|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Параметры оценки качества обработанной поверхности
В процессе конструирования необходимо определить также требования к качеству поверхностей деталей. От этого зависит не только внешний вид, но и прочность деталей, их сопротивление изнашиванию и т.п.
На чертеже должны быть обозначены шероховатости всех поверхностей, выполняемых по данному чертежу, независимо от методов их образования. Не следует обозначать шероховатость, не обусловленную требованием конструкции.
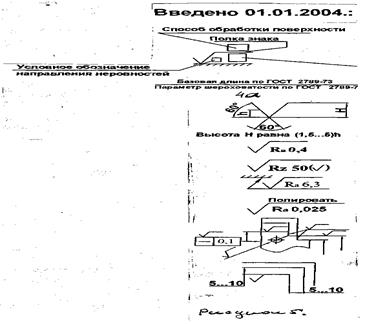
Поверхности, не обрабатываемые по данному чертежу, обозначают этим же знаком, но без числовых значений шероховатости. Значение параметра шероховатости Установлено четырнадцать классов шероховатости (таблица 2.1.). Классы шероховатости поверхности определяются по числовым значениям параметров Знак шероховатости Стандартные значения базовой длины при обозначении шероховатости не указываются. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рисунок 2.4.). При этом размеры и толщина линий знака должны быть в 1, 5 раза больше, чем в обозначениях, наносимых на изображении изделия.
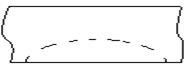
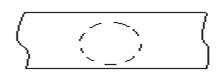
Правка металлов. Виды правки Правка металла Кривизну деталей проверяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых частей деталей отмечают мелом. Сила ударов должна быть соизмерима с кривизной и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезают и деталь станет прямой. Для предохранения рук от ударов и вибраций необходимо надевать рукавицы, прочно держать деталь на плите. Правка полосового металла На выпуклой стороне отмечают мелом границы изгибов, левой рукой в рукавице берут полосу, правой молоток, располагают полосу на правильной доске выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят сначала по наиболее выпуклым местам, переворачивая полосу по мере выправления и регулируя силу ударов (чем больше искривление и толще полоса, тем сильнее удары). По мере выправления полосы силу ударов ослабевают и чаще переворачивают выправляемую полосу до полного выправления. Нельзя наносить несколько ударов по одному и тому же месту во избежание образования новой выпуклости. При наличии нескольких выпуклостей сначала выправляют ближние к концам, а затем – расположенные в середине. Если полосовой металл изогнут по ребру, то удары наносят носком ( не бойком) молотка поперек кромки вогнутости. Вогнутый край полосы удлиняется и полоса выравнивается. Правка прутка Пруток (до 12 мм в диаметре) укладывают на плиту или наковальню выпуклостью вверх. Удары наносят по выпуклой части от краев к середине, регулируя силу ударов в зависимости от диаметра прутка и величины изгиба. При выправлении изгиба силу ударов постоянно уменьшают и, поворачивая пруток вокруг оси, заканчивают правку легкими ударами. Правку короткого пруткового материала можно выполнять на призмах. Правка листового металла Листовой материал и заготовки из его могут иметь волнистую поверхность (рисунок 3.2 а) или с выпучинами (рисунок 3.2 б). На заготовке с волнистой поверхностью обводят мелом или графитовым карандашом волнистые участки. Заготовку кладут полностью на плиту так, чтобы ее края не свисали. Прижимая заготовку рукой, начинают правку.
а б
в г
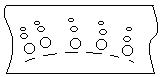
Рисунок3.2. Изогнутые заготовки из листового металла: а-волнистость, б-выпучина и схемы их правки (в, г) Чтобы растянуть середину заготовки, удары молотком наносят от середины к краю, как указано кружками на рисунке 3.2 в, кружки меньших диаметров соответствуют ударам меньшей силы и более сильные удары наносят в середине, уменьшая их силу по мере приближения к краю заготовки. Следует избегать повторных ударов по одному месту во избежание образования трещин и наклепа. При правке заготовок с выпучинами выявляют покоробленные участки, обводя их мелом или мягким графитовым карандашом. Заготовку кладут выпуклой частью вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Сначала наносят один ряд ударов молотком вдоль ближайшего к выпуклости края. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю. Операцию поочередно повторяют, постепенно приближаясь к выпучине. Удары наносят, постепенно уменьшая их силу и увеличивая частоту. Нельзя наносить удары по одному и тому же месту во избежание образования нового выпуклого участка. При близко расположенных выпуклостях сначала наносят удары между ними, сводя их в одну большую выпуклость, а затем выравнивают поверхность по описанному выше способу. Тонкий листовой металл правят легкими деревянными молотками-киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками. Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 1381; Нарушение авторского права страницы
 При любом методе обработки деталей (опиливание, сверление и т.д.) их поверхность не получается идеально гладкой. Всегда остаются некоторые неровности. Совокупность неровностей поверхности с относительно малыми шагами на некоторой базовой длине называется шероховатостью. В качестве критериев шероховатости поверхностей установлены два основных параметра: среднее арифметическое отклонение профиля
При любом методе обработки деталей (опиливание, сверление и т.д.) их поверхность не получается идеально гладкой. Всегда остаются некоторые неровности. Совокупность неровностей поверхности с относительно малыми шагами на некоторой базовой длине называется шероховатостью. В качестве критериев шероховатости поверхностей установлены два основных параметра: среднее арифметическое отклонение профиля  , который характеризует среднюю высоту всех неровностей профиля на базовой длине, и высота неровностей профиля по десяти точкам
, который характеризует среднюю высоту всех неровностей профиля на базовой длине, и высота неровностей профиля по десяти точкам  – характеризует среднюю высоту наибольших неровностей (рисунок 2.2.). Числовые значения параметров
– характеризует среднюю высоту наибольших неровностей (рисунок 2.2.). Числовые значения параметров 

 Структура обозначения шероховатости поверхности приведена на (рисунке 4а). Для обозначения шероховатости поверхности, вид обработки которой не устанавливается, используют знак, указанный на (рисунке 4б). Если поверхность образована снятием стружки (точением, сверлением и т.д.), то применяют знак с полкой, указанный на (рисунке 4в). В обозначении шероховатости поверхности, образуемой без снятия стружки, например литьем, ковкой и т.п., применяют знак, приведенный на (рисунке 2.3.).
Структура обозначения шероховатости поверхности приведена на (рисунке 4а). Для обозначения шероховатости поверхности, вид обработки которой не устанавливается, используют знак, указанный на (рисунке 4б). Если поверхность образована снятием стружки (точением, сверлением и т.д.), то применяют знак с полкой, указанный на (рисунке 4в). В обозначении шероховатости поверхности, образуемой без снятия стружки, например литьем, ковкой и т.п., применяют знак, приведенный на (рисунке 2.3.). .
. данной поверхности нормируется значением
данной поверхности нормируется значением