|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
И ЗАПОЛНЯЕМОСТЬ ЛИТЕЙНОЙ ФОРМЫ
Одним из основных требований к качеству отливок является их соответствие по геометрическим параметрам литейной форме. Для обеспечения этого соответствия необходимо, чтобы жидкий металл, заливаемый в литейную форму, заполнил все ее полости и точно воспроизвел ее внутреннюю конфигурацию. Расплав поступает в форму через каналы литниковой системы, поэтому многие параметры заполнения литейной формы можно установить по законам гидравлики. Однако заполнение литейной формы не является чисто гидравлическим процессом и всегда сопровождается охлаждением металла. При температуре ниже температуры ликвидус в расплаве выпадают твердые кристаллы. По мере накопления твердой фазы скорость течения уменьшается, затем течение прекращается. Следовательно, возможность заполнения литейной формы ограничена временем, в течение которого расплав, находясь в жид ком и жидко-твердом состояниях, сохраняет способность течь. Это время заполнения для одного и того же сплава при одинаковых гидравлических условиях определяется температурой заливки расплава, начальной температурой формы, теплофизическими характеристиками сплава
и материала формы, условиями теплообмена на границе раздела металл — форма и может быть рассчитано по физическим законам. Вместе с тем, различные стали при сравнимых тепловых и одинаковых гидравлических условиях обладают разной способностью течь и заполнять литейную форму. Это обусловлено особенностями их кристаллизации. Стали с широким интервалом кристаллизации затвердевают с образованием разветвленных дендритов, которые растут перпендикулярно поверхности охлаждения. При этом «живое» сечение заполняемого канала уменьшается, и течение расплава затрудняется. Поэтому такие стали заполняют форму хуже, чем стали с узким интервалом кристаллизации. Кроме условий заполнения формы, важным является точность воспроизведения металлом ее конфигурации. В этом велика роль капиллярных сил. Обычно материал формы не смачивается металлом, поэтому капиллярные силы препятствуют воспроизведению точного рельефа поверхности формы. Этому также препятствуют оксидные плены, образующиеся на поверхности расплавов. Способность сплава воспроизводить рельеф поверхности формы называют формозаполняемостью. На заполняемость литейной формы оказывают влияние три группы факторов. • К первой группе относят свойства сплава: теплопроводность, теплоемкость, интервал и теплоту кристаллизации, склонность сплава к окислению, поверхностное натяжение и др. • Ко второй группе относят свойства литейной формы: теплоаккумулирующую способность, газопроницаемость, шероховатость поверхности формы и др. • К третьей группе относят условия заливки: металлостатический напор, перегрев расплава, температуру литейной формы и т. д. Если стабилизировать вторую и третью группы факторов, то заполняемость литейной формы будет зависеть только от свойств расплава, т. е. от его жидкотекучести способности расплава течь и заполнять литейную форму. Различают нулевую жидкотекучесть, истинную, условно-истинную и практическую. Нулевая жидкотекучесть наступает тогда, когда сталь перестает течь, находясь только под собственным металлостатическим давлением, в интервале температур ликвидус - солидус в момент, когда вязкость стали резко возрастает из-за образования некоторого количества твердой фазы. Экспериментально было установлено, что нулевая жидкотекучесть стали наступает примерно при образовании более 20% твердой фазы.
