|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздел 2. Литейные свойства расплавов. Литниково-питающие системыСтр 1 из 8Следующая ⇒
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
КУРС ЛЕКЦИЙ
для студентов 22.03.02 «Металлургия» всех форм обучения
Содержание
Классификация методов литья
Все отливки классифицируются следующим образом: по виду заливаемого сплава, по способу изготовления литейной формы. I. По виду заливаемого сплава. 1. чугунное литье; 2. стальное литье; 3. цветное литье. 3.1. сплавы на основе меди; 3.2. сплавы на основе алюминия; 3.3. сплавы на основе Zn, Ni, Cu, Ti, Mg, Mo и др. 4. благородные металлы; 5. шлаковое литье. II. По способу изготовления литейной формы. 1. разовые формы: 1.1. песчано-глинистые формы; 1.2. оболочковые формы; 1.3. керамические формы; 1.4. литье по выплавляемым моделям; 1.5. литье по выжигаемым моделям; 2. постоянные формы (кокили): 2.1. литье под давлением; 2.2. центробежное литье. 3. Полупостоянные формы – облицовочные кокили. Заготовки, используемые в машиностроении делятся на следующие виды: поковки, штамповки, отливки. Отливки по сравнению с поковками и штамповками имеют следующие преимущества. 1. Возможность получения любой, даже самой сложной конфигурации. 2. Большой диапазон масс отливок – от нескольких грамм до сотен тонн, при толщине стенки от 1 мм до 1м. 3. Минимальные отходы при производстве, т.е. максимальный коэффициент использования металла (КИМ):
Поэтому КИМ всегда меньше 1 и составляет для: поковок 0, 48, штамповок – 0, 615, для отливок – 0, 805. 3. Возможность изготовления изделий из сплавов, не поддающихся механической обработке (износостойкие чугуны, стали, шлаковое литьё). 4. Многие типы отливок эксплуатируют без механической обработки (рабочие органы размалывающего оборудования, гусеничные траки, шлаковни, поддоны, печная арматура и т.д.). Во многих машинах и механизмах масса литых заготовок составляет до 90% (детали двигателей внутреннего сгорания, запорная арматура, турбины). Сущность литейного производства заключается в плавке металла, изготовлении форм, заливке металла и охлаждении, выбивке, очистке, обрубке отливок, термической обработке и контроле качества отливок. Трудоемкость этих процессов распределяется приблизительно следующим образом: изготовление форм – 60%; плавка и заливка металла – 10%, обработка (выбивка, обрубка, термическая обработка) отливок – 30%.
Раздел 2. Литейные свойства расплавов. Литниково-питающие системы
Литейные свойства расплавов
Получение качественных отливок в основном зависит от свойств металла в жидком состоянии, при переходе в твердое состояние (ликвидус-солидус) и при охлаждении в литейной форме. Принята следующая классификация литейных свойств. 1. Жидкотекучесть – заполнение сплавом формы и четкость её отпечатков в области жидкого и жидко-твердого состояния. 2. Усадка – объемная в области жидкого и жидко-твердого состояний; при фазовых изменениях; объемная и линейная в области твердо-жидкого и твердого состояний. 3. Степень поражения усадочными раковинами и усадочной пористостью. 4. Степень поражения неметаллическими включениями (состав, количество, форма и расположение в отливке; образование в зависимости от состава сплава и разливки). 5. Склонность к газопоглощению и пленообразованию. 6. Состояние первичной и вторичной кристаллизации, зависит от химического состава, процесса плавки, разливки, раскисления, модифицирования, скорости охлаждения (вид кривой затвердевания, структурной диаграммы). 7. Склонность к ликвации. Ликвация - неоднородность сплава по химическому составу, структуре и неметаллическим включениям, образуется при кристаллизации слитка, непрерывнолитой заготовки и отливки. Ликвация возникает в результате того, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной температуре, а в интервале температур). 8. Трещиноустойчивость. 9. Склонность к образованию линейных напряжений: термические, фазовые, усадочные. 10. Способность взаимодействовать с окружающей средой и материалом литейной формы (в области жидкого состояния, при затвердевании, остывании, термической обработке). Как видно, в классификацию литейных свойств включены не только собственно литейные свойства, но и литейные дефекты. Жидкотекучесть
