|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет элементов литниковой системы
Литниковую воронку выполняют в виде усеченного конуса, перевернутого основанием вверх. При этом нижним сечением литниковая воронка сочленяется с верхним сечением стояка dв.н.=dст.в. В стальном литье используют воронки средней конусности, с отношением верхнего диаметра к нижнему dв.в./dв.н = 2... 3, 7, причем с увеличением размера стояка это соотношение уменьшается. Так, максимальное значение используют при диаметре стояка dст.в = 35 мм, а минимальное при dст.в = 80 мм. Высоту воронки обычно выполняют равной верхнему диаметру hв = dв.в Стояк выполняют цилиндрическим с небольшим формовочным уклоном в сторону извлечения модели стояка. Диаметр нижнего сечения стояка определяют по рассчитанной площади его сечения:
где nст - число стояков, обычно n = 1, но при производстве крупного литья при разливке одновременно из двух стопорных ковшей число стояков может достигать четырех. В стальном литье вследствие быстрого охлаждения расплава в каналах литниковой системы стояк выполняют диаметром не менее 20 мм. Если расчетный диаметр меньше этого значения, то полученный результат округляют до указанного минимально допустимого размера. Диаметр верхнего сечения стояка определяют в зависимости от диаметра нижнего сечения и высоты стояка hст:
Литниковый ход может иметь несколько ветвей. Площадь каждой из них равна:
где nл.х — число ветвей литникового хода, которое становится известным после размещения отливки или отливок в форме в соответствии с общими правилами конструирования литниковой системы (см. раздел 7.2.4). Профиль сечения литникового хода зависит от его назначения. Если литниковый ход выполняет только функции распределения расплава по питателям, то в сечении он представляет собой равнобедренную трапецию, высота которой равна средней линии:
Если же литниковый ход наряду с распределительной осуществляет также функцию шлакоулавливания, то сечение литникового хода выполняют в виде равнобедренной трапеции, высота которой в 1, 5 раза больше средней линии:
Длину литникового хода определяют конструктивно, исходя из необходимости распределения жидкого металла по питателям наиболее коротким путем. Зумпф выполняют в виде полусферы радиусом
Питатель в поперечном сечении имеет площадь:
где nпит - количество питателей, которое определяется толщиной отливки и габаритными размерами (массой) отливки. При установлении количества питателей можно руководствоваться следующими рекомендациями (Б. Б. Гуляев):
Сечение питателей в стальном литье по возможности стремятся выполнить квадратным в связи с необходимостью минимизации тепловых потерь при течении по нему расплава. Однако практически из-за большого формовочного уклона на боковых стенках (для лучшего уплотнения смеси против эрозионного разрушения) это сечение трансформируется в трапецию:
При этом высота питателя должна быть меньше толщины отливки в месте подвода жидкого металла: hпит ≤ 0, 8δ о. Если по расчету высота питателя получается больше указанного предела, то квадратное сечение у места стыка с отливкой трансформируют в сплющенную трапецию, принимая
Тогда ширину такого питателя определяют по площади его сечения:
откуда
Для крупных отливок питатели, как и прочие элементы литниковой системы, выполняют с использованием готовых огнеупорных изделий, в том числе с сечением в виде овальной щели шириной 20—30 мм. Длину питателей определяют расстоянием от отливки до литникового хода, которое необходимо соблюдать для устранения теплового воздействия металла в литниковой системе на условия формирования отливок (см. табл. 7.1). Я. и. Шкленник предлагает определять длину питателя в зависимости от высоты литникового хода:
Выпор устанавливают на верхней точке отливки в форме при отсутствии на ней прибыли, а также над закрытыми прибылями. Его выполняют с круглым или прямоугольным сечением в зависимости от геометрии места стыка на отливке. Диаметр или толщина выпора в основании должны составлять:
Диаметр или толщина выпора в верхнем сечении равны:
где hвып - высота выпора, численно равная высоте слоя формовочной смеси над местом стыка отливки с вьшором.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Прибыли, их назначение. 2. Виды прибылей, их классификация. 3. Выбор места установки прибылей. 4. Выбор типа и конструкции прибылей. 5. Основные принципы расчета прибылей. 6. Литниковые системы, их назначение. 7. Типы литниковых систем. 8. Элементы литниковой системы, их назначение. 9. Требования, предъявляемые к литниковым системам. 10. Классификация литниковых систем. 11. Конструирование и выбор типа литниковых систем. 12. Основные принципы расчета литниковых систем. 13. Особенности расчета литниковых систем при заливке из поворотного ковша. 14. Особенности расчета литниковых систем при заливке из стопорного ковша. 15. Выбор размеров стопорных стаканчиков. 16. Определение размеров элементов литниковой системы.