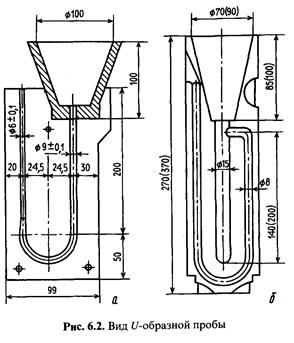
Истинная жидкотекучесть определяется для разных составов сталей при одинаковой величине перегрева над температурой нулевой жидкотекучести. Поскольку температуру нулевой жидкотекучести очень трудно установить экспериментально, то в порядке приближения к показателю истинной жидкотекучести определяют так называемую условно-истинную жидкотекучесть. Условно-истинная жидкотекучесть определяется для разных сталей при одинаковом перегреве над температурой ликвидус. Практическая жидкотекучесть. В производственных условиях часто сравнивают жидкотекучесть сталей по показателю практической жидкотекучести, которая определяется при постоянной температуре заливки сталей независимо от величины перегрева над линией нулевой жидкотекучести. Для оценки жидкотекучести используют специальные пробы, где за ее величину принимают длину канала, который заполняется сплавом при данных стандартных условиях заливки проб. Существует ряд конструкций таких проб. ГОСТ 16438-81 рекомендует так называемую спиральную пробу (рис. 6.1). Часто на рабочих площадках сталеплавильных печей применяют U-образную пробу Ю. А. Нехендзи, А. М. Самарина и С. К. Кантеника
(рис. 6.2), которая имеет канал постоянного сечения и представляет собой металлическую разъемную форму. Количественной характеристикой жидкотекучести является длина за полнившейся части вертикального канала диаметром 6 мм. Длину прутка измеряют от места перехода широкого сечения стояка в узкий канал (рис. 6.2, а). усовершенствованный вариант этой пробы (рис. 6.2, 6) позволяет одновременно оценивать также усадку и склонность к образованию трещин. Взаимосвязь жидкотекучести стали и диаграммы состояния системы Fе — С определяется главным образом температурным интервалом кристаллизации (Δ tкр) и положением линии нулевой жидкотекучести. Эта линия, представляющая собой геометрическое место точек — температур нулевой жидкотекучести, располагается между линиями ликвидуса и солидуса, и ее положение меняется в зависимости от характера первичной кристаллизации стали (рис. 6.3). Если характер кристаллизации стали последовательный, то течение расллава останавливается при образовании 60—70 % твердой фазы, и линия нулевой жидкотекучести смещается в сторону tс. Если же кристаллизация объемная, то для остановки течения расплава достаточно 20—30 % твердой фазы, и линия нулевой жидкотекучести смещается к ликвидусу. Следует иметь в виду, что на жидкотекучесть влияет не весь температурный интервал кристаллизации, а главным образом часть его, расположенная между линиями ликвидуса и нулевой жидкотекучести.
Это так называемый эффективный интервал кристаллизации:
где tл - температура ликвидуса стали, °С; tи.ж — температура нулевой жидкотекучести, °С. Роль эффективного интервала кристаллизации для различных классов сталей неоднозначна. При сопоставлении жидкотекучести разных сталей (углеродистых, конструкционных, легированных, высоколегированных, жаропрочных, коррозионностойких и др.) в ряде случаев наблюдается прямая зависимость: чем больше Δ tкр.эф, тем выше жидкотекучесть, так как сталь находится дольше в жидкоподвижном состоянии. Какими бы ни были форма и сечение канала, заполняемого сплавом, характеристика жидкотекучести λ (мм) может быть выражена в виде λ = ν τ, (6.2) где ν — средняя скорость течения металла по каналу, мм/с; τ — время течения металла до момента достижения им нулевой жидкотекучести, с. Скорость течения характеризует течение любой жидкости: она возрастает с увеличением напора и уменьшается с увеличением гидравлического сопротивления в канале и вязкости жидкости. Что же касается времени (τ ), то оно в данном случае представляет собой продолжительность возможного течения, зависящего прежде всего от температуры расплава и условий теплоотвода, определяющих степень развития затвердевания на стадии течения. Последние факторы наиболее сильно влияют на жидкотекучесть стали. С учетом такого механизма для анализа и оценки жидкотекучести сплавов Ю. А. Нехендзи предложил следующее эмпирическое соотношение:
где А — постоянная величина, характеризующая условия теплоотвода от металла в форму; ρ — плотность сплава, кг/м3; с — удельная теплоемкость сплава, кДж/(кг*К); Т3 -температура заливки сплава, К; Тн.ж — температура нулевой жидкотекучести, К; Тм -температура сплава в форме, К; Тф — температура стенок формы, К; Qкр — теплота кристаллизации сплава, Дж/кг; m — относительное количество закристаллизовавшегося сплава к моменту наступления нулевой жидкотекучести. Из соотношения (6.3) следует, что важнейшими технологическими средствами улучшения жидкотекучести являются: повышение температуры заливки стали и уменьшение разности температур Тм — Тф, т. е. повышение температуры стенок формы. С повышением температуры заливки стали жидкотекучесть увеличивается. В то же время характер зависимости жидкотекучести от температуры обусловливает возникновение ряда дефектов. Так, при очень высокой жидкотекучести увеличиваются механический пригар и заливы, из-за которых могут возникнуть горячие трещины, так как заливы затрудняют сжатие отливки в форме. При очень низкой жидкотекучести получаются недоливы, спаи, газовые дефекты. Жидкотекучесть стали значительно хуже жидкотекучести чугуна. Главной причиной такого различия является увеличенный перепад между температурой стали и температурой стенки формы. Вследствие высокой температуры заливаемой стали происходит более интенсивная теплоотдача в окружающую среду, и быстрее снижается температура перегрева. Создавать высокий перегрев в стали над ликвидусом затруднительно из-за его высокой температуры, так как это приводит к большой тепловой напряженности плавильного агрегата и дополнительным затратам энергии. Поэтому в практике производства стального литья всегда стремятся уменьшить потери теплоты сталью при заливке форм. С этой целью, например, заливку форм целесообразно вести не через носок ковша, а через стопорное отверстие в его дне, когда зеркало металла в ковше хорошо закрыто слоем шлака. Струя при этом имеет меньшую поверхность охлаждения, она более компактна, и создаются условия для получения более высокого напора металла при заполнении формы.
