|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КОНТРОЛЬ КАЧЕСТВА СТАЛЬНЫХ ОТЛИВОК⇐ ПредыдущаяСтр 34 из 34
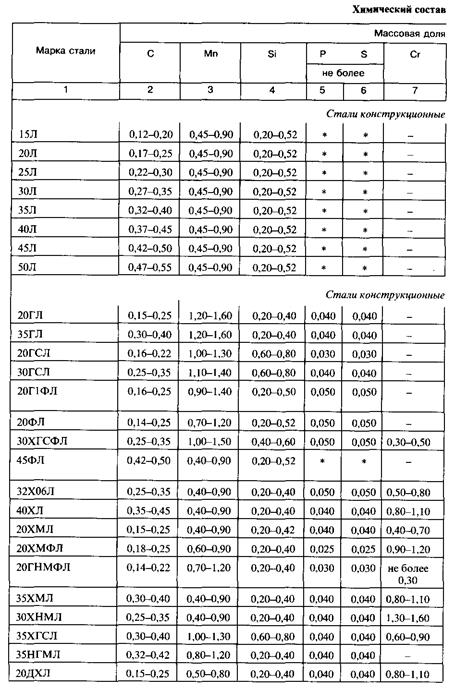
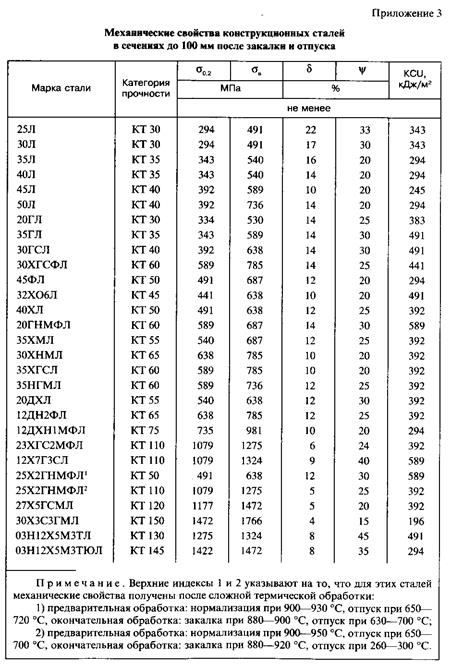
Качество продукции — это совокупность свойств продукции, обусловливающая ее способность удовлетворять определенные потребности в соответствии с ее назначением. Качество отливок оценивается, как правило, несколькими показателями, которые устанавливают, исходя из назначения и условий эксплуатации отливок. Номенклатура показателей качества отливок определяется стандартами и техническими условиями. Для оценки качества отливок общего назначения по ГОСТ 4.439-86 рекомендуется использовать пять групп показателей качества. 1. Классификационные показатели: марка стали, масса отливки, класс точности, группа сложности. 2. Показатели назначения: временное сопротивление σ в, предел текучести σ т относительное удлинение δ, сужение ψ, вязкость КСU, твердость НВ, НRС, микроструктура. 3. Показатели технологичности и экономного использования металла: припуски на механическую обработку, допуски на необрабатываемые размеры отливки. 4. Показатели качества поверхности: шероховатость. 5.Экономические показатели: экономический эффект, себестоимость, рентабельность.
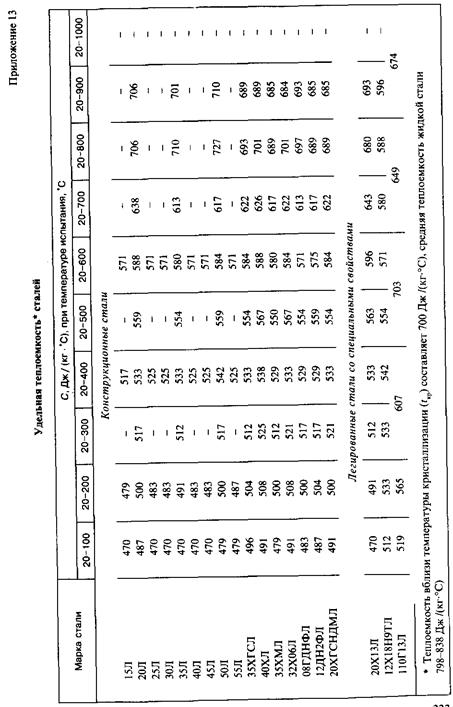
В эту номенклатуру дополнительно могут быть включены и некоторые другие показатели, обычно относящиеся к специальным эксплуатационным характеристикам: механические свойства при пониженных и повышенных температурах, герметичность, коррозионная стойкость, хладостойкость стали, плотность и др. В частности, при изготовлении хладостойких отливок из соответствующих сталей обязательным контролируемым показателем является ударная вязкость при температуре испытания —60°С. Номенклатура показателей качества в значительной степени определяется назначением и связанными с этим требованиями, предъявляемыми к отливкам. Например, согласно ГОСТ 977-88, все стальные отливки из конструкционной легированной и нелегированной сталей делятся по назначению на три группы: общего, ответственного и особоответственного. В соответствии с этим в группу контролируемых входят различные показатели качества. Если для отливок первой группы в перечень контролируемых показателей качества входят лишь внешний вид и химический состав отливок, то для отливок второй группы к ним добавляются предел текучести (σ т) или временное сопротивление (σ в) и относительное удлинение (δ н), а для отливок третьей группы еще контролируется и ударная вязкость (КСU). Обычно марку стали, дополнительные контролируемые показатели и требования указывают на черте же отливки. Качество стальных отливок определяется многими технологическими, экономическими и организационными факторами, отражающими общий технический уровень производства. При изготовлении отливок применяют сложные технологические процессы, связанные с использованием большой номенклатуры материалов. В таких условиях производство высококачественного литья может быть достигнуто только на основе строгого соблюдения соответствующих стандартов на всех этапах технологического цикла. При этом на качество отливок влияют следующие основные факторы: — качество исходных шихтовьих, формовочньих и вспомогательных материалов; — уровень механизации и автоматизации технологических процессов; правильное выполнение всех этапов технологического процесса изготовления отливок (подготовка и набор шихты, плавка, изготовление форм и стержней и т. д.); — организация производства и хозяйственный механизм управления литейньим цехом. Для выполнения этих требований необходимо осуществление целого ряда организационно-технических и технологических мероприятий, направленных на повышение культуры и технического уровня производства и, следовательно, на достижение требуемого качества отливок.