Глава 8
ДЕФЕКТЫ И КОНТРОЛЬ КАЧЕСТВА СТАЛЬНЫХ ОТЛИВОК
Причины образования дефектов в стальных отливках, так же как методы их предотвращения, всегда были в центре внимания специалистов-литейщиков. Большое разнообразие дефектов осложняет выявление механизма их образования, поэтому существуют различные объяснения возникновения дефектов. Качество отливок формируется на всех этапах их изготовления, начиная с проектирования и технологической разработки. Умение выбрать оптимальный сплав, разработать технологичную отливку определяет в большой степени возможность получения качественной литой заготовки. Особенно ответственным является этап проектирования технологического процесса. Правильное расположение отливки в форме, оптимальная конструкция литниково-питающей системы, благоприятные условия для создания направленного затвердевания и многие другие факторы обеспечивают получение плотного металла отливки. Не меньшее значение для получения качественных отливок имеют правильно выбранные параметры Технологического процесса: температура и время плавки стали, шлаковый режим, раскисление, температура и скорость заливки стали в формы, составы и свойства формовочных и стержневых смесей, режимы охлаждения и термической обработки и т. д. Повышение требований к качеству отливок по составу, структуре и свойствам должно быть неразрывно связано с аналогичным изменением требований к исходным материалам. Особенно это касается материалов металлозавалки металлического лома, ферросплавов, раскислителей, модификаторов, чугуна, шлакообразующих и т. д. Традиционный контроль шихтовых материалов по содержанию углерода, кремния, марганца, фосфора, серы недостаточен. Не только эти элементы определяют качество отливок. Очень часто необходимо контролировать содержание кислорода, азота, водорода, селена, теллура, сурьмы, свинца и других микропримесей, которые оказывают существенное влияние на структурообразование и дефекты стальных отливок. Тщательному контролю качества должны подвергаться и исходные формовочные материалы. Термины и определения основных понятий дефектов отливок устанавливает ГОСТ 19200-80 «Отливки из чугуна и стали. Термины и определения дефектов». В настоящей главе рассмотрены основные дефекты стальных отливок, которые не описаны в предыдущих главах.
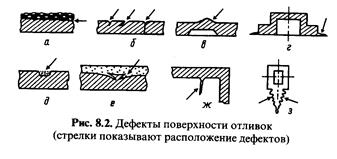
НЕСООТВЕТСТВИЕ ПО ГЕОМЕТРИИ Недолив. Может быть двух типов: истинный недолив полости формы сплавом или частичное вытекание сплава из формы после ее заполнения. В обоих случаях часто форма остается незаполненной. Дефекты первого типа расположены обычно в наиболее удаленных от питателя частях отливки и характерны для тонкостенных отливок сложной кон фигурации. Они образуются при заливке стали с недостаточной жидкотекучестью (рис. 8.1, а). Для дефектов второго типа характерна незаполненная часть отливки в виде полости, которая ограничена тонкими стенками с острыми краями. Полости располагаются в массивных частях отливки, затвердевающих последними. Вытекание металла может произойти через некоторое время после заливки формы, особенно если сталь была сильно перегрета. Недолив легко определяется визуально после очистки отливок от формовочной смеси. При этом нетрудно увидеть место вытекания металла. Недоливы получаются при слишком медленной заливке формы с прерыванием струи металла. Струя разбрызгивается также в случае небрежного выполнения носика у заливочного ковша. Возможны недоливы и от нетехнологичности отливки, особенно в тех случаях, когда в ней имеются тонкие стенки, к которым затруднен доступ металла. Дефекты, подобные недоливу, получаются при избыточном припыливании сырой формы противопригарными материалами, например тальком. Припыл намывается металлом в определенные места и вызывает подобие недолива. Сталь может вытекать из формы во время или спустя некоторое время после заливки по следующим причинам:
— неправильное скрепление опок; — использование деформированных опок или модельных плит; недостаточная прочность формовочной смеси; — недостаточная толщина формовочной смеси между полостью формы и стенкой опоки; —низкое качество уплотнительной пасты, глиняных шнуров и других уплотнителей; — большое сечение вентиляционных каналов и др. Перекос. Дефект в виде смещения одной части отливки относительно осей или поверхности другой части по разъему формы вследствие неточной установки опок и фиксации при формовке и сборке (рис. 8.1, б, в). Перекос может быть на внешней части отливки и во внутренней полости. Отливку бракуют, если перекос больше припуска на механическую обработку или превышает допустимые отклонения, оговоренные в технической документации. Дефект хорошо виден после очистки отливки. Наиболее частыми причинами его являются неисправность