Жидкотекучесть – это способность металла заполнять литейную форму и воспроизводить все ее очертания, способствовать хорошему питанию отливки и удалению газов, что снижает опасность возникновения таких дефектов, как усадочные и газовые раковины, пористость, горячие трещины. Жидкотекучесть определяется экспериментально с помощью технологических проб (спиралевидная, U-образная и др.) 1. Физико-химических свойств сплава: химический состав, вязкость, поверхностное натяжение, плотность, теплоемкость, интервал кристаллизации, теплота кристаллизации, содержание неметаллических включений и газов. Жидкотекучесть возрастает с увеличением содержания кремния, фосфора и особенно углерода, достигая максимума в чугунах эвтектического состава, определяемого суммой С + 1/3Si + 1/2Р. Фосфор улучшает жидкотекучесть чугуна, уменьшая его поверхностное натяжение и вязкость, образуя легкоплавкую фосфидную эвтектику. Большое значение имеет повышенное содержание фосфора до 1, 0-1, 5% для художественного литья, где требуется повышенная жидкотекучесть. Сера и марганец в отдельности слабо влияют на жидкотекучесть, но при наличии обоих этих элементов образуется MnS, сильно понижающий жидкотекучесть. 2. Свойства литейной формы (состав формовочной смеси, влажность, газопроницаемость, плотность, температура, теплоемкость и теплопроводность). При заливке в горячие прокаленные формы, жидкотекучесть увеличивается. 3. Условий заливки (гидростатический напор, скорость заливки, температура металла и формы). Количество жидкой фазы, при которой наступает нулевая жидкотекучесть, зависит от строения и размеров первичных кристаллов. Например, нулевая жидкотекучесть стали и чугуна наступает соответственно при образовании 20 и 30% твердой фазы. Для чугуна часто применяют спиральную пробу (рисунок 1), имеющую трапециевидное сечение площадью 0, 56 см2. После заливки измеряют длину заполнившейся части спирали, которая и характеризует жидкотекучесть.
Рисунок 1– Технологическая проба для определения жидкотекучести чугуна Различают жидкотекучесть нулевую, истинную (параллельно нулевой), и условно-истинную (параллельно линии ликвидуса). Но т.к. на практике эти жидкотекучести определить очень сложно, то пользуются практической жидкотекучестью – определенная температура перегрева над линией ликвидуса.
l0 – нулевая; lи – истинная; lуи – условно-истинная при постоянном перегреве над tл; lпр – практическая.
Рисунок 2– Виды жидкотекучестей металлических расплавов
Мерой величины жидкотекучести может быть длина прутка L, которая была заполнена до остановки течения (рисунок 3).
Рисунок 3 – Прутковая проба для определения формозаполняемости
Длина L-ℓ – формозаполняемость. Ее оценивают по формуле
Усадка
Усадкой называется свойство металлов и сплавов изменять (уменьшать) объем при затвердевании и охлаждении. Усадка относится к числу важнейших литейных свойств, так как с ней связаны основные технологические трудности в производстве фасонных отливок. Различают три основных периода усадки: 1) в жидком состоянии до наступления температуры кристаллизации; 2) в процессе кристаллизации (в температурном интервале ликвидус-солидус); 3) в твердом состоянии. Различают также линейную ε лин и обёмную ε v усадки:
где ℓ ф – линейный размер литейной формы; ℓ отл – размер отливки после затвердевания; Vф – объем формы; Vотл – объем отливки при комнатной температуре. У некоторых сплавов при определенной температуре могут происходить фазовые превращения, при этом происходит увеличение размеров, называемое предусадочным расширением. Установлено, что линейная усадка начинается не с момента полного затвердевания отливки, а несколько раньше, когда образуется достаточно прочный скелет из соприкасающихся дендритов, способный противостоять давлению жидкого металла. Литейная усадка – разница между линейными размерами модели ℓ м и отливки ℓ отл.
