
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Растворимость газов в металле
В любой стали в некоторых количествах содержатся газы. К ним в первую очередь относятся кислород, водород, азот. В отливках газы содержатся в виде газовых включений или раковин, химических соединений, твердых растворов. В чистом железе при комнатной температуре водород содержится в твердом растворе в виде атомов или ионов, азот в виде нитридов и частично в твердом растворе, кислород преимущественно в виде оксидов и частично в твердом растворе. В стали, содержащей много компонентов, могут существовать различные соединения газов с примесями железа. Источниками газов могут быть шихтовые материалы, атмосфера печи, топливо, флюсы, футеровка печи и разливочных ковшей (рис. 4.1). Процесс растворения газов в металле в виде атомов, ионов или с образованием химических соединений является многостадийным. Его можно разделить на несколько этапов: - массоперенос газа к поверхности металла; - адсорбция газа на поверхности металла; - переход через границу газ металл; - массоперенос в толщу металла. Лимитирующим звеном процесса растворения газа в стали может быть либо внешнедиффузионная (подвод газа к поверхности металла), либо внутридиффузионная (массоперенос в металле) область. В ряде случаев лимитирующим будет адсорбционно-кинетическое звено (адсорбция на поверхности и переход через граничный слой). Наиболее часто лимитирующим звеном процесса является внутридиффузионная область.
При этом необходимо учитывать, что в стали всегда присутствует то или иное количество примесей или легирующих элементов. Компоненты стали (кроме железа и газа), обладающие поверхностной активностью, будут оказывать существенное влияние на интенсивность перехода газа через границу металл газ. Зависимость растворимости газа S от температуры при нормальном парциальном давлении имеет следующий вид:
где Δ НS — изменение энтальпии при растворении и образовании раствора данного газа; R - универсальная газовая постоянная; Т — температура; С - постоянная интегрирования.
В прямоугольных координатах зависимость lnS от 1/Т обычно изображается прямыми линия ми различного направления (рис. 4.2). В общем случае Δ Нs. зависит одновременно от изменения энтальпии при диссоциации молекул газа у поверхности расплава стали (Δ Ндис при растворении (Δ Нраств) и при взаимодействии, которое может иметь место между растворяющимся газом и растворенными в железе примесями (Δ Нвзаим): Δ Именно поэтому, в зависимости от величины суммарного изменения энтальпии Δ Нs, растворимость газов будет увеличиваться или уменьшаться с повышением температуры. Изменение растворимости от давления газа Sг=f(Р) будет различным для случаев образования раствора, близкого к идеальному, или образования химического соединения. При образовании химического соединения на кривой Sг—Рг имеется перегиб (рис. 4.3).
Водород в стали и отливках Водород в стали, попавший в нее в процессе плавки и из формы в процессе кристаллизации, является одной из причин образования газовых раковин. Водород растворяется в железе и его сплавах в атомарном состоянии с образованием растворов внедрения. Растворимость водорода в чистом железе подчиняется закону Сивертса: пропорциональна корню квадратному из его парциального давления, т. е.
где Рн2 - парциальное давление водорода; К - константа. На рис. 4.4 показана растворимость водорода в железе в зависимости от температуры.
- с повышением температуры растворимость водорода увеличивается; с понижением уменьшается; - растворимость водорода в различных модификациях железа различна; - при переходе железа из жидкого со стояния в твердое и из одной модификации в другую растворимость водорода меняется скачкообразно. Исходя из этого, следует отметить, что на протяжении всего процесса затвердевания и охлаждения отливки в форме будет происходить выделение водорода. Содержащиеся в стали элементы по-разному влияют на растворимость в ней водорода. По этому влиянию их можно разделить на 3 группы (рис. 4.5). 1. Элементы, повышающие растворимость водорода — титан, цирконий, тантал, ниобий, ванадий. Они образуют с ним достаточно стойкие соединения при низких температурах.
3. Элементы, слабо влияющие на растворимость водорода никель, кобальт, марганец, молибден, медь, хром. Их влияние заметно проявляется только при высоких содержаниях: в средне- и высоко- легированных сталях. Вследствие присутствия водорода в жидкой стали и затвердевающей отливке образуются газовые раковины. В твердой отливке при повышении ее температуры или под влиянием времени атомарный водород может свободно диффундировать, но только если на его пути к поверхности отливки не встречаются нарушения сплошности металла. При попадании в такие полости, а также при столкновении с неметаллическими включениями и искажениями кристаллической решетки атомарный водород соединяется в молекулы, дальнейшая диффузия молекул водорода невозможна. В них начинает диффундировать атомарный водород и тоже образовывать молекулы. Процесс развивается, объем газа растет. Растет и его давление на стенки металла. И в данном месте отливки образуется сильно напряженный участок или даже внутрикристаллическая трещина, если давление газа превысит предел прочности стали, что снижает качество отливки.