модельно-опочной оснастки, небрежность изготовления и сборки литейной формы. Большое значение имеет состояние фиксирующих втулок и штырей в опоках. В связи с изнашиванием необходимо периодически проверять размеры втулок и штырей и не допускать их изменения свыше предельных отклонений от принятых допусков. Большой перекос получается в результате неправильного изготовления модельно-стержневой оснастки или допущения ошибок при проектировании оснастки (неодинаковые базы, разные формовочные уклоны, недостаточные фиксаторы на знаках, неточность определения размеров и др.), а также вследствие неправильного хранения оснастки. Подутость. Дефект в виде местного утолщения отливки вследствие распирания неравномерно или недостаточно уплотненной песчаной формы заливаемым металлом (рис. 8.1, г). Подутость возникает при большом металлостатическом давлении. Отливка считается бракованной, если этот дефект превышает допустимые отклонения толщины стенки. Подутость обнаруживается визуально после очистки отливки. В отдельных случаях для определения годности отливку следует измерить. Наиболее частыми причинами подутости являются низкая прочность формовочной смеси, недостаточное ее уплотнение и большое давление жидкой стали. Подутость — типичный дефект отливок, получаемых в сырых формах с недостаточной степенью уплотнения.
Недостаточное уплотнение смеси и неплотная посадка жакетов при безопочной формовке — основные причины подутости. Подутость практически отсутствует при уплотнении форм с большими усилиями прессования. Часто брак отливок вследствие подутости получается при заливке форм из самотвердеющих смесей, которые не полностью отвердели. Перед заливкой форм металлом следует проверить их твердость, особенно в углубленных местах. Подсушивание форм уменьшает подутость. Разностенность. Дефект в виде увеличения или уменьшения толщины стенок отливки вследствие смещения, деформации или всплытия стержня (рис. 8.1, д). Наиболее частыми причинами образования этого дефекта являются: — неправильное соединение половинок стержня; — неправильное расположение или неудачная конструкция знаков стержня; — смещение стержня вследствие удара или всплытия; износ стержневой оснастки; — использование моделей, требующих ремонта. Неслитина. Дефект в виде произвольной формы отверстия или сквозной щели в стенке отливки, образовавшихся вследствие неслияния по токов металла с пониженной жидкотекучестью или неправильного выбора места подвода металла к полости формы (рис. 8.1, с). дефект легко обнаруживается после очистки отливки. Устранению неслитин способствуют повышение жидкотекучести стали, оптимальные время заливки формы и температура стали, увеличение напора металла. Причиной не слитин может быть также и литниковая система, ее неправильный расчет. Конструкция и размеры ее должны быть таковы, чтобы обеспечить быструю заливку формы. Коробление. Дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при охлаждении, а также в результате неправильной конструкции модели (рис. 8.1, ж). Коробление отливок учитывают при расчете припусков на механическую обработку. По этому искривление отливок в пределах нормированных допусков не приводит к их браку. Дефект обнаруживается визуально после очистки отливки или при проверке размеров шаблоном и разметке. Наиболее общими и значительными по последствиям причинами коробления отливок в литейной форме являются неравномерные температурные деформации, а также деформации, обусловленные фазовыми и механическими напряжениями. Они возникают вследствие неравномерного охлаждения отдельных частей отливки из-за разнотолщинности стенок, торможения усадки отливки формой, неправильно сконструированной и расположенной литниково-питающей системы, протекания фазовых превращений в стали, преждевременной выбивки и др. Самой рациональной мерой по устранению коробления является разработка конструкции отливки на стадии проектирования с минимальной разностенностью или разностенной, но симметричной. Однако та кой подход не всегда возможен. Поэтому при изготовлении отливок, склонных к короблению, вводят специальные технологичные перемычки, ребра, удаляемые после снятия напряжений, например после отжига отливок. Зарез. Дефект в виде искажения контура отливки при отбивке литников, обрубке и зачистке. Вылом. дефект в виде нарушения конфигурации и размера отливки при выбивке, обрубке, отбивке литников и прибылей, очистке и транспортировке. Зарез и вылом (рис. 8.1, з) легко обнаруживаются при визуальном осмотре отливок и напрямую связаны с нарушением технологии финишных операций, когда, например, при обрезке питателей вместе с ними удаляется и часть тела отливки. Отливки бракуются по этим дефектам в случае превышения припусков на механическую обработку.