Литейная усадка отличается от линейной, т.к. она зависит не только от свойств и состояния металла, но и от конструкции отливки, формы и других факторов, т.е. может происходить механическое и термическое торможение при кристаллизации. В связи с этим различают свободную и затрудненную усадки. Полная объемная усадка определяется
где
Склонность к образованию трещин
Внутренние напряжения в отливке происходят по следующим причинам. 1. Термические напряжения (σ т), возникающие в результате неравномерности усадки в различных частях отливки (термическое торможение усадки); 2. Фазовые напряжения (σ ф), возникающие в результате фазовых превращений в различных сечениях отливки; 3. Усадочные напряжения, возникающие в результате механического торможения усадки (σ у). В результате литейные напряжения определяются
σ л = σ т + σ ф + σ у.
Если величина напряжений σ л больше предела прочности, то в теле отливки произойдет разрушение. Если материал отливки не способен противостоять действию возникающих напряжений, то произойдет коробление или искривление. В зависимости от зоны влияния, остаточные напряжения делят три рода: 1) зональные – уравновешивающиеся в объеме всей отливки. 2) микроскопические – уравновешивающиеся в объеме отдельных кристаллов; 3) субмикроскопические – уравновешивающиеся в объеме одной или нескольких элементарных кристаллических решеток. Трещины бывают горячие и холодные.
Раздел 3. Чугунное литьё
Классификация чугунов
Чугун самый распространенный литейный материал: примерно 75% отливок получают из чугунов, которые классифицируют следующим образом. 1. По форме углерода, обуславливающего вид излома. 1.1. Серый чугун с пластинчатым графитом (СЧПГ) – графит находится в основном в свободном состоянии. 1.2. Белый чугун (БЧ) – чугун, в котором весь углерод находится в химически связанном состоянии в виде цементита, имеет матово-белый излом. БЧ обладает высокой твердостью, хрупкостью, практически не поддается обработке режущим инструментом. Широко применяется для изготовления деталей дробильного оборудования (брони шаровых мельниц, мелющие шары), лопастей шнеков. 1.3. Отбеленный чугун (половинчатый) – внешняя часть состоит из БЧ, а внутренняя из СЧ. 1.4. Ковкий чугун (КЧ) – чугун с хлопьевидным графитом, получается в результате отжига белого чугуна. Обладает высокой прочностью и платичностью. Изготавливают детали, работающие при ударных и вибрационных нагрузках. 1.5. Высокопрочный чугун с шаровидным графитом (ВЧШГ) используется для деталей ответственного назначения, работающих при высоких статических, ударных и циклических нагрузках под воздействием агрессивных сред. Получение шаровидного графита достигается при введении в расплав сфероидизирующих модификаторов. 1.6. Чугун с вермикулярным (червеобразным) графитом (ЧВГ). Занимает промежуточное положение между чугунами с пластинчатым и шаровидным графитом, сочетает хорошие литейные свойства с более высокими, чем у серого чугуна, прочностью, пластичностью и ударной вязкостью. Получают обработкой расплава РЗМ-содержащими лигатурами (Ce, Y). 2. По химическому составу: низко-, средне- и высоколегированные. 3. По назначению в зависимости от условий эксплуатации: износостойкие, коррозионностойкие, жаростойкие, жаропрочные, ростоустойчивые, антифрикционные, ковитационные, со специальными электрическими свойствами.
Отливки из серых чугунов
Деформации, образующиеся в результате напряжений, могут быть упругими (обратимыми), пластическими (остаточными) или разрушающими.
