
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Устройство ножовки по металлу
Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и рукояткой, а на другом - подвижная головка с натяжным винтом и гайкой (барашком) для натяжения полотна. В головках выполнены прорези, в которые вставляют ножовочное полотно и крепят его штифтами. Рамки для ножовки бывают цельные и раздвижные. В раздвижных рамках колено перегибают, пока заклёпка не выйдет из выреза и смещают. Заклёпку вводят в другой вырез и колено выправляют. Станок с передвижным держателем – это угольник с рукояткой, по которому можно перемещать и закреплять в нужном положении держатель. Ножовочное полотно – тонкая и узкая стальная пластина с двумя отверстиями и с зубьями на одном из рёбер. Полотна изготавливают из сталей У10А и Х6ВФ с твёрдостью по Роквеллу HRCэ 61…64. Полотно вставляют в рамку зубьями вперёд. Размеры ножовочных полотен: · l = 250…300мм; · b =13 и 16мм; · h = 0.65 и 0.8мм. Зуб ножовочного полотна имеет форму клина (резца) (рисунок 6.4), на котором различают задний угол α, угол заострения β и передний угол γ, где α +β +γ =90 ° Рисунок 6.4 – Элементы зуба ножовочного полотна (а); передний угол зуба положительный (б), равный нулю (в) и отрицательный (г) Опиливание металлов. Виды опиливания Заготовку очищают металлическими щетками от грязи, масла, формовочной земли, окалины, зажимают в тисках опиливаемой поверхностью горизонтально, на 8….10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надевая на губки нагубники из мягкого материала(медь, латунь, алюминий, мягкая сталь)(рисунок 7.4).
Рисунок 7.4. Положение рук(а), корпуса(б) и ног(в) при опиливании Корпус работающего должен быть прямым, развернутым на 45˚ к линии оси тисков; угол между плечевой и локтевой частями согнутой в локте правой руки с напильником, установленным на губки тисков, образует 90˚. Левая нога выносится (отводится) вперед по направлению движения напильника, правая отставляется от левой на 200..300 мм так, чтобы середина ее ступни находилась против пятки левой ноги. При рабочем ходе напильника основная нагрузка на левую ногу, при холостом на правую. При доводке и отделке заготовки нажим на напильник слабый, стопы ног располагают почти рядом или выполняют работу сидя. Важное значение при работе имеет положение рук( хватка напильника). Правой рукой берут за рукоятку напильника так, чтобы рукоятка упиралась в ладонь руки, четыре пальца захватывали рукоятку снизу, а большой палец помещался сверху. Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20..30 мм от его носка, при этом пальцы слегка согнуты, но не свисают. Локоть левой руки слегка приподнят. Правая рука от локтя до кисти составляет с напильником прямую линию. При опиливании во время рабочего хода увеличивается нажим правой рукой при одновременном уменьшении нажима левой, для исключения завала поверхности. При обратном ходе напильник не отрывают от обрабатываемой поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе. Сначала опиливание выполняют слева направо под углом 30..40˚ к оси тисков, затем, не прерывая работы, прямым штрихом и заканчивают опиливание косым штрихом под тем же углом, но справа налево. Контроль опиленной поверхности осуществляют поверочной линейкой на просвет или в тщательном случае с помощью поверочной плиты на краску. Параллельность 2-х поверхностей проверяется штангенциркулем. Виды опиливания В практике ручной обработки металлов встречаются следующие виды опиливания: опиливание плоскостей, сопряженных параллельных и перпендикулярных поверхностей деталей, криволинейных (выпуклых или вогнутых) поверхностей, а также распиливание и припасовка поверхностей. Опиливание наружных плоских поверхностей Опиливание поверхностей угольника, расположеных под прямым углом В зависимости от формы заготовок и деталей применяют следующие виды опиливания: -опиливание конца стержня на квадрат; -опиливание цилиндрических заготовок; -опиливание вогнутых и выпуклых(криволинейных)поверхностей; -опиливание тонких пластинок; -опиливание в раздвижных рамках; -опиливание в универсальной наметке; -опиливание в плоскопараллельных наметках; -опиливание по контуру (кондуктору). Классификация напильников Напильник - многолезвийный инструмент для снятия небольших слоев металла представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы(зубья), имеющие в сечении форму клина. Изготавливают напильники из стали У10А, У13А или легированной стали ШХ15, 13Х. После нанесения на напильники насечки их подвергают термической обработке (закалке), (рисунок 7.1). Припуски на опиливание составляют 0, 5….0, 025 мм, а точность обработки достигает 0, 2….0, 05 мм и в отдельных случаях, до 0, 005 мм.Напильники подразделяют по размеру насечки, ее форме, по длине и форме бруска.
