, 2 мм), которые способствуют расплавлению или механическому удалению образующихся тугоплавких оксидов из зоны резки (например, оксиды хрома, кремния и др.). В большинстве случаев флюс представляет собой мелко гранулированный железный порошок с добавками специальных компонентов (например, доменного феррофосфора, алюминия и др.) - кислородно-флюсовая резка. Железный порошок сгорает (интенсивно окисляется) в зоне реза с выделением значительного количества теплоты, образуя при окислении закись железа FeO, сильно разжижающую шлаки, и способствует механическому удалению расплавленных шлаков из полости реза (флюс термомеханического действия). Контрольные вопросы 1. Какие методы резки Вы знаете? 2. Как выбирают силу тока при дуговой резке? 3. Какова роль козырька при дуговой резке? 4. В каких случаях применяют резку под слоем флюса или в среде защитных газов? 5. В чем разница между плазменно-дуговой резкой и резкой косвенной плазменной струей? 6. Какие требования предъявляются к металлу, подвергаемому газокислородной резке?
Глава 10. Наплавка Наплавка - нанесения с помощью сварочных процессовна рабочую поверхность детали (изделия) слоя металланеобходимого состава и толщины. Наплавку осуществляют нанесением расплава на наружные поверхности детали (изделия), нагретые до оплавления или до температуры надежного смачивания жидким наплавленным металлом. Наплавленный слой образует одно целое с основным металлом (металлическая связь). При этом, как правило (кроме некоторых случаев ремонтной наплавки, применяемой для восстановления исходных размеров деталей), химический состав наплавленного слоя может значительно отличаться от состава основного металла. Толщина наплавленного металла, образованного одним или несколькими слоями, может быть от 0, 5 до 10 и более мм |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-19; Просмотров: 311; Нарушение авторского права страницы