Таблица 4 – Механические свойства и химический состав СЧПГ
Механические свойства СЧ зависят от химического состава и с увеличением прочности и твердости снижаются. Углерод и кремний являются графитизирующими элементами и оказывают решающее воздействие на структуру и свойства нелегированного чугуна. Кремний передвигает эвтектическую и эвтектоидную точки влево и вверх, т.е. в сторону уменьшения содержания углерода в твердых и жидких растворах, а также повышает температуру превращений. Каждый процент кремния снижает содержание углерода в эвтектике примерно на 0, 3%, поэтому можно принять
Сэ = 4, 26-0, 3Si,
где Сэ – содержание С в эвтектике; Si – содержание кремния в чугуне. Степень эвтектичности чугуна определяется следующим образом
Её также можно оценить разностью содержания углерода в эвтектике и чугуне
Величину (С+0, 3Si) называют углеродным эквивалентом. При С+0, 3Si=4, 26, Чугун, для которого Например, для чугунов марок от СЧ10 до СЧ45 степень эвтектичности Высокий уровень механических свойств у СЧ40 и СЧ45 достигается также меньшим содержанием (на порядок) вредных примесей – фосфора и серы по сравнению с другими СЧ. Стандартом регламентируются только основные механические свойства – σ в, σ и, НВ. Именно по этим характеристикам определяется годность отливок. Мягкий и малопрочный чугун можно получить только при ферритной матрице, а твердый чугун при перлитной матрице с дисперсным графитом. С повышением марки чугуна возрастают прочностные свойства. Прочностные свойства чугуна на сжатие значительно лучше, чем на ратяжение за счет графитовых включений. Механические свойства чугуна определяются соотношением структурных составляющих – в основном феррита, перлита, графита и цементита. Включения графита снижают прочность чугуна за счет уменьшения эффективной площади сечения. Кроме того, они играют роль внутренних концентраторов напряжений. Коэффициент концентрации напряжений для ПГ Кпг = 7, 0-7, 5, а для ШГ – Кшг ≤ 3, 5. Возникновение высоких напряжений в локальных объемах около пластинчатого графита обусловливает появление микротрещин. Но графитовые включения в структуре чугуна обеспечивают высокую циклическую вязкость и низкую чувствительность к надрезам. С повышением степени эвтектичности Sэ механические свойства снижаются за исключением циклической вязкости. Это обусловлено формированием малопрочной ферритной матрицы и образованием большого количества ПГ прямолинейной или игольчатой формы. СЧПГ имеет очень низкую пластичность (δ, ψ, %). Разрушение чугунных образцов при испытании на растяжении происходит практически без пластических деформаций (δ ч = 0, 5-1, 0%, δ ст = 20-40%). В связи с этим приближенная оценка пластичности определяется по величине стрелы прогиба (f300 или f600). Образцы диаметром 30 мм и длиной 300 или 600 мм. С повышением марки чугуна стрела прогиба f300 увеличивается от 2-2, 5 до 3-3, 5 мм.
Ψ – циклическая вязкость%; Е – модуль упругости ГПа; НВ – твердость; σ в – прочность кгс/мм2; f300 – стрела прогиба, мм; δ – относительное удлинение, %. Рисунок 20 – Влияние степени эвтектичности на механические свойства СЧПГ Наилучшим комплексом механических свойств обладают доэвтектические чугуны (СЧ20-СЧ35), которые наиболее широко применяются для изготовления сложных и ответственных отливок.
Таблица 5 – Механические свойства структурных составляющих СЧПГ
Наиболее прочной структурой составляющей является перлит. Увеличение феррита и появление структурно свободного цементита снижает прочностные свойства. Для повышения прочности чугуна при кристаллизации необходимо обеспечить: 1 – уменьшение количества феррита, исключение выделения структурно свободного цементита, получение перлита с максимальной дисперсностью. 2 – уменьшение количества графита и размеров его включений. 3 – приближение формы графита к шаровидной, при которой ослабляется его надрезывающее влияние.