Азот в стали и отливках
В жидкую сталь азот поступает с шихтовыми материалами. Металлический лом, скрап, чугун содержат обычно 0, 002—0, 008 % N. Дополнительно азот переходит в металл из печной атмосферы в области дуг при выплавке стали в дуговой электропечи. В зоне действия дуг молекулярный азот диссоциирует на атомарный. Это интенсифицирует процесс насыщения стали азотом.
где К - константа;
Кривая изменения растворимости азота в железе приведена на рис. 4.6. Анализ этого рисунка позволяет сделать следующие выводы: — растворимость азота в α -Fе и δ -Fе увеличивается с увеличением температуры, а в γ -Fе снижается; снижение связано с уменьшением стойкости нитрида железа Fе4N; — растворимость азота при переходе из жидкого состояния в твердое и из одной модификации в другую изменяется скачкообразно.
1. Элементы, образующие прочные нитриды (Аl, Тi, Zr, V, Nb) и повышающие растворимость азота в железе. 2. Элементы, обычно не образующие нитридов, но обладающие достаточно высоким сродством к азоту (Cr, Та, Mn, Мо) и заметно повышающие растворимость азота в железе. 3. Элементы, не образующие нитридов (С, Ni, Сu, Со) или образующие нитриды менее прочные, чем нитрид железа, и понижающие растворимость азота в железе. Из теории и практики известно, что наличие в конструкционной стали 0, 003—0, 02 % N не приводит к образованию пузырей и пористости в процессе кристаллизации и затвердевания отливки, так как в этот момент нет пересыщения стали азотом и его парциальное давление недостаточно для развития газовыделения.
В массивных толстостенных отливках из углеродистых сталей содержание азота повышается снизу вверх и от стенок к центру. Ликвация его увеличивается с увеличением абсолютного содержания. Поэтому наличие азота и неравномерность его распределения в литой углеродистой стали нежелательны, так как азот является основной причиной «старения» сталей ферритного и ферритно-перлитного классов. Старение это выделение избыточного азота из раствора в твердой отливке с образованием нитрида железа Fе4N. Присутствие в стали азота в виде Fе4N приводит к ее охрупчиванию, так как эти нитриды имеют игольчатую форму и пронизывают весь объем зерен железа. Для устранения этого явления в сталь вводят более сильные, чем железо, нитридообразующие элементы, например, Аl, Тi, V и др. В общем следует отметить, что процесс старения не характерен для стальных отливок, так как практически всегда конечное раскисление стали проводят алюминием. Присутствие азота в стальных отливках в виде дисперсных нитридов легирующих элементов (TiN, VN, ZrN, NbN, АlN и др.) приводит к их модифицированию, а также сильному упрочнению при термической обработке. Именно поэтому получили распространение высокопрочные конструкционные стали с нитридным и карбонитридным упрочнением. Положительное влияние азота не может проявляться самостоятельно, а только в сочетании с сильными нитридообразующими элементами. Обычно содержание азота, как легирующего элемента, находится в пределах 0, 01—0, 04%. Таким образом, можно выделить три положительных фактора влияния азота в сочетании с сильными нитридообразующими элементами на свойства отливок: - устранение образования нитридов неблагоприятной морфологии (Fе пленка АlN в азотсодержащих сталях при их раскислении алюминием); - модифицирование структуры вследствие образования в жидкой стали дисперсных тугоплавких нитридов (ТiN, ZrN, HfN и др.), которые служат дополнительными центрами кристаллизации и измельчают структуру отливок; - упрочнение отливок нитридными и карбонитридными частицами (VN, VCN и др.) в процессе термической обработки. Максимальное содержание азота, определенное для обычной углеродистой стали в условиях равновесия при давлении ~100 кПа (1 ат) составляет 0, 39 % (по массе), что значительно больше, чем содержание водорода. Но фактическое содержание азота в обычной стали, даже при выплавке в дуговой электропечи, не превышает 0, 03—0, 04 %. Объем азота, как газа, меньше объема водорода из-за большей атомной массы. Диффузия атомарного азота через кристаллическую решетку затруднена вследствие его больших атомных размеров по сравнению с атомным размером водорода.