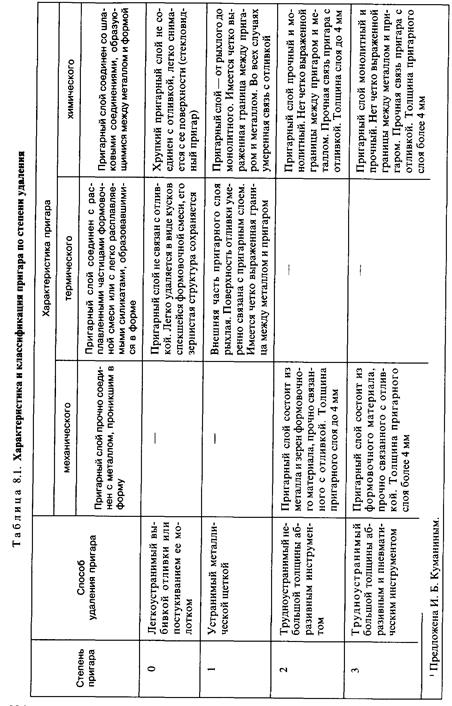
ДЕФЕКТЫ ПОВЕРХНОСТИ Прагар. Дефект в виде трудно отделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического и химического взаимодействия формовочного материала с металлом и его оксидами (рис. 8.2, а). Это один из самых часто встречающихся дефектов стальных отливок, увеличивающий трудоемкость и себестоимость изготовления отливок и ухудшающий санитарно-гигиенические условия труда. Пригар представляет собой зерна формовочной смеси, сцементированные жидкостью, которая проникла в пространства между этими зернами и затем затвердела. В зависимости от природы этой жидкости пригар на отливках подразделяют на три вида: механический, химический, термический. Механический пригар — это зерна формовочной смеси, сцементированные проникшим между ними металлом (металлокерамическая корка).
Химический пригар — это корка формовочного материала, образовавшаяся в процессе физико-химического взаимодействия между металлом и формовочной смесью. Температура, при которой заканчивается формирование химического пригара, может быть значительно ниже температуры затвердевания стали. Поэтому химический пригар толще механического. Химическое соединение, скрепляющее пригар, менее прочно связано с отливкой, чем металлокерамическая корка, поэтому химический пригар легче отделяется, чем механический. Термический пригар это корка формовочного материала, сцементированная жидкостью, образующейся в результате расплавления компонентов формовочной смеси или самой формовочной смеси под действием высокой температуры жидкой стали. Разделение пригара на механический и химический до известной степени условно. На границе металл-форма первоначально протекают химические реакции, продукты которых способствуют проникновению металла в поры формы. Пригар является серьезным дефектом для стальных отливок лишь в том случае, когда поверхностная корка прочно связана с отливкой и для ее удаления необходимо приложить определенное усилие, например обработку пневматическими, абразивными и другими инструментами. По трудоемкости удаления различают четыре степени пригара (табл. 8.1). • Нулевая степень. Слой пригара легко образуется и легко удаляется с поверхности отливки при ее выбивке или при легком постукивании отливки молотком. • Первая степень. Слой пригара тонок и его можно удалить металлической щеткой или дробеструйной обработкой. • Вторая степень. Толщина слоя пригара доходит до 4 мм и его трудно удалить с поверхности отливки. Пригар удаляют абразивным инструментом. • Третья степень. Толщина слоя пригара превышает 4 мм и его удаляют специальным инструментом. На образование механического пригара влияют следующие факторы: • поверхностное натяжение, вязкость стали и смачивание металлом материала литейной формы: чем меньше поверхностное натяжение на границе металл — форма и вязкость стали и лучше смачивание материала формы, тем легче образуется механический пригар; • динамическое и статическое давление металла: чем они выше, тем легче сталь проникает в поры формы с образованием металлокерамической корки; • величина пор между зернами песка: чем больше размер пор, тем значительнее пригар;