Отливки из ковкого чугуна
Ковкий чугун (КЧ) – конструкционный материал, используемый для изготовления отливок во многих отраслях промышленности. КЧ отличается от СЧ большой вязкостью, а от стали – лучшими литейными свойствами. Его применяют для изделий, подвергающихся динамическим нагрузкам. На долю отливок из КЧ в общем балансе производства литья приходится 3, 5%. Из-за высокой себестоимости он является неперспективным материалом. Ковким называется чугун с хлопьевидным или компактным графитом типа Гф1-Гф 9, получаемый путем отжига БЧ определенного химического состава. Получение отливок из КЧ состоит из двух этапов: 1 – получение отливок из БЧ; 2 – графитизирующий отжиг этих отливок. В результате отжига происходит графитизация с большей или меньшей степенью обезуглероживания. Отливки, которые в литом состоянии были хрупкими и твердыми, после отжига (в определенных пределах) становятся пластичными и легкообрабатываемыми. В зависимости от условий и режима отжига структура КЧ может быть: ферритной, феррито-перлитной, перлитной с большим или меньшим количеством включений графита (углерода отжига). В зависимости от металлической матрицы ковкий чугун может быть ферритным черносердечным (ФЧКЧ), перлитным белосердечным (ПБКЧ) или перлитным (ПКЧ). Излом ФЧКЧ темный, бархатистый с небольшой обезуглероженной светлой поверхностью, он имеет меньшую твердость, лучшую обрабатываемость, более высокую пластичность, поэтому он получил большее распространение, чем ПКЧ. ПБКЧ имеет светлый, блестящий излом за счет легирования во время отжига. Из него изготавливают детали более высокой прочности. ПКЧ обладает также более высокими антифрикционными свойствами. Гост 1215-79 устанавливает 11 марок КЧ, они маркируются двумя буквами КЧ и двумя цифрами: первая – σ в, вторая – δ, %), регламентируется химический состав и твердость (НВ). Механические свойства КЧ в основном зависят от типа матрицы, количества и дисперсности графита.
Таблица 6 – Механические свойства и средний химический состав КЧ
ФКЧ наряду с удовлетворительной прочностью, обладает хорошей пластичностью и вязкостью разрушения. Высокие эксплуатационные свойства ФКЧ сохраняет до температуры 450 °С. ПКЧ имеет более высокую прочность и износостойкость, но меньшую пластичность. Его подвергают следующим видам термообработки: нормализации, закалке и закале с отпуском. В результате получается сорбит или тростит с повышенной прочностью. Преимущества КЧ состоят в однородности его свойств по сечению отливки, отсутствие в них напряжений, сочетание высоких механических свойств с хорошей обрабатываемостью резанием. Хлопьевидный графит обеспечивает ломкость стружки и одновременно служит сухим смазывающим материалом. Ферритная матрица с небольшой твердостью способствует снижению усилий резания. При одной и той же твердости обрабатываемость КЧ на 10-30% выше, чем обрабатываемость стальных поковок. Литейные свойства ковких чугунов зависят от химического состава и состояния углерода. Пониженное содержание (C+Si) дает меньшую степень этектичности, что приводит к снижению жидкотекучести КЧ по сравнению с СЧ. Жидкотекучесть для КЧ имеет важное значение, т.к. из них изготавливают корпусные сложные тонкостенные отливки. Для повышения жидкотекучести увеличивают перегрев металла перед заливкой. КЧ имеют пониженное содержание графитизирующих элементов (C+Si). Это необходимо для получения в литом состоянии полного отбеленного чугуна по всему сечению отливки. Если в структуре образуются включения ПГ, то при отжиге будет формироваться ПГ, а не ХГ, в результате вместо КЧ получится СЧПГ. КЧ должен иметь такой химический состав, который был бы максимально приближен к составу серого чугуна, но не содержал бы ПГ. Он должен быть предельно белым и находиться в половинчатой области структурных диаграмм. Сочетание C и Si для отливок с разной толщиной стенок различно, чем толще стенка, тем меньше требуется C и Si. Содержание Mn в зависимости от содержания S, т.е. Mn/S = 3-4. Содержание других элементов определяется их влиянием на графитизацию. Хром как карбидообразующий элемент значительно увеличивает глубину отбела, поэтому его содержание находится в пределах 0, 05-0, 07%. Цель отжига – обеспечить графитизацию чугуна. При этом возможны два варианта: 1 – полная графитизация и получение чисто ферритной матрицы; 2 – частичная графитизация, образуется перлитная или феррито-перлитная матрица. Графитизирующий отжиг состоит из двух стадий. 1 – нагрев до температуры 930-1050 °С и выдержка примерно 10 ч. На этой стадии происходит разложение первичного и ледебуритного цементита, в результате образуется аустенитная матрица с включениями хлопьевидного и коагулярного графита. Затем температура снижается со скоростью Vохл = 25 °С/ч до температуры эвтектоидного превращения ~ 760 °С и далее начинается вторая стадия графитизции. 2 – медленное охлаждение со скоростью Vохл = 5 °С/ч во всем интервале эвтектоидного превращения (760-700 °С). При этом происходит распад Цп → Ф +Г. Конечная структура чугуна зависит от параметров второй стадии, т.е. скорости охлаждения или длительности выдержки в интервале критических температур.