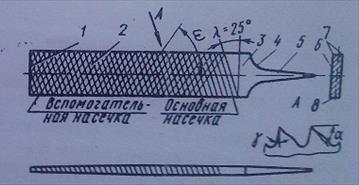
Рисунок 7.1. Слесарный напильник общего назначения: 1-носок, 2-рабочая часть, 3-ненасечённый участок, 4-заплечик, 5-хвостовик, 6-широкая сторона, 7-рёбра, 8-узкая сторона С помощью зубьев напильниками спиливают стружку с обрабатываемого материала. Зубья получают на пилонасекательных станках специальными зубилами, на фрезерных- фрезами, на шлифовальных- специальными шлифовальными кругами, путем накатывания, протягивания на протяжных станках и на зубонарезных станках. Каждый зуб имеет задний угол α, угол заострения β и передний угол γ ( рисунок 7.2)
Рисунок 7.2. Зубья напильников: а-насеченные, б-полученные фрезерованием или шлифованием, в-полученные протягиванием. У напильников с насеченными зубьями, γ =-12….-15˚ (угол отрицательный); α =35….40˚; β =62…70˚, что обеспечивает достаточно большое пространство для размещения стружки. У напильников с зубьями, полученными фрезерованием или шлифованием, γ =2….10˚, α =25˚, β =35…65˚. У напильников с зубьями, полученными протягиванием, γ =-5 ˚; β =55 ˚; α =40 ˚.У таких зубьев имеется впадина с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, повышается производительность труда и они более стойкие, т.к. не забиваются стружкой. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Насечка может быть одинарной ( простой), двойной (перекрестной), рашпильной (точечной) или дуговой. Напильники с одинарной насечкой снимают широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов. Напильники с двойной насечкой используют при опиливании стали, чугуна и других твердых материалов, так как перекрестная насечка размельчает стружку, чем облегчает работу. Нижняя основная более глубокая насечка под углом α =25˚, верхняя (вспомогательная) под углом β =45 ˚ разрубает основную насечку на большое число отдельных зубьев. Перекрёстная насечка больше разрушает стружку, что облегчает работу.Напильниками с рашпильной насечкой, имеющими между зубьями вместительные выемки, что способствует лучшему размещению стружки, обрабатывают очень мягкие металлы и неметаллические материалы. Напильники с дуговой насечкой имеют большие впадины между зубьями, что обеспечивает высокую производительность и хорошее качество обрабатываемых поверхностей. По назначению напильники делят на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные напильники. Для общеслесарных работ применяют напильники общего назначения. По числу насечек на 1 см длины их подразделяют на 6 номеров. Напильники с насечкой № 0 и 1 (драчёвые) имеют наиболее крупные зубья и служат для грубого (чернового) опиливания с точностью 0, 5…0, 2 мм. Напильники с насечкой № 2 и 3 (личные) служат для чистового опиливания деталей с точностью 0, 15..0, 02 мм. Напильники с насечкой №4 и 5 (бархатные) применяются для окончательной точной отделки изделий. Достигаемая точность обработки 0, 01….0.005 мм. Длина напильников может составлять 100….400 мм. По форме поперечного сечения инструменты подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные(рисунок 7.3).