• длительность затвердевания отливки в форме: чем дольше жидкая сталь соприкасается с формой, тем значительнее пригар; • давление газов, находящихся в порах формы: при заливке металла в форму в ней повышается давление газов в результате расширения воздуха, проникающего в поры формы, испарения влаги, деструкции связующего материала или специально вводимых добавок; это давление противодействует проникновению жидкой стали в поры; особенно велико давление газов, образующихся вследствие разложения специально вводимых в формовочную смесь добавок. При химическом пригаре зерна смеси спекаются между собой силикатами переменного состава, которые образуются при взаимодействии стали с материалом формы. Прочность силикатов значительно меньше прочности металла. Они незначительно сцепляются с поверхностью отливки. Поэтому на очистку химического пригара требуется меньше затрат по сравнению с механическим. Образование химического пригара на стальных отливках можно разбить на следующие этапы. 1. При контакте жидкой стали с поверхностью формы оксиды элементов стали взаимодействуют с оксидами материала формы или стержня и образуют легкоплавкие силикаты, которые проникают в поры формы. 2. Жидкие силикаты адсорбируются на частицах глины и мелких кварцевых зернах, ошлаковывают их, в результате чего в образовавшиеся новые поры продолжает проникать жидкая сталь. 3. Ошлаковываются более крупные зерна, увеличиваются размеры пор, и сталь глубже проникает в форму. Особенно склонны к образованию химического пригара отливки из сталей с повышенным содержанием марганца. Легкоплавкие марганцевые силикаты (mМnО * nSiО2) хорошо смачивают зерна песка и легко проникают в поры формы. Поэтому отливки из высокомарганцевых аустенитных сталей типа 110Г13Л имеют большой пригар. Отливки из высоколегированных хромо-никелевых сталей получаются с незначительным пригаром, так как оксиды хрома практически не вступают в химическое взаимодействие с материалом формы. Химический пригар разделяют на легко- и трудноудаляемый. Получить массивную стальную отливку без пригара весьма трудно. Поэтому при стальном литье стараются получить легкоудаляемый пригар. Твердость химического пригара и сила его сцепления с поверхностью отливки зависят от структуры пригара. Предпочтение отдается аморфно-стекловидному пригару, который образуется при больших скоростях охлаждения. Чем толще слой оксидов железа между коркой пригара и отливкой, тем легче его удалить. Для получения легкоотделяемого пригара необходимо: — применять добавки окислительного действия; — применять краски окислительного действия; — извлекать отливки из формы сразу после их затвердевания; — применять огнеупорные противопригарные покрытия: краски, пасты, припылы. Стальные отливки получаются без пригара, если форма окрашена цирконовой противопригарной краской. Меры борьбы с пригаром на отливках приведены в табл. 8.2.
Очень широко для предотвращения пригара стальных отливок применяют противопригарные покрытия для форм на основе цирконового концентрата, электрокорунда, дистенсиллиманита, хромита, талька: краску, пасты, припылы.