Рисунок 24 – Режим графитизирующего отжига с БЧ на ФЧКЧ
Кратковременная выдержка в течение 5 ч дает перлитную матрицу с включениями коагулярного графита, вокруг которого ферритная кайма. Длительная выдержка приводит к полному распаду цементита и получению ФКЧ. Длительность отжига является главным недостатком КЧ. Для получения ПБКЧ режим отжига изменяется. Он сводится к длительной первой стадии в окислительной атмосфере при температуре 1000-1050 °С в течение 70-80 ч. За это время происходит удаление значительной части углерода.
Рисунок 25 – Ускоренный режим отжига для получения ПБКЧ (ПКЧ)
Структура П+Г и поэтому этот чугун по составу напоминает графитизированную сталь. Применение окислительной атмосферы сокращает время отжига со 100 до 50 ч. Вторая стадия отжига проходит при относительно большой скорости охлаждения – 25 °С/ч. Цементит не распадается при эвтектическом превращении, а остается в перлите. ПКЧ подвергается термической обработке – закалке и отпуску для получения сорбита или тростита, в результате чего повышаются механические свойства. Иногда ПКЧ легируют медью, молибденом, марганцем. Для предупреждения выделения пластинчатого графита в толстых сечениях отливки в жидкий чугун вводят Bi = 0, 005-0, 025, В = 0, 002-0, 0035. Обычный ПКЧ вытесняет ПБКЧ и получает более широкое распространение при изготовлении ответственных отливок.
Способы получения ВЧШГ
Получение ВЧШГ состоит из двух этапов: 1. Выплавка чугуна; 2. Модифицирование жидкого чугуна сфероидизирующим модификатором. Выплавку производят в вагранках или дуплекс-процессом (В-ДСП). Шихта состоит из чугунного, стального лома, возврата, ферросилиция, ферромарганца. За счет высокого углеродного эквивалента (Сэ =5, 4-6, 0) выплавка производится как обычного СЧ, при этом желателен избыток чушковых чугунов. Физические свойства металлического Mg следующие: плотность ρ = 1, 71г/см3, температуры – плавления 651 °С, кипения 1107 °С; а жидкого чугуна: ρ чуг= 6, 8-7, 0г/см3, tпл.чуг=1300-1350 °С. Поэтому при введении металлического Mg в открытых ковшах он практически весь угарает. Для увеличения степени усвоения применяют следующие способы. 1. Металлический Mg засыпается на дно ковша. 2. Mg вводится в виде тяжелых лигатур (Mg-FeSi, Mg-Ni, Mg-Cu, Mg-SiCa) или в виде брикетов (с содержанием Mg 8-20% и плотностью 7, 0-8, 5 г/см3. 3. Под избыточным давлением: в автоклаве или герметизированном ковше. 4. Непосредственно в литейной форме, в литнитковой системе которой имеется в специальная камера с магниевой лигатурой. В зависимости от способа ввода расход магния от жидкого чугуна составляет: - в открытых ковшах с помощью колокола 0, 4 - 0, 7%; - в виде лигатур 2-2, 5%; - под избыточным давлением 0, 2 - 0, 3%. интенсивность испарения 0, 1%/мин. Механизм формирования шаровидного графита до конца не изучен. Существуют десятки гипотез по его формированию, наиболее убедительные из них следующие. 1. Mg изменяет величину поверхностного натяжения между металлом и графитовым включениям, поэтому формируется ШГ, а не ПГ. 2. Mg адсорбируется в виде тонкой пленки на растущем графитовом включении и тормозит диффузию углерода. 3. При взаимодействии Mg с жидким чугуном образуются газовые пузырьки, куда диффундируют атомы углерода, сохраняя их форму. 4. В чугуне, содержащем Mg рост графита тормозится металлической матрицей. При избытке Mg произойдет сквозной отбел, т.к будет невозможно выделение свободного углерода. При недостатке Mg будет образовываться вермикулярный или ПГ. Существуют следующие типы магниевых лигатур: СИИТМИШ, СЦЕМИШ; Ц1(%,: РЗМ=6-15; Mg=2-4; Ва=4-12; Al=10-18; Si=17-29; Feост.); Ц2 (%,: РЗМ=11-18; Mg=1, 5-3, 5; Al=5; Zr=0, 2-1, 8; Fe=12-27; Siост.). Их расход составляет 1, 2-2, 0% от массы металла, при расходе 0, 6-0, 8% получается ЧВГ.
