|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Моделирование на моделях верхней челюстиСтр 1 из 2Следующая ⇒
ВВЕДЕНИЕ За прошедшие 100 лет научного развития ортопедической стоматологии во всем мире достигнуты значительные успехи в разработке методов диагностики и терапии. Лечение осуществляется с помощью несъемных, съемных протезов и ортодонтических аппаратов, изготовление которых требует применения новых технологий и высокой квалификации зубных техников. Сравнивая роль и место лечебных средств, применяемых в медицине, в том числе и в ортопедической стоматологии, можно отметить, что в общей медицине изготовление лекарственных средств по индивидуальным заказам осуществляется в аптеке, где главную роль играет провизор. В ортопедической стоматологии роль такой «аптеки» выполняет зуботехническая лаборатория, где изготовлением различных конструкций, например, несъемных протезов, в том числе и методом литья, занимается зубной техник. Изготовление современных и высокоточных конструкций требует от зубного техника отличного знания как процесса литья, так и ошибок, наиболее часто допускаемых в литейной лаборатории. Актуальность — в настоящее время в ортопедической стоматологии большинство деталей зубных протезов изготавливаются методом литья. Это микропротезы, одиночные коронки, каркасы бюгельных протезов и т. д. Поэтому в настоящее время тема зубопротезного литья вполне значима. Цель: изучить технологию точного литья. Задачи: 1. изучить виды сплавов; 2.отличительные особенности; 3. ошибки.
Основой каждого зубного протеза является его индивидуальное изготовление в соответствии с требованиями врача-стоматолога. Каждый вид зубного протеза - вкладка, накладка, одиночная коронка, каркас мостовидного протеза малой или большой протяженности, цельнолитая съемная вторичная конструкция - это индивидуально выполненный из воска объект, который служит основой для замещения дефектов твердых тканей либо утраченных зубов, как можно более точно соответствуя оригиналу по медицинским показаниям и желанию пациента. Самыми важными определяющими параметрами зубного протеза можно считать функциональность, эстетичность и биосовместимость. Использование материалов, не соответствующих этим требованиям, недопустимо. Каркасы зубных протезов моделируют на рабочей модели, соответствующей клинической ситуации в полости рта, из воска или специальной пластмассы. Самый экономичный и, вследствие этого, наиболее часто применяемый метод изготовления этих индивидуальных фиксируемых во рту каркасов из металла - литье. Изготовленные из воска или моделировочной пластмассы каркасы фиксируют в несгораемой и термостойкой формовочной смеси. Вспомогательные материалы выплавляются и сгорают в процессе предварительного нагрева литейной формы в муфельной печи. Благодаря этому в формовочной массе образуется соответствующая оригиналу полость, в которую заливают выбранный для изготовления зубного протеза биосовместимый сплав. Глава 1. Литье Литье – этопроцесс производства фасонных отливок путем заполнения жидким металлом заранее приготовленных форм, в которых металл затвердевает. Процесс литья включает ряд последовательных операций: 1) изготовление восковых моделей деталей; 2) установку литникобразующих штифтов и создание литниковой системы; 3) покрытие моделей огнеупорным облицовочным слоем; 4) формовку моделей огнеупорной массой в муфеле; 5) выплавление воска; 6) сушку и обжиг формы; 7) плавку сплава; 8) литье сплава; 9) освобождение деталей от огнеупорной массы и литниковой системы. литниковой системы; 3) покрытие моделей огнеупорным облицовочным слоем; 4) формовку моделей огнеупорной массой в муфеле; 5) выплавление воска; 6) сушку и обжиг формы; 7) плавку сплава; 8) литье сплава; 9) освобождение деталей от огнеупорной массы и литниковой системы. Для заполнения металлом полости какой-либо формы на него следует создать давление. В зависимости от характера давления на металл различают следующие методы литья: под давлением, центробежное и вакуумное. Важнейшие литейные свойства: жидкотекучесть, малая усадка, незначительная ликвация. Жидкотекучестью сплавов называется его способность заполнять форму, точно воспроизводить ее очертания. Ликвацией называют неоднородность состава сплава в различных частях отливки, возникающую при кристаллизации. Различают зональную, внутрикристаллическую ликвацию и ликвацию по удельному весу. Зональная ликвация возникает из-за разности температур затвердевания отдельных составляющих и разной плотности составляющихэтих сплавов. Внутрикристаллическая ликвация образуется при ускоренном охлаждении отливов. Ликвация по удельному весу возникает в сплавах, содержащих тяжелые металлы. Для получения металлических деталей посредством литья используют два метода: метод литья по выплавляемым моделям из моделировочного воска в формах из огнеупорного материала и метод литья по выплавляемым моделям на огнеупорных моделях, помещенных в формы из огнеупорного материала. Ковка – это процесс обработки металла, при котором изменение его формы не обусловлено какими-либо контурами. Ковка в зуботехнической лаборатории проводится на наковальне, имеющей