Спай. Дефект в виде углубления с закругленными краями на поверхности отливки, образованного не полностью слившимися потоками металла с недостаточной температурой или прерванными при заливке (рис. 8.2, б). Спаи возникают главным образом на тонких стенках отливки или на удаленных от питателя частях отливки, куда сталь поступает охлажденной и окисленной. Дефекты обнаруживаются визуально после очистки отливки и ее механической обработки. Спай образуется при малой жидкотекучести стали. Причиной его может быть неудовлетворительная конструкция литниковой системы. Конструкция и размеры литниковой системы должны быть такими, чтобы обеспечить быструю заливку формы, особенно при литье тонкостенных отливок. Чрезмерное разделение металла на отдельные потоки при заливке форм может привести к поверхностному окислению, в результате чего эти потоки при встрече могут не слиться. Если заливку стали вести прерывистой струей, то спай может образоваться и на толстых стенках отливки. Причиной спая может быть наличие металлических холодильников или жеребеек с окисленной поверхностью. Окисленная сталь увеличивает брак по спаю. Трудно получить металл с неокисленной поверхностью, если в нем содержатся оксиды А12O3, Сr2O3, ТiО2,. Отливки из таких сталей (16Х18Н12С4ТЮЛ, 08Х17Н34В5Т3Ю2РЛ, 18Х25Н19СЛ и др.) следует заливать с большой скоростью, при которой происходит механическое разрушение оксидных пленок. Дефекты от спая увеличиваются при использовании смесей с высокой теплоаккумулирующей способностью (хромитовые, оливиновые и др.). Спаи часто наблюдаются при изготовлении стальных отливок в кокилях. Поэтому кокили перед заливкой необходимо нагревать до температуры не ниже 200 °С. Отливку бракуют, если глубина спая больше припуска на механическую обработку. Нарост. Дефект в виде выступа произвольной формы, образовавшегося из загрязненного формовочными материалами металла вследствие местного разрушения литейной формы (рис. 8.2, б). Наросты имеют произвольную форму, соответствующую участку поврежденной формы или стержня. Обычно нарост сопровождается образованием песчаных включений в отливке. Дефект виден визуально после очистки отливки. Часто наросты возникают из-за неточной и изношенной модельной оснастки, небрежной формовки и сборки, малой прочности формовочной смеси, низкой эрозионной устойчивости противопригарных красок, ударов по верхней полуформе и др. Причиной наростов может быть литниковая система, если она спроектирована таким образом, что струя стали размывает форму или стержень. Особенно склонны к таким дефектам отливки, изготовленные в сырых формах из малопрочных смесей. С увеличением плотности набивки формы с равномерной твердостью наросты уменьшаются. Модели должны иметь гладкие стенки, достаточные формовочные уклоны и технологические зазоры в знаковых частях. Отливку бракуют из-за наростов, если их нельзя устранить механической обработкой. Залив. Дефект в виде металлического прилива или выступа, возникающего вследствие проникновения жидкого металла в зазоры по разъемам формы, стержней или по стержневым знакам (рис. 8.2, г). Заливы затрудняют очистку отливок, а в некоторых случаях приводят к браку. Например, отбивка заливов может привести к трещинам в отливке. Заливы обнаруживаются визуально после выбивки и очистки отливок. В табл. 8.3 приведены причины появления заливов и способы их предотвращения.
Засор. Дефект в виде внедрившегося в поверхностные слои отливки формовочного материала, захваченного потоками жидкой стали (рис. 8.2, д).
Засоры образуют в отливках открытые или закрытые раковины, полностью или частично заполненные материалом, из которого изготовлены форма или стержень. Часто это включения, состоящие из смеси песка со шлаком. Главная причина образования засоров — размыв литейной формы. В табл. 8.4 приведены причины появления засоров и способы их предотвращения.
Ужимина. Дефект в виде углубления с пологими краями, образо вавшегося вследствие отслоения формовочной смеси при заливке, заполненного формовочным материалом и прикрытого слоем металла (рис. 8.2, е).
