|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна.
В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
Разрыв между патрубком и вставкой 5—10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200—350 мм. Суммарная длина впускного тракта состоит: Σ Lвп =Δ + L1 + Lk + L2
где Δ — длина тракта в цилиндре; L1 — длина впускного патрубка; Lk —длина карбюратора; L2— длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле:
Σ Lвп = Где n – число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a – cкорость звука (20, 1Т м/сек) Т вп = 273+t0вч С t0вч С – температура смеси после карбюратора.
ВПУСКНОЕ ОКНО Для лучшего наполнения картера двигателя площадь впускного окна цилиндра должна быть равна 1, 1—1, 4 площади проходного сечения карбюратора, так как окно открыто полностью только в течение короткого времени от общей продолжительности впуска. Фазы впуска у всех спортивных двухтактных двигателей практически одинаковы и измеряются в углах поворота коленчатого вала либо в процентах хода поршня. Зная рабочий объем цилиндра и подсчитав нужную пропускную площадь впускного окна, следует определить фазу впуска. Фазы впуска для кроссовых мотоциклов с каждым годом приближаются к фазам впуска шоссейно кольцевых мотоциклов (205—210°—фаза на сегодня). Лучшие фазы впуска большинства кроссовых мотоциклов находятся в пределах 160—190° поворота коленчатого вала. Обычно фаза впуска равна фазе выпуска, но она с успехом корректируется подрезкой нижней (регулирующей) кромки юбки поршня на 2—5мм, что, в свою очередь, способствует созданию непрерывного газового потока за счет полностью открытого на некоторое время впускного окна. Для простоты расчета высоты впускного окна (для любого хода поршня) надо брать процентное отношение высоты окна к ходу поршня приблизительно: В = 42—43% от h, где В — высота впускного окна; h—ход поршня. Ширина окна обычно выполняется равной 62—63% диаметра цилиндра (измерение по хорде), но если делать окно с перемычкой, то можно ширину окна доводить до 80% диаметра цилиндра. Форма впускного окна чаще всего берется прямоугольная с небольшими радиусами закругления на углах, чтобы как можно эффективнее использовать полезную проходную площадь окна. Лучший вариант впускного окна — это ровное, квадратное окно без перемычки. Минимальный радиус закруглений в углах впускного окна 5 мм. Острые кромки окна закругляются радиусом 0, 5 мм со всех сторон. Ширина перемычки между окнами находится в зависимости от диаметра цилиндра и берется равной 0, 05—0, 1 диаметра цилиндра. Нижняя кромка впускного окна должна открываться поршнем сразу по всей площади, так как время открытия окна очень маленькое, а впустить нужно максимальное количество рабочей смеси. Нужно помнить о площади поперечного сечения окна, она должна быть достаточной для данного класса (6, 5 см2на 100 см3 двигателя). Только в этом случае двигатель будет «дышать» легко, и задержки на пути рабочей смеси не будет. Аккуратность, точность разметки и исполнение всех размеров позволит разместить нужное впускное окно в цилиндре. После окончания работ по распиловке окна и подгонке его по рубашке нужно заполировать поверхность канала до блеска.
ПОРШЕНЬ Поршень — это одна из основных и наиболее ответственных детален спортивного двигателя. Чаще всего поршень для спортивного двигателя изготовляется заново. Обычно поршень отливается из сплава алюминия кокильным литьем, под давлением. Лучшими являются цельнокованые поршни из материала АК—с последующей термообработкой. При изготовлении нового поршня или использовании имеющегося следует обратить внимание на ряд обязательных требований, предъявляемых к поршню для спортивного двигателя. Поршень должен быть надежным и жестким, для этого необходимо иметь: а) ребра жесткости (от бобышек поршневого пальца к днищу), чтобы не было смятия и отрыва головки поршня; б) ребра жесткости на юбке со стороны впуска и выпуска (чтобы юбка не деформировалась на концах); в) толщина днища поршня не менее 5 мм плюс ребра жесткости (чтобы исключить возможность прогорания и продавливания днища головки поршня); г) мощные бобышки поршня, соответствующие 1, 5 диаметра поршневого пальца (чтобы выдержать большие нагрузки, передаваемые через поршень на шатун); д) сплав, из которого изготовлен поршень, должен иметь небольшой коэффициент линейного и объемного расширения. Коэффициент линейного расширения материала поршня при 100°С - 0, 01. Чистая обработка рабочих поверхностей, перпендикулярность осей поршня и поршневого пальца, нужная глубина канавок под стопорные кольца, правильная надежная установка их обеспечивают нормальную, безаварийную работу поршня. Стопорные кольца поршневого пальца в канавках должны утопать на 0, 6—0, 7 диаметра проволоки стопорного кольца. Изношенные либо плохо пружинящие стопорные кольца устанавливать на поршень нельзя, так как они могут вылететь и вывести из строя поршень, цилиндр, головку, коленчатый вал двигателя. Отверстие под поршневой палец выполняется по скользящей посадке и обязательно должно иметь каналы под смазку. Глубина канавки под поршневое кольцо делается такой, чтобы кольцо утопало в ней на 0, 3—0, 4 мм, а ширина канавки была равна ширине кольца +0, 03. Рекомендуется производить притирку поршневых колец в канавках. Это нужно делать до установки стопорных штифтов. Для этого нужно установить поршневое кольцо в канавку на поршень, слегка смазав ее моторным маслом, вставить поршень с кольцом в цилиндр на глубину 10—15 мм и, вращая поршень, добиться свободного проскальзывания кольца в поршневой канавке. После этого промыть поршень в бензине, снять поршневое кольцо, установить в нужном месте стопор. Расположение верхнего L-образного кольца в одной плоскости с краем сферы головки поршня дает возможность точно отсекать, регулировать фазы продувки и выпуска, но боязнь перегрева и поломки поршневых колец (некачественны) заставляет располагать их на 1—2 мм ниже сферы (рис. 35).
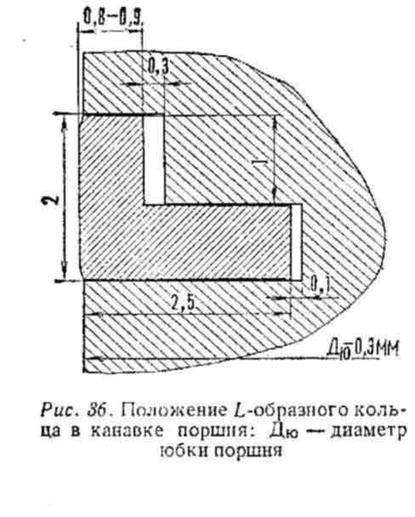
При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца — ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).
Для улучшения динамики газового потока со стороны впуска нужно скруглить нижний край юбки поршня радиусом R= 5 мм. Величина подрезания юбки поршня со стороны впуска 2 - 5 мм, с запиловкой радиуса округления и полировки этой кромки. Чтобы иметь неразрывный газовый поток большее время, управляющая кромка поршня должна уходить примерно на 10—15% хода поршня за верхнюю кромку окна. Лучшие результаты достигнуты при подъеме поршня над верхней кромкой окна на 3, 5—5 мм. При установке нового поршня надо помнить о площади поперечного сечения продувочных окон на поршне. Они не должны быть меньше, чем окна в гильзе цилиндра.
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 561; Нарушение авторского права страницы