|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назначение литниковой системы и ее элементов
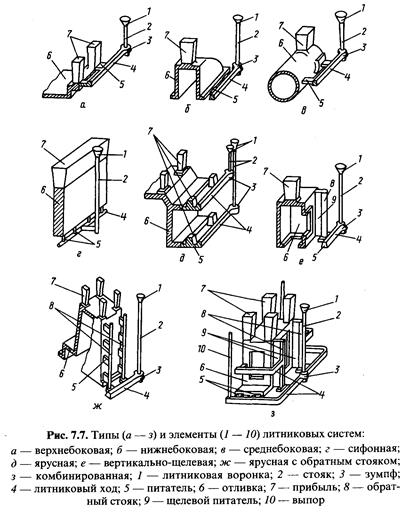
Литниковая система - это система каналов и элементов литейной формы для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки при затвердевании. В стальном литье применяют литниковую систему, состоящую в простейшем варианте из следующих элементов (рис. 7.7): литниковой воронки 1, стояка 2, зумпфа 3, литникового хода 4, питателя 5 и прибыли 7. В более сложных вариантах она может включать также обратный стояк 8, щелевой питатель 9 и выпор 10.
Литниковая воронка предназначена для приемки расплавленного металла из литейного ковша и направления его в стояк. Она имеет форму усеченного конуса с большим «основанием» наверху. Стояк представляет собой вертикальный или наклонный канал для подачи расплавленного металла из литниковой воронки к другим элементам литниковой системы или непосредственно в полость формы. Литниковый ход — это горизонтальный распределительный канал, предназначенный для подачи расплавленного металла из стояка к питателям. При разливке расплава по формам из поворотных ковшей литниковый ход кроме распределительной функции должен выполнять также роль шлакоуловителя.
Зумпф - это углубление под стояком, предназначенное для ослабления размывающего воздействия на форму падающей струи жидкого металла в начале заполнения стояка. Питатель представляет собой канал для подвода расплавленного металла от литникового хода до полости литейной формы. Выпор — это канал для вывода газов из формы и контроля заполнения ее расплавленным металлом. Его выполняют над верхней точкой полости отливки при отсутствии над ней прибыли, а также над закрытыми прибылями. Прибыль как элемент литниковой системы рассмотрен в разделе 7.1. Литниковая система дополнительно может содержать фильтр для очистки расплава от шлаковых и песчаных частиц, а также неметаллических включений. Фильтр представляет собой вставку из огнеупорного материала в виде сетки, слоя гранул, стержня с тонкими каналами или керамики со сквозными макропорами. Он обеспечивает грубую или тонкую очистку расплава в зависимости от размера фильтрующих каналов. Кроме того, фильтры оказывают дополнительное гидравлическое сопротивление и позволяют уменьшать скорость течения расплавленного металла по каналам литниковой системы. Требования к литниковым системам К литниковой системе предъявляют ряд требований, обусловленных необходимостью получения качественных отливок при наименьших затратах энергетических, материальных и трудовых ресурсов. Литниковая система должна: 1) обеспечивать быстрое, но спокойное заполнение формы. Быстрое заполнение необходимо для обеспечения полноты заполнения формы. Медленное заполнение может быть причиной формирования в отливках таких дефектов, как недолив, неслитина и спай (из-за начала затвердевания расплава до полного заполнения формы), а также ужимины (в результате длительного воздействия теплового излучения жидкой стали на верхние стенки формы). Неспокойное заполнение формы также нежелательно, так как является причиной повышенной дефектности отливок по пленам и газовым раковинам (из-за захвата воздуха потоком жидкой стали) и засорам (из-за размыва стенок формы и стержня струей жидкого металла); 2) быть экономичной по расходу металла. В стальном литье на литниковую систему расходуется до 40—60 % заливаемого в литейную форму жидкого металла. Поэтому снижение расхода металла на литниковую систему является важным фактором уменьшения затрат на изготовление отливок; 3) быть технологичной, т. е. простой по конструкции, удобной для формовки, компактной (занимать мало места в форме) и легко отделяться от отливки; 4) обеспечивать очистку жидкого металла от шлаковых и песчаных частиц, а также неметаллических включений. При необходимости предотвращения попадания в отливку песчаных и шлаковых частиц литниковый ход выполняют как шлакоуловитель. А при необходимости обеспечения более высокой степени очистки жидкой стали применяют фильтры, которые устанавливают на стыке стояка с литниковым ходом или на стыках литникового хода с питателями; 5) способствовать последовательному затвердеванию различных частей отливки по направлению к прибыли. Для этого подвод металла к отливке осуществляют к массивной ее части и подальше от места размещения холодильников; 6) способствовать рассредоточению термических напряжений и не затруднять линейную усадку отливки. В противном случае концентрация внутренних напряжений может привести к образованию в отливках трещин; 7) обеспечивать удаление газов из стержней. Для этого она, прежде всего, не должна перекрывать вентиляционный канал в знаковой части стержня. В противном случае отливки будут поражены дефектами в виде газовых раковин. Совокупность требований, обязательных для выполнения, определяется конструкцией отливок, а также уровнем и перечнем предъявляемых к ним требований. Отливки, к которым не предъявляют высоких требований, получают с выполнением минимального их количества. Соответственно отливки, к которым предъявляют повышенные требования, получают с выполнением максимального их количества. Так, выполнение трех первых требований актуально при изготовлении любых стальных отливок. Если к отливке предъявляются повышенные требования по загрязненности неметаллическими включениями, то к первым трем обязательно добавляется четвертое требование. Пятое требование необходимо выполнять во всех случаях изготовления отливок, когда в них возможно образование усадочных раковин и не допускаются усадочная пористость и рыхлота. Если отливка склонна к образованию трещин, то актуальным становится выполнение шестого требования.
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 4738; Нарушение авторского права страницы