Однако влиянием азота на образование газовых раковин по вине металла не следует пренебрегать. Если не связать азот в устойчивые нитриды, т. е. допустить выделение его в свободном состоянии, то аналогично водороду можно получить «азотистое кипение» стали.
4.1.4. Механизм образования зндогенных газовых включений И меры по их предотвращению
Эндогенные газовые включения характеризуются тем, что источники газов более или менее равномерно рассредоточены по всему объему жидкого металла, поэтому следовало бы считать, что газовые дефекты также равномерно распределяются по сечению отливки. Однако на практике наблюдается неравномерность распределения в отливках газовых включений, что связано с действием таких факторов, как значительный перепад температур по объему отливки, последовательный характер кристаллизации металла, ликвация, действие гравитационных сил и т. д. При затвердевании отливок вследствие уменьшения растворимости газов в металле с понижением температуры начинается выделение газов, и пузырек зарождается в тот момент, когда их содержание превысит равновесную концентрацию для данной температуры сплава. Условие зарождения пузырька в жидком металле определяется выражением Рг > Ратм +Рм +Рσ , (4.6) где Рг - парциальное давление газа в металле; Ратм - атмосферное давление над уровнем металла; Рм = ρ Нм — металлостатическое давление; Рσ = 2σ /r — давление поверхности металла на газовый пузырек радиусом r при величине поверхностной энергии σ. В реальных сплавах зародышами газовых пузырьков в жидком металле служат различные микро- и макровключения, а также кристаллы твердой фазы, на границе с которыми пузырьки образуются при минимальных энергетических затратах. Кроме того, при достаточно высокой концентрации кислорода в углеродистых сталях в процессе кристаллизации создаются условия для возникновения и относительно быстрого роста зародышей оксида углерода и формирования газовой пористости в отливках. Для того чтобы снизить вероятность или исключить образование эндогенных газовых дефектов в стальных отливках, можно рекомендовать следующие меры: — предварительную подготовку и использование чистых шихтовых материалов; применение материалов без ржавчины и влаги; — предотвращение активного взаимодействия расплава с атмосферой печи и футеровкой; — интенсивное ведение плавки и рафинирование расплава; — глубокое раскисление стали перед заливкой форм; — выбор оптимальных температур плавки и заливки; — уменьшение времени выдержки металла в ковше; —создание условий для удаления из отливки выделяющихся при ее затвердевании газов.
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 4018; Нарушение авторского права страницы

 (4.1)
(4.1) В логарифмической форме уравнение имеет вид:
В логарифмической форме уравнение имеет вид: 
 Нs= Δ
Нs= Δ  Ндис + Δ
Ндис + Δ  Нраств + Δ
Нраств + Δ  Нвзаим (4.3)
Нвзаим (4.3) (4.4)
(4.4) Анализ этой зависимости позволяет сделать следующие выводы:
Анализ этой зависимости позволяет сделать следующие выводы: 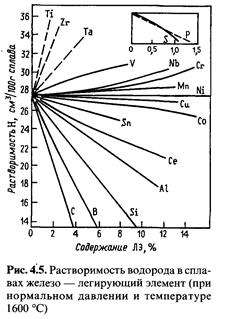 2. Элементы, уменьшающие растворимость водорода углерод, кремний, алюминий, бор и др. Их связи с железом сильнее, чем у водорода с железом.
2. Элементы, уменьшающие растворимость водорода углерод, кремний, алюминий, бор и др. Их связи с железом сильнее, чем у водорода с железом.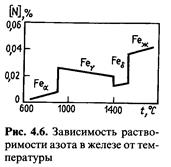 Растворимость азота в стали также подчиняется закону Сивертса и описывается уравнением
Растворимость азота в стали также подчиняется закону Сивертса и описывается уравнением (4.5)
(4.5) - парциальное давление азота.
- парциальное давление азота.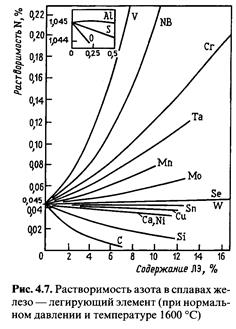 Азот обладает высоким химическим сродством ко многим элементам, входящим в сталь, и образует с ними нитриды. По влиянию на растворимость азота в жидком железе элементы можно разделить на 3 группы (рис. 4.7):
Азот обладает высоким химическим сродством ко многим элементам, входящим в сталь, и образует с ними нитриды. По влиянию на растворимость азота в жидком железе элементы можно разделить на 3 группы (рис. 4.7):