Основными причинами образования ужимин являются неравномерное уплотнение формы, ее повышенные влажность и газотворность, недостаточная газопроницаемость формы. Кроме того, ужимины могут возникать по вине форм и стержней, в которых имеются места с заделанными трещинами, отломанными и восстановленными частями, с отслоившейся от стенок форм и стержней краской. Стальную отливку бракуют по дефекту «ужимина», если при его устранении не обеспечиваются приемо-сдаточные характеристики отливки. Просечка. Дефект в виде невысоких прожилок на поверхности отливки, возникших вследствие затекания стали в трещины на поверхности формы или стержня (рис. 8.2, ж). Основной причиной появления этого дефекта является некачественная поверхность форм и стержней вследствие нарушения технологического процесса их изготовления: удары полуформ и собранных форм, разрушение окрашенного слоя, несоблюдение режимов сушки форм и стержней, неправильное извлечение моделей из форм и стержней из ящиков, изношенность модельного комплекта и др. Обычно трещины на формах и стержнях легко обнаруживаются и могут быть вовремя исправлены. Складчатость. Дефект в виде незначительных гладких возвышений и углублений на поверхности отливки, возникающих вследствие пониженной жидкотекучести стали (рис. 8.2, з). Чтобы устранить складчатость на стальных отливках, необходимо предусмотреть меры, улучшающие жидкотекучесть стали. Но при этом нужно учитывать, что слишком высокая жидкотекучесть может привести к образованию других дефектов на отливках, например пригару, заливам, засору и др.
НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ Основными и наиболее часто встречающимися дефектами стальных отливок, относящимися к этой группе, являются: горячие, холодные и межкристаллитные трещины, газовая раковина, ситовидная пористость, усадочная раковина, усадочная пористость, вскип, утяжина. Причины их образования и методы предотвращения были рассмотрены в соответствующих главах. Здесь же даны только их общепризнанные определения. Горячая трещина. Дефект усадочного происхождения в виде разрыва или надрыва тела отливки, возникшего в интервале температур затвердевания (рис. 8.3, а).
Характерной чертой горячей трещины является то, что она, как правило, располагается по границам кристаллов, имеет неровную окисленную поверхность, на которой иногда видны дендриты. Холодная трещина. Дефект в виде разрыва тела затвердевшей отливки вследствие внутренних напряжений или механического воздействия. Особенностью холодной трещины является то, что она обычно имеет светлую или с цветами побежалости зернистую поверхность. Межкристаллитная трещина. Дефект в виде разрыва тела отливки при охлаждении ее в форме на границах первичных зерен аустенита в температурном интервале распада. Образование межкристаллитных трещин характерно для термически обработанных стальных отливок при нарушении режима термической обработки и при воздействии растворенного в стали водорода. Они имеют вид сглаженных поверхностей с зеркальным блеском на общем сером фоне волокнистой составляющей излома. Газовая раковина. Дефект в виде полости, образованной выделившимися из стали или внедрившимися в сталь газами (рис. 8.3, 6). Ситовидная пористость. Дефект в виде удлиненных тонких раковин, ориентированных нормально к поверхности отливки, вызванных повышенным содержанием водорода в кристаллизующемся слое (рис. 8.3, в), или взаимодействием растворенного в стали кислорода с углеродом. Усадочная ракована. Дефект в виде открытой или закрытой полости с грубой шероховатой, иногда окисленной поверхностью, образовавшейся вследствие усадки при затвердевании стали (рис. 8.3, г). Усадочная пористость. Дефект в виде мелких пор, образовавшихся в отливке в результате усадки стали в процессе ее затвердевания при не достаточном питании отливки (рис. 8.3, д). Газовая пористость. Дефект в виде мелких пор, образовавшихся в отливке вследствие выделения газов из стали при ее затвердевании. Разделение пористости на газовую и усадочную для стальных отливок весьма условно. Как правило, пористость имеет газоусадочное происхождение. Вскип. Дефект в виде скопления раковин и наростов, образовавшихся вследствие парообразования в местах переувлажнения литейной формы или проникновения газов из стержней в полость литейной формы (рис. 8.3, е). Для устранения этого дефекта необходимо применять смеси с оптимальной влажностью и иметь хорошую вентиляцию формы. Утяжина. Дефект в виде углубления с закругленными краями на поверхности отливки, образовавшегося вследствие усадки стали при ее затвердевании (рис. 8.3, ж). Для устранения этого дефекта необходимо обеспечить доступ жидкого металла в места возможного образования утяжины. Песчаная ракована. Дефект в виде полости, частично или полностью заполненной формовочным материалом (рис. 8.3, з). Причинами образования песчаных раковин являются: местное разрушение или засорение формы при сборке; слабая набивка форм или стержией; неправильная литниковая система, вызывающая размыв формы или стержня; не технологичность конструкции отливки.
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 3774; Нарушение авторского права страницы