У углеродистых нелегиро-ванных сталей жидкотекучесть в основном зависит от содержания углерода и температуры заливки, с увеличением которых она увеличивается. Изменение практической жидкотекучести, измеренной при постоянной температуре заливки, и условно-истинной — при постоянном перегреве над ликвидусом в зависимости от содержания углерода представлено на рис. 6.4. Обращает на себя внимание довольно резкое ухудшение практической жидкотекучести стали с повышением содержания углерода до 0, 2 %, хотя при этом перегрев над ликвидусом возрастает. В связи с этой особенностью логичным является вывод о том, что такой перегрев не определяет характера изменения жидкотекучести стали в интервале концентрации углерода до 0, 2%. Существует, очевидно, другой, более действенный фактор.
m = Ттв / Ттв+ж (6.4) Кривая на рис. 6.5 отражает изменение не только относительного количества образовавшейся твердой фазы, но и со ответственно относительного количества выделившейся при этом теплоты кристаллизации. При сопоставлении кривых на рис. 6.4 и 6.5 видно полное соответствие их характера до содержания углерода 0, 2%. Совпадающий характер отмеченных участков кривых позволяет объяснить особенность изменения жидкотекучести стали влиянием теплоты кристаллизации, которое отражено в формуле (6.3) слагаемым mQкр.
Снижение темпа кристаллизации, кроме того, воздействует на жидкотекучесть, изменяя характер затвердевания, как это иллюстрирует рис. 6.6. В стали с высоким темпом кристаллизации m1 имеет место направленный характер затвердевания, обеспечивающий условия для лучшей жидкотекучести. В условиях кристаллизации с низким темпом m2 затвердевание имеет разветвленный характер, ухудшающий жидкотекучесть. В легированных сталях различные элементы по-разному влияют на жидкотекучесть. Углерод, никель, кобальт, марганец, медь повышают ее. Хром, молибден, вольфрам, титан, алюминий, ниобий понижают жидкотекучесть, что связано в первую очередь с образованием прочных оксидных пленок, которые повышают внутреннее трение расплава.
Кремний в нержавеющей хромистой и хромоникелевой стали скачкообразно повышает жидкотекучесть при его содержании свыше 0, 6% вследствие образования легко плавких включений хромистых шпинелей. Существенное влияние на жидкотекучесть сталей оказывает наличие в расплаве твердых неметаллических включений, которые повышают вязкость расgлава и снижают жидкотекучесть (рис. 6.7).
