
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЭКЗОГЕННЫЕ ГАЗОВЫЕ ВКЛЮЧЕНИЯ
В СТАЛЬНЫХ ОТЛИВКАХ
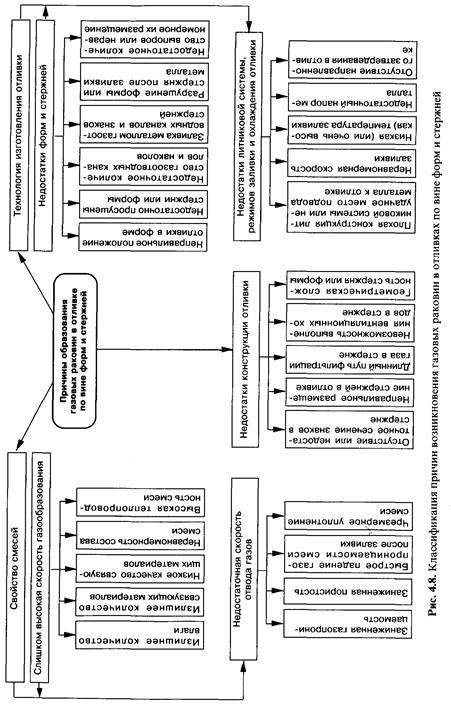
Образование экзогенных газовых дефектов происходит от начала заливки металла в форму до момента формирования достаточно прочной корочки металла на поверхности отливки. Возможные причины их образования (по данным Я. И. Медведева) приведены на рис. 4.8. Источники газов в форме и механизм образования экзогенных газовых дефектов Основными источниками газов являются: — воздух, находящийся в полости и порах формы; — газы, выделяющиеся при деструкции связующих материалов и испарении влаги; — инжекция воздуха и газов при заливке формы; недостатки технологии изготовления отливки; — неправильный выбор типа и размеров литниковой системы, недостаточное сечение и неоптимальная конфигурация знаков стержней и т.д. В результате теплового взаимодействия металла и формы поверхностные слои последней прогреваются до высоких температур, а наружная часть формы имеет температуру окружающей среды (рис. 4.9). Часть формы (х1) прогревается до температуры выше температуры деструкции связующего материала (t1), а часть формы (х2) — до температуры испарения влаги (100°С). В этом слое выделяется большое количество газов, формирующих газовый поток, направленный от места их образования к выходу в атмосферу по пути наименьшего сопротивления. При подходе газов к той части формы, температура которой ниже 100°С, водяные пары конденсируются, и влага забивает поры формы, газопроницаемость резко падает, направленность газового потока нарушается, и в объеме формы от ее поверхности до толщины х2 резко возрастает давление газов. Если к этому моменту времени на поверхности отливки не образовалась прочная твердая корочка металла и давление газов
где Рпф — сопротивление, оказываемое силами поверхностного натяжения металла, то пузырьки, формируясь на границе раздела металла с формой, достигнув определенной величины, отрываются от поверхности формы и внедряются в жидкий металл отливки (рис. 4.10). Для каждого участка отливки экзогенные газовые раковины образуются в период от начала заливки до момента формирования достаточно прочной корочки металла, способной противодействовать газовому давлению со стороны формы. Для каждой части отливки имеется свое критическое время ‘С которое определяется по формуле
Вторым по значимости фактором, вызывающим образование экзогенных газов, является инжекция воздуха, которая происходит при прохождении металла через литниковую систему. Пузырьки воздуха захватываются струей металла, вытекающей из ковша, и попадают через литниковую систему в тело отливки. Количество инжектируемого воздуха возрастает с увеличением высоты падения металла. Инжекция воздуха и газов может продолжаться во всех газопроницаемых элементах литниковой системы, особенно в тех местах, где создается разрежение из-за высокой скорости течения металла, или местах резкого изменения направления потока металла.
