|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение норм времени на обработку
Определение норм времени зависит во многом от типа производства. В условиях массового и крупносерийного производства их устанавливают по нормативам в сочетании с широким использованием экспериментальных исследований на рабочих местах. В серийном производстве норма определяется в основном по расчетным нормативам. В единичном и мелкосерийном широко применяется нормирование на уровне укрупненных трудовых приемов или операций в целом. Единицей измерения нормы времени является штучно-калькуляционное время на операцию
где То – основное время; Тв – вспомогательное время; Тобс – время обслуживания рабочего места; Тот – время на отдых исполнителя; Тп.т – время перерывов по организационно-техническим причинам; Тпз – время подготовительно-заключительной работы; Р – объем партии деталей. При нормировании станочных работ время перерывов по организационно-техническим причинам часто не учитывают, поэтому
где К1 и К2 – коэффициенты, учитывающие затраты времени на обслуживание рабочего места и отдых, % от оперативного времени Toп; Тшт – штучное время. Основное время определяют на каждый переход, после чего время всех переходов суммируют:
где L – расчетная длина обработки в направлении подачи; l – длина обработки по чертежу; l1 – дополнительная длина на врезание и перебег инструмента;
где tуст – время на установку и снятие детали; tпер – время, связанное с выполнением технологического перехода (управление станком, смена инструмента); tкн – время на выполнение контрольных операций.
Определение технологической себестоимости операции Технологическая себестоимость операции Сoп = Сз.п + Са + Ср + Спр + Сэл + Нц, где Сз.п = Тш.кКтКп – затраты, связанные с заработной платой основного рабочего; Са – затраты, связанные с амортизацией оборудования; Ср – затраты на ремонт оборудования; Спр – затраты на амортизацию и ремонт приспособлений; Сэл – затраты на силовую электроэнергию; Нц – косвенные цеховые неучтенные расходы; Кт – тарифный коэффициент (принимается в зависимости от разряда работ); Кп – коэффициент, учитывающий значение приработки, доплат, премий и начислений. Для некоторых станков существуют справочные таблицы стоимости 1 станко-ч (Сстч). В этом случае стоимость операции можно определить по упрощенной формуле Соп = СстчТшк/60. Этот способ определения себестоимости операции менее точный [9, 10, 13].
Качество поверхностей деталей Основные понятия Качество поверхностей детали характеризуется шероховатостью, волнистостью, физико-механическими и химическими свойствами, а также наличием остаточных напряжений. Качество поверхностного слоя оказывает значительное влияние на эксплуатационные свойства детали [8, 11, 16]. Шероховатость поверхности. Износостойкость детали увеличивается с уменьшением шероховатости, но до определенного уровня, далее она возрастает (рис. 3.3). Более высокий темп износа при большой шероховатости объясняется механическим зацеплением, скалыванием и срезом неровностей поверхностей. Возрастание темпа износа при шероховатости меньше оптимальной объясняется межмолекулярным сцеплением, которое возникает из-за выдавливания смазочного материала и плохой смачиваемости чистых поверхностей. В зависимости от условий работы оптимум шероховатости бывает разным. При более тяжелых условиях оптимум смещается вправо. На износ оказывает влияние направление неровностей. При жидкостном трении и малой высоте неровностей направление рисок влияния на износ не оказывает, при увеличении шероховатости приводит к уменьшению износа параллельное направление рисок и скорости движения. При граничном трении с малыми неровностями параллельное направление рисок и скорости движения приводит к увеличению износа по причине возникновения схватывания металла, при увеличении микронеровностей параллельное направление благоприятнее перпендикулярного [13, 14, 15]. Форма неровностей также оказывает влияние на износ. Более многочисленные неровности при одинаковой их высоте обеспечивают меньший темп износа.
Рис. 3.3. Зависимость износа (И) от шероховатости (Rz) поверхности
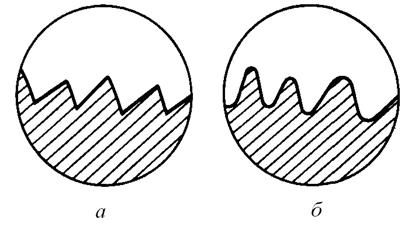
Усталостная прочность деталей снижается с увеличением шероховатости. Особенно интенсивно снижается усталостная прочность при острой шероховатости (рис. 3.4). Уменьшение шероховатости неблагоприятно сказывается на прочности прессовых соединений и коррозионной стойкости деталей.
Рис. 3.4. Острая (а) и гладкая (б) формы шероховатости
Волнистость поверхности. Отличие волнистости от шероховатости условно. Шероховатостью считается неровность с относительно малыми шагами, т.е. S/Н < 50. При волнистости S/Н = 50...1000, где S – шаг волны неровности; Физико-механические и химические свойства поверхностного слоя деталей. Поверхностный слой отличается от основной части металла, он обычно сильно деформирован и упрочнен. В поверхностном слое под воздействием окружающей среды и температуры возникают различного рода химические соединения, в частности, окислы. Деформационное упрочнение (наклеп) оценивается по глубине и степени наклепа. Степень наклепа представляет собой отношение поверхностной твердости к твердости исходного материала. Износостойкость деталей в большинстве случаев улучшается с повышением твердости поверхностного слоя, но следует помнить, что перенаклеп поверхностного слоя может привести к микротрещинам и шелушению металла. Усталостная прочность деталей повышается с увеличением наклепа металла. Считается, что циклическая прочность наклепанных деталей возрастает на 25...35 %. Коррозионная стойкость снижается с повышением наклепа из-за появления большого числа коррозионных микроэлементов. В зонах сдвигов кристаллических решеток и мест выхода дислокации (линейный дефект кристаллической решетки) убыстряется абсорбция и развиваются коррозионные и диффузионные процессы. Но иногда наклеп (обкатка роликом, обработка дробью) позволяет завальцевать пути проникновения активных веществ внутрь металла, благодаря чему коррозионная стойкость не снижается. В большинстве случаев наклеп оказывает вредное влияние на прочность деталей, работающих при температурах свыше 700... 800 °С. Остаточные напряжения. Они практически не оказывают влияния на износ, но отражаются на усталостной прочности детали. Сжимающие напряжения увеличивают усталостную прочность, а растягивающие ее снижают, причем сжимающие напряжения в большей мере повышают предел выносливости, чем снижают его такие же по значению остаточные напряжения растяжения.
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 774; Нарушение авторского права страницы
 ,
,  ,
, 
 ,
,  ,
,