Модифицирование расплавов тугоплавкими инокуляторами или поверхностно-активными элементами оказывает существенное влияние на жидкотекучесть сталей. Введение тугоплавких частиц повышает вязкость расплава, поскольку увеличивает количество неметаллических включений, что снижает жидкотекучесть (рис. 6.8), а модифицирование поверхностно-активными элементами, снижающими вязкость расплава и изменяющими характер кристаллизации сталей, повышает жидкотекучесть (рис. 6.9). Многочисленные исследования влияния различных факторов на жидкотекучесть сталей и заполняемость форм позволяют сделать следующие обобщения. 1. Высокой жидкотекучестью обладают стали с низкой теплопроводностью, большой теплотой кристаллизации, высокой теплоемкостью и небольшим температурным интервалом кристаллизации. 2. Степень воздействия температуры заливки стали на жидкотекучесть зависит в основном от свойств сплава. С повышением температуры заливки жидкотекучесть углеродистых сталей повышается незначительно, а легированных и высоколегированных (хромистых, хромо-никелевых, марганцевых и др.) — более существенно. 3. Заполняемость литейной формы тем лучше, чем меньше ее тепло- аккумулирующая способность. При высоких значениях теплоаккумулирующей способности повышение температуры перегрева незначительно влияет на заполняемость формы сталями разного состава (углеродистые, легированные, высоколегированные). 4. Повышение теплоаккумулирующей способности формы при прочих равных условиях оказывает большее влияние на заполняемость форм легированными и высоколегированными сталями (25Х2ГНМФЛ, 27Х5ГСМЛ, 10Х18Н9Л, 35Х18Н24С2Л, 20Х25Н19С2Л и др.), что связано с их относительно низкой теплопроводностью.
Для сравнительной оценки жидкотекучести на производстве можно использовать данные, приведенные в Приложении 25, где в графе Кж-т приведены коэффициенты жидкотекучести сталей, выраженные отношением жидкотекучести исследованной стали к жидкотекучести стали 30Л (эталон). Жидкотекучесть определяли по спиральной пробе при перегреве на 50—70 °С выше температуры начала затвердевания.
УСАДКА СТАЛИ
Под усадкой понимают совокупность явлений, приводящих к сокращению объема и линейных размеров сплава, залитого в форму, при его затвердевании и охлаждении. Усадка стали, так же как и другие литейные свойства (жидкотекучесть, трещиноустойчивость, пригар и т.д.), является важным технологическим свойством и определяет получение качественных отливок. Усадка стальных отливок может быть объемной (ε v), линейной (ε l), литейной (ε лит) и выражается в процентах:
где Vф — объем формы, м; Vo — объем отливки при нормальной температуре, м; lф — линейный размер формы, м; lo— линейный размер отливки при нормальной температуре, м; lм — линейный размер модели, м. Литейная усадка отличается от линейной тем, что она зависит не только от свойств и состояния стали, но и от конструкции отливки и формы, толщины стенки отливки, типа формы и некоторых других факторов. Сопротивление свободному уменьшению линейных размеров может оказывать литейная форма, что связано с наличием трения отливки о стенки формы, наличием различных выступающих частей отливки, стержней, литниковой системой и т. п., т. е. наличием механического торможения усадке. Наряду с ним отливки могут испытывать и термическое торможение усадки, которое обусловлено различными скоростями охлаждения отдельных частей отливки. Обычно сложные по конфигурации отливки испытывают совместное воздействие механического и термического торможения, поэтому различают линейную (свободную) и литейную (затрудненную) усадку.
Объемная усадка При охлаждении отливки в форме от температуры заливки стали (tж) до температуры окружающей среды (to) можно выделить три этапа объем ной усадки. 1. Объемная усадка в жидком состоянии от температуры жидкой стали при заливке (tж) до температуры ликвидус (tл) ε vж = α vж (tж – tл) (6.8) где α vж - коэффициент усадки в жидком состоянии. Из уравнения (6.8) следует, что чем выше перегрев стали над температурой ликвидус при заливке, тем больше объемная усадка в жидком состоянии. 2. Объемная усадка в интервале кристаллизации (ε vж). Она складывается из усадки при изменении агрегатного состояния стали (образование твердой фазы (ε з), усадки еще оставшейся жидкой фазы (ε `vж) и усадки образовавшейся твердой фазы (ε `vтв): ε vз = ε з + ε `vж + ε `vтв. (6.9) Поскольку при охлаждении стали в интервале кристаллизации количество жидкой фазы уменьшается от 1 до 0, а твердой фазы увеличивается от 0 до 1, то условно можно считать, что во всем интервале ликвидус — солидус усадку претерпевает половина объема сплава в жид ком и половина в твердом состояниях:
где α `vж, и α `vтв - средние коэффициенты усадки жидкой и твердой фаз в интервале кристаллизации от температур ликвидуса до солидуса (tл – tс). Для конкретной стали изменение объема при затвердевании ε vз является величиной постоянной. 3. Объемная усадка в твердом состоянии (ε vтв) при охлаждении отливки от температуры солидуса до нормальной (to):
где α vтв - коэффициент объемной усадки в твердом состоянии. Если пренебречь температурой to, которая очень мала по сравнению с температурой солидус стали, то выражение (6.11) можно записать в виде
Таким образом, полная объемная усадка стали (ε vп) складывается из усадок в жидком состоянии, интервале затвердевания и твердом состоянии:
Каждый из этапов объемной усадки может быть ответственен за тот или иной вид дефектов отливки: усадочная раковина и пористость (ε ж, ε з), напряжение, трещины, коробление, несоответствие размеров (ε тв). Соотношения (6.8)—(6.10) показывают, что состав стали влияет на объемную усадку в жидком состоянии и в интервале затвердевания, с одной стороны, вследствие изменения характеристик металла α vж, α vтв, ε vз, а с другой — вследствие изменения температурного интервала затвердевания. Влияние некоторых легирующих элементов (ЛЭ), входящих в состав сталей, на усадку в жидком состоянии, по данным различных исследований, приведены ниже:
Знаки «минус» и «плюс» перед цифрой означают соответственно уменьшение и увеличение усадки. Влияние содержания углерода в стали на усадку при затвердевании иллюстрируют следующие данные:
Данные о влиянии состава стали на коэффициент α vж, свидетельствуют об относительно незначительных изменениях усадки стали в жидком состоянии при введении в нее 1% легирующего элемента. Это относится к низко- и среднелегированным сталям. Для высоколегированных сталей изменения усадки будут более значительными, что необходимо учитывать при разработке мер для устранения усадочных раковин и пористости в отливках. Расчет величины объемной усадки сплавов требует знания коэффициентов объемной усадки в твердом, жидком состояниях и в период кристаллизации. Для большинства сталей такие данные полностью или частично отсутствуют. Возникает необходимость определения объемной усадки опытным путем. При проведении таких определений следует отчетливо различать изменение объема сплава в отливке и изменение объема самой отливки. Изменение объема сплава в зависимости от температуры является вполне определенной величиной, связанной со свойствами этого сплава; изменение же объема отливки зависит как от свойств сплава, так и от ряда технологических факторов. Отливка может содержать газовые и неметаллические включения, усадочные раковины и поры. Причины появления усадочных полостей внутри отливки следующие. 1. Изменение объема залитого в форму металла происходит в условиях перепада температур по сечению отливки. Когда наружные слои отливки уже затвердели, внутренние могут находиться еще в жидком состоянии. В этом случае затвердевшая корочка ограничивает объем жидкого металла, заключенного внутри нее. 2. Многие стали характеризуются большим коэффициентом термического сжатия в жидком состоянии и в период кристаллизации по сравнению с коэффициентом термического сжатия их в твердом состоянии. Поэтому изменение объема затвердевшей корочки при охлаждении до температуры окружающей среды будет меньше, чем изменение «внутреннего» объема металла. Именно эта разница и проявляется в виде усадочных пустот: концентрированных усадочных раковин (внутренних и внешних) или рассредоточенной пористости. В отливках можно наблюдать и концентрированные раковины, и пористость, которая располагается во внутренних областях отливки. Рассмотрим затвердевание стенки отливки из сплава, кристаллизующегося в температурном интервале, tл— tс (рис. 6.10, б). В начальный период охлаждения перепад температуры по сечению отливки довольно значителен (кривая τ 1). В это время на поверхности отливки имеется корочка твердого сплава (δ 1-зона); далее расположена двухфазная зона (γ 1-зона), где сосуществуют твердая и жидкая фазы, и, наконец, в центре отливки температура сплава выше температуры начала кристаллизации (β 1-зона). В этот период перегретый сплав может перемещаться под действием статического напора и капиллярных сил. Перемещение перегретого сплава из центральной зоны и приводит к образованию здесь усадочной раковины. Аналогичным образом происходит затвердевание (нарастание твердой корки и продвижение двухфазной зоны к центру) до тех пор, пока в центре отливки температура не достигнет tл. С этого момента τ 2 (рис. 6.10, в) исчезает обособленная зона перегретого сплава; сохраняется зона полностью затвердевшего сплава и двухфазная зона. Компенсация усадки может происходить только за счет жидкой фазы двухфазной зоны; возникает возможность образования рассредоточенных усадочных пор.