В тонкостенных отливках газовые пузырьки располагаются по всей отливке, так как в результате быстрого затвердевания металла всплытие пузырьков не происходит. Характерные газовые дефекты появляются в отливках (чаще всего из углеродистых сталей) при неспокойном заполнении формы, когда при разбрызгивании струи металла образуются «корольки», т. е. небольшие по размеру капли твердого металла, покрытые оксидной пленкой. При попадании их в тело отливки оксидная пленка реагирует с углеродом стали, образуя оксид углерода, который обволакивает королек и формирует вокруг него округлую газовую раковину. При наличии в форме во время заливки встречных потоков стали, края которых всегда окислены, в отливках образуются газовые включения, располагающиеся в виде цепочки в месте встречи потоков. Сформированные в теле отливки газовые дефекты ослабляют ее рабочее сечение и приводят к снижению механических свойств металла.
4.2.2. Меры по предотвращению образования экзогенных газовых включений
Один из основных методов предотвращения формирования экзогенных раковин — создание направленного газового потока в формах и стержнях от поверхности отливки в глубь формы. Этому способствуют: — минимально допустимое содержание влаги в формовочных смесях; снижение газотворной способности связующих материалов; — использование связующих материалов с высокой температурой деструкции, что обеспечивает более позднее выделение газов; — увеличение газопроницаемости формы по мере удаления от поверхности отливки; — использование негазотворных красок с нулевой газопроницаемостью; — устройство вентиляционных потоков и выпоров в форме для обеспечения отвода газов и воздуха из полости литейной формы; — применение полых стержней и стержней с развитыми знаками; — использование формовочных и стержневых смесей с высоким коэффициентом теплоаккумулирующей способности для более быстрого формирования твердой корки на поверхности отливок. Кроме того, необходимо: — применять принцип направленного затвердевания отливки и установку прибылей, обеспечивающих всплывание и удаление газов из тела отливки; — применять литниковые системы, обеспечивающие спокойный подвод металла в форму, исключающие инжекцию воздуха и газов при за полнении формы и устраняющие встречный подвод металла.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Виды газовых дефектов в стальных отливках. 2. Эндогенные газовые дефекты. 3. Источники газов в стали. 4. Причины, вызывающие образование газовых дефектов в отливках. 5. Водород в стали. Растворимость водорода в расплавах стали. 6. Меры по устранению растворимости водорода в расплавах. Методы удале ния водорода из расплава. 7. Азот в стали. Растворимость азота в расплавах стали. 8. Источники азота в расплаве. 9. Меры по уменьшению растворимости азота. Методы удаления азота или его нейтрализации. 10. Образование ситовидной пористости в стальных отливках. 11. Причины образования ситовидной пористости. 12. Меры по предотвращению образования газовых дефектов эндогенного характера в стальных отливках. 13. Экзогенные газовые дефекты. Причины их образования. 14. Источники газов в форме. 15. Механизм образования экзогенных газовых дефектов. 16. Условия проникновения газов из формы в металл. 17. Влияние технологических факторов на вероятность образования экзогенных газовых дефектов. 18. Меры по предотвращению формирования экзогенных газовых дефектов в стальных отливках.
Глава 5
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1442; Нарушение авторского права страницы

 (4.7)
(4.7)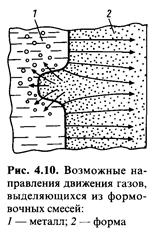 где
где  - коэффициент, учитывающий факторы, влияющие на скорость кристаллизации отливки;
- коэффициент, учитывающий факторы, влияющие на скорость кристаллизации отливки;  - необходимая толщина затвердевшей корки металла.
- необходимая толщина затвердевшей корки металла.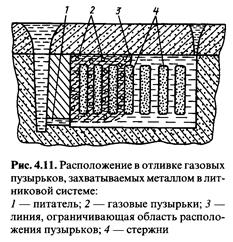 Пузырьки газа при выходе из питателя приобретают совместно с металлом горизонтальную скорость и вертикальную — скорость всплытия. Чем выше скорость течения металла, тем шире зона возможного загрязнения его пузырьками газов (рис. 4.11).
Пузырьки газа при выходе из питателя приобретают совместно с металлом горизонтальную скорость и вертикальную — скорость всплытия. Чем выше скорость течения металла, тем шире зона возможного загрязнения его пузырьками газов (рис. 4.11).