Раздел 5. Стальное литьё Углеродистые стали
Для получения отливок используются углеродистые стали, содержащие 0, 12-0, 60% С. Они маркируются числом, обозначающим среднее содержание углерода (в сотых долях процента) и буквой Л (таблица 8). Литейные стали отличаются от деформируемых большим допуском на содержание примесей, а также меньшей пластичностью. В зависимости от назначения и предъявляемых требований все отливки из углеродистых и легированных сталей подразделяют на три группы: 1 – отливки общего назначения, контролируемые по внешнему виду, размерам и химическому составу; 2 – отливки ответственного назначения, контролируемые, кроме того, по прочности (σ в или σ т) и относительному удлинению; 3 – отливки особо ответственного назначения, контролируемые дополнительно к указанным характеристикам по ударной вязкости. В число контролируемых параметров могут включаться также микроструктура, пористость, герметичность и другие специальные характеристики. Содержание углерода определяет марку стали и ее основные свойства. Марганец (0, 3–0, 9%) раскисляет сталь и нейтрализует вредные примеси серы, а также несколько повышает прочность стали. С железом сера образует сульфид FeS и легкоплавкую эвтектику Fe–FeS, выделяющуюся по границам зерен, в результате чего возникает красноломкость и склонность к образованию горячих трещин. При введении марганца в соотношении %Мn ≥ 1, 71% S образуются более тугоплавкие сульфиды MnS, располагающиеся в виде неметаллических включений внутри зерна; в результате красноломкость исчезает. Кремний (0, 2–0, 5%) вводится в сталь как раскислитель. Даже в небольших количествах он заметно упрочняет феррит и снижает пластичность стали. Сера и фосфор в сталях являются вредными примесями. Их содержание должно быть не более 0, 045% S и 0, 04% Р в зависимости от группы и габаритных размеров отливок; с увеличением размеров требования ужесточаются.
Выплавка чугуна
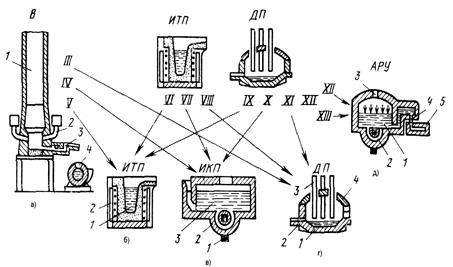
Плавка чугуна в литейном производстве (вторичная плавка) производится в следующих плавильных агрегатах: вагранках (В), индукционных печах (ИТП), дуговых печах (ДСП). Соответственно различают методы: ваграночный, индукционной и дуговой плавки чугуна. Пламенные печи стационарные и вращающиеся (ПлС, ПлВ) используют очень редко для переплава крупногабаритного лома, например, чугунных прокатных валков, или получения одновременно больших масс металла. В крупносерийном и массовом производстве отливок широкое распространение получили дуплекс– и триплекс–процессы плавки чугуна. Дуплекс-процессы для двух типов печей (возможно сочетание одной из плавильных печей с АРУ). Триплекс-процессы, включающие плавку в одной из печей, доводку в другой и заливку в форму при помощи АРУ. В этом случае возможно сочетание дуплексов с АРУ. Кроме того, возможно и весьма энергетически экономично применение дуплекс-процесса доменная печь – электропечь. При этом жидкий чугун из доменной печи сливают для доводки в индукционную или дуговую печь.