Для получения плотной отливки устанавливают прибыли, в которых сплав должен находиться в жидком состоянии до конца кристаллизации питаемого узла отливки. Различные сплавы обладают разной склонностью к образованию усадочной концентрированной раковины или рассредоточенных пор. Чем больше температурный интервал кристаллизации сплава, тем больше протяженность двухфазной зоны (при одинаковых условиях охлаждения) и тем больше склонность сплава к образованию рассеянных пор. Наоборот, чистые металлы и сплавы, кристаллизующиеся при постоянной температуре (рис. 6.10, а) или в узком интервале, образуют небольшую двухфазную зону и при прочих равных условиях более склонны к образованию концентрированной усадочной раковины. Характер затвердевания, а следовательно, и протяженность двухфазной зоны в значительной мере определяется условиями охлаждения. В случае интенсивного охлаждения возрастает градиент температур по сечению отливки (более крутая кривая распределения температуры) и уменьшается протяженность двухфазной зоны. Интенсивное охлаждение способствует возникновению концентрированных усадочных полостей. Наоборот, охлаждение отливки с малой интенсивностью (даже из сплава, кристаллизующегося в узком температурном интервале) может привести к развитию обширной зоны усадочной пористости. Если известны коэффициенты усадки сталей, то объем усадочной раковины (Vр) в стальной отливке можно рассчитывать по формуле, предложенной Ю. А. Нехендзи— И. Г. Гиршовичем:
где tн.у. и tт.с. - температура начала усадки и средняя температура твердой стали к концу затвердевания отливки соответственно. На формирование усадочных дефектов в стальных отливках оказывают воздействие также предусадочное расширение и характерные для стальных отливок фазовые переходы вида Фазовый переход, сопровождающийся уменьшением объема металла, может вносить существенный вклад в уменьшение размера усадочной раковины, если он
Анализируя кривую изменения объема усадочной раковины и фрагмент разреза диаграммы состояния системы Fe – Cr - Ni при 18% Сr, который был построен экспериментально в реальных условиях охлаждения, можно заключить, что температура начала фазового перехода С учетом рассмотренных факторов (предусадочное расширение и фазовые переходы) формула (6.14) примет вид:
где μ - коэффициент, показывающий, какая часть предусадочного расширения (Vпр) реализуется на увеличение внешних размеров отливки; β - доля газоусадочной пористости, развивающейся из-за предусадочного расширения; η - коэффициент, изменяющийся от 0 до 1; ε a - объемный эффект фазового превращения.
На величину объемной усадки в твердом состоянии (ε vтв) значительное влияние оказывают фазовые превращения в стали при охлаждении отливки в форме. При превращении Структура стали влияет на усадку в твердом состоянии следующим образом: наименьшее увеличение объема дает перлит, наибольшее - мартенсит:
Аустенитные и ферритные стали сохраняют свою структуру при всех температурах, не претерпевают фазовых превращений и их усадка плавно снижается с понижением температуры. Все другие стали при усадке в твердом состоянии проходят три этапа. 1. Доперлитная усадка (ε дп) протекающая в интервале температур от конца затвердевания до превращения 2. Расширение при 3. Послеперлитная усадка (ε пп), протекающая в интервале температур от конца Таким образом, объемная усадка в твердом состоянии определяется выражением
С учетом этого полную объемную усадку стали ε vп, в зависимости от ее физико-химических свойств в интервале от температуры заливки до полного охлаждения tж можно записать как
С небольшим допущением можно считать, что объемная усадка в три раза больше линейной:
Поэтому о характере изменения объемной усадки сталей в зависимости от температуры можно судить по изменению линейной усадки, учитывая при этом более высокую точность определения ε l (рис. 6.12). Количественную оценку склонности сталей к формированию усадочных дефектов на практике осуществляют с помощью технологических проб. Наиболее распространенные из них показаны на рис. 6.13 и 6.14. Величину усадочных дефектов находят непосредственным измерением объема жидкости, залитой в раковину, или косвенным — сравнением объема отливки с объемом, который должно занимать такое же количество (по массе) плотного сплава. Склонность сплава к образованию того или другого вида усадочных полостей оценивают сравнением заведомо плотного участка пробы с участком, в котором преднамерен но создаются условия для образования усадочных раковин. При косвенном определении величины усадочных раковин необходимо измерить плотность, объем и массу пробы плотного сплава.