Для оценки качества отливок применяют различные виды технического контроля. Технический контроль это процедура проверки соответствия показателей качества отливок требованиям, установленным нормативно- технической документацией. При этом, как правило, выполняются следующие операции: получение первичной информации о фактическом состоянии отливки, т.е. визуальная или инструментальная оценка различных показателей качества; — сопоставление первичной информации с нормативными требованиями, зафиксированными в соответствующей документации; — анализ вторичной информации (информации об отклонении фактических показателей качества от нормативных) и принятие решения о годности или отбраковке отливки. Для получения информации о показателях качества применяют как разрушающие, так и неразрушающие методы контроля. Разрушающий контроль может проводиться как на специальных образцах, отливаемых одновременно с отливкой, так и на образцах, вырезанньгх из различных частей отливки. В последнем случае дальнейшее использование отливки по назначению становится невозможным. По этому методы разрушающего контроля применительно к готовой отливке применяются, как правило, при доводке технологического процесса или при контрольно-приемочных испытаниях. Однако для особо ответственных отливок из специальных сталей (жаропрочных, кислотостойких и др.) может применяться сплошной контроль разрушающими методами на специальных образцах. Например, плавочный контроль, когда для каждой плавки стали определяются концентрация всех элементов и примесей, а также регламентируемьие механические свойства. Если обнаруживается несоответствие состава или свойств плавки хотя бы по одному контролируемому показателю, то все отливки, изготовленные из стали данной алавки, бракуются. Плавочньтй контроль может применяться с различной периодичностью: контролируют все плавки, одну в смену, каждую третью, десятую и т. п. Неразрушающий контроль оставляет отливку целой, пригодной к эксплуатации, поэтому методы такого контроля наиболее важны в современных условиях производства. Физической основой всех методов неразрушающего контроля является взаимодействие физических полей или излучений с контролируемым объектом. Наиболее широко для контроля стальных отливок применяют такие методы, как магнитный, акустический, оптический, электрический, радиационный. При этом можно проводить дефектоскопию
отливок (внутренние и поверхностные дефекты), определять микроструктуру и химический состав, физические и механические свойства, толщину стенок отливоi и т. п. В табл. 8.5 и 8.6 приведены технические характеристики, области применения и сравнительная оценка неразрушающих методов контроля, по выявлению дефектов различного типа.
При выборе эффективного метода неразрушающего контроля для обнаружения того или иного дефекта необходимо предварительно определить ряд исходных данных: марку стали, характер изучаемых дефектов (трещина, раковина, ликвация, пористость и т. п.), ориентировочное место их расположения в отливке, минимально допустимые размеры дефектов и т. д.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что такое дефект отливок? 2. Классификация дефектов. 3. Дефекты отливок из-за месоответствия геометрии. 4. Причины образования недолива, незалива. 5. Что такое коробление отливки? Причины образования. 6. Дефекты поверхмости отлинки. 7. Что такое пригар? Виды пригара. 8. Что такое шероховатость поверхности? 9. Причины появления разностенности отливок. 10. Горячие трещины. Причины образования и методы устранения. 11. Холодные трещины. Причины образования и методы устранения. 12. Ситовидная пормстость. Механизм образования. 13. Газовые раковмны, их отличие от усадочных. 14. Усадочная раковина и пористость. Условия образования. 15. Ликвация. Причины образования.
РЕКОМЕНДУЕМЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ПРИЛОЖЕНИЕ
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 3311; Нарушение авторского права страницы