а – вагранка; б – индукционная тигельная печь; в – индукционная канальная печь; г – дуговая печь; д – АРУ – автоматическое различное устройство; 1 – ХII – дуплекс-процессы соответственно В–ДСП; В–ИКП; В–ИТП; ИТП–ИТП; ИТП–ИКП; ИТП–ДСП; ДСП –ИТП; ДСП–ИКП; ДСП–ДСП; плавильная печь–АРУ; XIII – триплекс-процессы: плавильная печь – миксер – АРУ. Рисунок 34 – Классификация процессов плавки и технологические схемы основных видов печей для плавки чугуна:
Плавка чугуна в вагранках
В настоящее время самым распространенным чугуноплавильным агрегатом является вагранка, простота конструкции которой обеспечила ей широкое распространение во всем мире. Однако открытые коксовые вагранки выбрасывают в атмосферу большое количество вредных газов и пыли, а также не удовлетворяют современным требованиям, предъявляемым к температуре и качеству чугуна при производстве сложных отливок. В связи с этим вагранки оснащают устройствами для дожигания и очистки отходящих газов и подогрева воздушного дутья. Характерной особенностью современной вагранки является доменный профиль шахты, который существенно улучшает газодинамику и теплообмен в вагранке и удобен для наружного поливного охлаждения. Фурмы выполняют вдвинутыми водоохлаждаемыми, быстросменными, по типу фурм доменных печей. Вагранки имеют огнеупорную футеровку; в большинстве случаев эта футеровка выполняется из шамотных огнеупорных изделий.
Рисунок 38 – Классификация вагранок
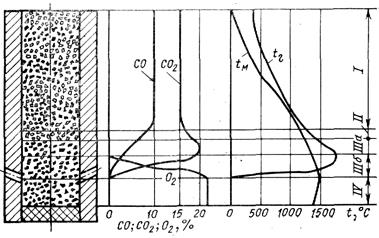
Для футеровки остальных зон используют изделия ШБВ и ПБВ. Кроме кислой футеровки, которая выполняется из шамотных и полукислых огнеупоров, вагранки могут иметь основную футеровку. Она используется лишь в тех случаях, когда надо получить из вагранки малосернистый чугун за счет применения основных шлаков. Работают эти вагранки обычно на горячем дутье. Для футеровки горна вагранок с водяным охлаждением, имеющих длительный цикл работы, применяют углеродистые огнеупоры в виде блоков или набивной углеродистой массы. Накопление металла может осуществляться в нижней части вагранки, называемой горном, или в специальном копильнике. В соответствии с этим различают вагранки с копильником и без него. Кокс в вагранке находится в виде толстого слоя холостой колоши и более тонких слоев рабочих колош. Его горение при подаче воздуха в фурмы определяет физико–химические условия процесса плавки.
Рисунок 39 – Изменение температуры и состава газов по зонам вагранки (tг и tM – температуры газов и металла)
В районе фурм кислород подаваемого в вагранку воздуха реагирует с углеродом кокса
С + О2 = СО2.
За кислородной зоной холостой колоши следует редукционная зона, в которой происходит восстановление (редукция) двуокиси углерода до окиси
СО2 + С = 2СО.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 2044; Нарушение авторского права страницы
 .
.


 .
. ,
,  ,
,  .
. ,
,  – усадка металла в жидком состоянии;
– усадка металла в жидком состоянии;  – средний объемный коэффициент усадки металла в жидком состоянии;
– средний объемный коэффициент усадки металла в жидком состоянии;  – усадка в температурном интервале ликвидус-солидус;
– усадка в температурном интервале ликвидус-солидус;  – усадка в твердом состоянии.
– усадка в твердом состоянии. .
. .
. =0.
=0. = 1 или
= 1 или  снижается от 1, 1 до 0, 79, что несколько ухудшает литейные свойства.
снижается от 1, 1 до 0, 79, что несколько ухудшает литейные свойства.