Плотность находят методом гидростатического взвешивания образца, вырезанного из тонкой части пробы (нижняя часть стояка). Объем усадочных полостей Vу.п. подсчитывают по формуле
где q - масса основной утолщенной части пробы, г; V - объем основной части пробы, см3; γ — плотность сплава из плотной части пробы, г/см3. Более точные результаты получают при использовании пробы (см. рис. 6.14), в которой созданы дополнительные условия для направленного затвердевания металла и концентрации усадочной раковины. С этой целью устанавливают два холодильника и сухой стержень. Это позволяет вывести усадочную раковину наружу. Объем открытой усадочной раковины измеряют заливкой в нее керосина из мерной бюретки. Общий объем усадочных полостей определяют косвенным измерением. Разница между общим объемом усадочных полостей и объемом концентрированной раковины характеризует усадочную пористость. Объемы усадочных полостей (раковин и пористости), определенные для различных сталей при заливке с температур tзал = tл + (50…70°С), при ведены ниже (данные П. Ф. Василевского):
Склонность различных сталей к формированию усадочных раковин (Ку.р.) и усадочных пор (Ку.п.) в сравнении со сталью 30Л, определенная в ЦНИИТМАШ, приведена в Приложении 25, где Ку.р. — показатель склонности стали к образованию усадочных раковин, который равен отношению объема усадочной раковины в отливке из данной стали к объему усадочной раковины эталона (сталь 30Л); Ку.п. - показатель склонности стали к образованию усадочной пористости, равный отношению величин пористой зоны в отливке из данной стали и эталона (сталь 30Л). Эти величины можно использовать при разработке технологии производства стальных отливок.
Линейная усадка
При охлаждении линейные размеры отливки начинают изменяться с момента образования на ее поверхности достаточно прочной корки или непрерывного скелета кристаллов. Для сплавов, кристаллизующихся в интервале температур, линейная усадка начинается не строго при температуре ликвидус или температуре солидус, а при промежуточной температуре, которая называется температурой начала линейной усадки. Эта температура характеризуется тем, что количество твердых кристаллов таково, что они окружают единый каркас, и сталь начинает вести себя как твердое тело, несмотря на существование довольно большого количества (до 30 %) жидкости. Температуру начала линейной усадки определить каким-либо расчетом невозможно. Она зависит от условий охлажде Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 2098; Нарушение авторского права страницы




 В конструкции литниковых систем, как правило, не применяются литниковые чаши, в которых образуется дополнительное зеркало металла, усиливающее потери теплоты излучением.
В конструкции литниковых систем, как правило, не применяются литниковые чаши, в которых образуется дополнительное зеркало металла, усиливающее потери теплоты излучением. На рис. 6.5 показан характер изменения темпа кристаллизации при повышении содержания углерода. Характеристика темпа кристаллизации рассчитывалась по равновесной диаграмме системы Fе — С вблизи температуры ликвидус по правилу отрезков в соответствии с соотношением
На рис. 6.5 показан характер изменения темпа кристаллизации при повышении содержания углерода. Характеристика темпа кристаллизации рассчитывалась по равновесной диаграмме системы Fе — С вблизи температуры ликвидус по правилу отрезков в соответствии с соотношением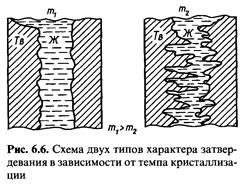 В стали с низким содержанием углерода при достижении температуры ликвидус сразу же закристаллизовывается наибольшая часть сплава. При этом выделяется наибольшее количество теплоты кристаллизации, способствующей сохранению жидкотекучести стали. В сталях с более высоким содержанием углерода и с пониженным темпом кристаллизации теплота кристаллизации выделяется более рассредоточенно по всему интервалу кристаллизации. Изменение практической жидкотекучести при больших, чем 0, 2 %, содержаниях углерода обусловлено увеличением перегрева над ликвидусом. Ухудшение условно-истинной жидкотекучести связано с расширением интервала кристаллизации, способствующим усилению гетерогенности характера затвердевания.