Рисунок 7.3. Типы напильников: а-плоские, б-острокосые, в-квадратные, г-трёхугольные, д-круглые, е-полукруглые, ж-ромбические, з-ножовочные. Плоские применяются для опиливания наружных и внутренних плоских поверхностей, пропиливания шлицев и канавок. Квадратные- для распиливания квадратных, прямоугольных и многоугольных отверстий, опиливания узких плоских поверхностей. Трехгранные- для опиливания острых углов, равных 60 ˚ и более, для заточки пил по дереву. Круглые- для распиливания круглых и овальных отверстий, вогнутых поверхностей небольшого радиуса. Полукруглые с сегментными сечениями – для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой кромкой), выпуклых криволинейных поверхностей и углов более 30 ˚ (плоской стороной).Ромбические- для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцов, опиливания углов более 15 ˚. Ножовочные- для опиливания внутренних углов, клиновидных канавок, узких пазов, при изготовлении режущих инструментов и материалов. Для обработки мелких деталей служат малогабаритные напильники- надфили. Они изготавливаются пяти номеров, с числом насечек на 1 см длины до 112. Обработку закаленной стали и твердых сплавов производят специальными надфилями, у которых на стальном стержне закреплены зерна искусственного алмаза. Напильники специального назначения изготавляют для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, тарированные и алмазные напильники. Специальные машинные стержневые напильники изготавливаются для опиловочных станков с возвратно-поступательными движением и вращающиеся напильники (бархатные, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках. Рукоятки напильников изготавляют из древесины( береза, клен, ясень, липа) или пресованной бумаги. Чтобы рукоятка не раскалывалась, на ее конец насаживают стальное кольцо. Кроме обычных рукояток применяют универсальные, быстросменные, долговечные деревянные, навинчиваемые на хвостовик, рукоятки для напильников с цилиндрическими хвостовиками и рукоятки для закрепления надфилей. За напильниками требуется тщательный уход: -предохранять от ударов, повреждающих зубья; -хранить на деревянных подставках, исключающих их соприкосновение; -оберегать от попадания на них масла и наждачной пыли; -для предохранения от забивания стружкой мягких металлов перед работой натирать мелом; -не обрабатывать материалы, твердость которых равна или более твердости материала напильника; -новыми напильниками сначала следует обрабатывать мягкие металлы, а после некоторого затупления-твердые, что увеличивает срок их эксплуатации); -переодически очищать напильники от стружки, постукивая носком о верстак, и кордовой щеткой, перемещая ее вдоль насечки; -сильно замасленные напильники мыть в керосине или бензине. Для конкретной работы выбирают тип напильника, его длину и номер насечки. Длина напильника должна быть на 150 мм больше размера обрабатываемой поверхности. Для опиливания тонких пластин пригоночных и доводочных работ берут короткие напильники с мелкой насечкой. При снятии большого припуска работают напильниками длиной 300..400.мм с крупной насечкой. Гибка металлов. Виды гибки Гибка – обработка металлов давлением, при которой заготовке придаётся изогнутая форма. Разновидности гибки – профилирование (гофрирование), свёртка (изготовление сварных труб), навивка пружин, правка. Гибка деталей, одна из наиболее распространённых технологических операций, может осуществляться вручную на опорном инструменте и оправках и на гибочных машинах, прессах. При гибке одна часть заготовки перегибается по отношению к другой на заданный угол. Изгибающая сила вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости изгибаемого материала, деформация в заготовке будет упругой и после снятия нагрузки заготовка принимает первоначальный вид (выпрямляется). Чтобы заготовка после снятия нагрузки сохраняла приданную ей форму, напряжения изгиба должны превышать предел упругости. При этом возникает пластическая деформация: наружные слои растягиваются и удлиняются, внутренние слои заготовки сжимаются и укорачиваются, а средний слой заготовки (нейтральная зона) – не испытывает ни сжатия, ни расширения, его длина остаётся постоянной.
24.Инструмент и приспособления для гибки металлов
Тонкий листовой металл гнут киянками. При гибке листового металла толщиной от 0, 5 мм, полосового и пруткового материала толщиной до 6, 0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г (лучше применять молотки с мягкими бойками или с
Рисунок 8.9. Гибка заготовок с помощью гибочного штампа
мягкими вставками) в тисках, на плите или с помощью специальных приспособлений. Проволоку диаметром до 3 мм гнут плоскогубцами или круглогубцами. Выбор инструмента зависит от материала заготовки, размеров её сечения и конструкции детали, которая должна получиться в результате гибки. Молотки с мягкими вставками и деревянные молотки – киянки – применяют для гибки тонколистового металла толщиной до 0, 5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала. Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0, 5 мм и проволоки. Плоскогубцы предназначены
для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Популярное: |
Последнее изменение этой страницы: 2016-03-25; Просмотров: 4366; Нарушение авторского права страницы




 Наиболее подвергнуты растяжению и сжатию поверхностные наружные и внутренние слои заготовки (рисунок 8.1). По нейтральному слою рассчитывается длина заготовки.
Наиболее подвергнуты растяжению и сжатию поверхностные наружные и внутренние слои заготовки (рисунок 8.1). По нейтральному слою рассчитывается длина заготовки.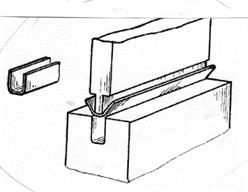

 Рисунок 8.10. Приспособление для гибки рамки ножовочного станка
Рисунок 8.10. Приспособление для гибки рамки ножовочного станка