В стали с низким содержанием углерода при достижении температуры ликвидус сразу же закристаллизовывается наибольшая часть сплава. При этом выделяется наибольшее количество теплоты кристаллизации, способствующей сохранению жидкотекучести стали. В сталях с более высоким содержанием углерода и с пониженным темпом кристаллизации теплота кристаллизации выделяется более рассредоточенно по всему интервалу кристаллизации. Изменение практической жидкотекучести при больших, чем 0, 2 %, содержаниях углерода обусловлено увеличением перегрева над ликвидусом. Ухудшение условно-истинной жидкотекучести связано с расширением интервала кристаллизации, способствующим усилению гетерогенности характера затвердевания. Введение азота для измельчения зерна в ферритную высокохромистую сталь типа Х25Л резко снижает жидкотекучесть в результате выделения большого количества тугоплавких нитридов хрома.
Введение азота для измельчения зерна в ферритную высокохромистую сталь типа Х25Л резко снижает жидкотекучесть в результате выделения большого количества тугоплавких нитридов хрома.









 и
и  в процессе затвердевания и охлаждения отливки. Роль предусадочного расширения (
в процессе затвердевания и охлаждения отливки. Роль предусадочного расширения (  ) стали в этом процессе весьма невелика, но в принципе оно может, с одной стороны, способствовать уменьшению размеров концентрированных усадочных раковин за счет перераспределения усадочных пустот в пользу газоусадочной пористости, а также за счет того, что определенная часть расширения реализуется не на увеличение внешних размеров отливки, а на уменьшение объема, занимаемого жидким металлом. Последнее происходит в тем большей степени, чем меньше податливость формы. С другой стороны, часть предусадочного расширения, реализуемая на увеличение внешних размеров отливки, увеличивает размер усадочной раковины.
) стали в этом процессе весьма невелика, но в принципе оно может, с одной стороны, способствовать уменьшению размеров концентрированных усадочных раковин за счет перераспределения усадочных пустот в пользу газоусадочной пористости, а также за счет того, что определенная часть расширения реализуется не на увеличение внешних размеров отливки, а на уменьшение объема, занимаемого жидким металлом. Последнее происходит в тем большей степени, чем меньше податливость формы. С другой стороны, часть предусадочного расширения, реализуемая на увеличение внешних размеров отливки, увеличивает размер усадочной раковины. совершается в затвердевшей части металла отливки еще при наличии жидкой фазы в центральной зоне. Это экспериментально подтверждено на примере изготовления литейной формы для отливок высоколегированной хромо- никелевой стали, где при 18 % Сr минимальный размер усадочной раковины наблюдается при ~5%Ni (рис. 6.11).
совершается в затвердевшей части металла отливки еще при наличии жидкой фазы в центральной зоне. Это экспериментально подтверждено на примере изготовления литейной формы для отливок высоколегированной хромо- никелевой стали, где при 18 % Сr минимальный размер усадочной раковины наблюдается при ~5%Ni (рис. 6.11). по мере увеличения содержания никеля до 5 % приближается к температуре солидус. Воздействие объемного эффекта превращения усиливается и достигает максимума при 5% Ni. При более высоком содержании никеля все большее количество γ -фазы образуется не в твердом состоянии, а в интервале кристаллизации по перитектической реакции. Это превращение уже, наоборот, увеличивает усадку в интервале кристаллизации и объем усадочной раковины.
по мере увеличения содержания никеля до 5 % приближается к температуре солидус. Воздействие объемного эффекта превращения усиливается и достигает максимума при 5% Ni. При более высоком содержании никеля все большее количество γ -фазы образуется не в твердом состоянии, а в интервале кристаллизации по перитектической реакции. Это превращение уже, наоборот, увеличивает усадку в интервале кристаллизации и объем усадочной раковины.
 происходит увеличение объема до 1 %. Например, при увеличении содержания углерода в стали расширение при
происходит увеличение объема до 1 %. Например, при увеличении содержания углерода в стали расширение при 
 , протекающее в тем пературном интервале превращений, зависящем от состава стали и ско рости охлаждения отливок.
, протекающее в тем пературном интервале превращений, зависящем от состава стали и ско рости охлаждения отливок.


 . (6.18)
. (6.18)