фасонные отростки, по форме похожие на естественные зубы. Штамповка – это процесс обработки металла, при котором изменение его формы строго ограничено формами штампа. Методом штамповки в лаборатории получают гильзы, металлические коронки, части съемных и несъемных протезов. Прокатка – это процесс обработки металла, в результате которого из металлического слитка получают листовой материал. Волочение – это процесс обработки металла, в результате которого из металлического слитка получают проволоку. В дальнейшем эта проволока может использоваться для изготовления кламмеров съемных протезов. Закалкой называется нагрев сплава до определенной температуры с последующим быстрым охлаждением. Назначение закалки – предание сплаву высокой твердости и повышенной прочности. После механической обработки сплавы становятся менее пластичными и приобретают такие свойства как хрупкость и повышенную жесткость. Чтобы улучшить обрабатываемость сплава, снять внутреннее напряжение, снизить твердость и повысить пластичность и вязкость, металлподвергают отжигу. Отжигом называется процесс нагрева металла до температуры, при которой происходят структурные изменения в сплаве, выдержка при этой температуре и последующее медленное охлаждение. При отжиге происходит рекристаллизация – это процесс возникновения и роста новых недеформированных кристаллических зерен поликристалла за счет других зерен. Чтобы восстановить структуру и свойства наклепанного металла его надо нагреть выше температуры рекристаллизации. Уже небольшой нагрев для нержавеющей стали (400-500 С) снимает искажение решетки, уменьшает внутреннее напряжение. Эта обработка получила название термомеханической. Паяние – процесс соединения металлических частей протезов посредством расплавления родственного сплава с более низкой температурой плавления. Этот сплав называется припоем. При любом нагревании металла открытым пламенем под действием кислорода воздуха он п Для заполнения металлом полости какой-либо формы на него следует создать давление. В зависимости от характера давления на металл различают следующие методылитья: При любом нагревании металла открытым пламенем под действием кислорода воздуха он покрывается окисной пленкой – окалиной. Для дальнейшей работы с таким металлом ее необходимо удалить. Процесс снятия окалины с поверхности металла называется отбеливанием, а вещества, служащие для растворения окалины – отбелами. В качестве отбелов для нержавеющей стали используют сильные химические растворы, состоящие из соляной, азотной, серной кислот и воды. Для серебряных сплавов отбелом служит 96% спирт, для золотых сплавов – 40-50% раствор соляной кислоты. Шлифовка и полировка – это два метода обработки металлических деталей зубных протезов. Разница между ними заключается в том, что шлифовка – это более грубая обработка с использованием металлических фрез, кругов и фасонных головок с крупным абразивным зерном. С помощью шлифовки удаляются излишки материала, различного характера неровности (небольшие поры, наплывы, остатки литниковой системы). Полировка – это более тонкая обработка металлической поверхности, которую можно проводить двумя способами: механическим и электрохимическим. Механический способ заключается в использовании кругов с мелким абразивным зерном, фетровых фильтров, волосяных и матерчатых щеток, полировочных паст. Электрохимический метод позволяет растворять мельчайшие выступы и шероховатости за счет переноса с них ионов металла в электролит. Полированием создают зеркально гладкую поверхность. В последнее время для изготовления различных ортопедических конструкций стоматологами широко используются такие технологические методы как фрезерование, плазменное напыление и гальванопластика. В промышленности фрезерованием называют процесс обработки наружных и внутренних поверхностей заготовокметодом резания с помощью специальных режущих инструментов, называемых фрезами. Фрезы – это многолезвийные инструменты. С их помощью с металлической заготовки снимается необходимый слой материала до получения детали с заданными размерами, формой и чистотой поверхности. Используют фрезерование при изготовлении бюгельных и съемных пластиночных протезов с замковой и телескопической системами фиксации. При изготовлении несъемных протезов пользуются методом компьютерного фрезерования.
Неблагородные сплавы. В настоящее время в стоматологии используется свыше 500 сплавов. Международными стандартами (ISO, 1989) все сплавы металлов разделены на следующие группы: 1. Сплавы благородных металлов на основе золота. 2. Сплавы благородных металлов, содержащих 25-50% золота или платины или других драгоценных металлов. 3. Сплавы неблагородных металлов. 4. Сплавы для металлокерамических конструкций: а) с высоким содержанием золота (> 75%); б) с высоким содержанием благородных металлов (золота и платины или золота и палладия — > 75%); в) на основе палладия (более 50%); г) на основе неблагородных металлов: — кобальта (+ хром > 25%, молибден > 2%); — никеля (+ хром > 11%, молибден > 2%). Более упрощенно выглядит классическое подразделение на благородные и неблагородные сплавы. Кроме того, применяемые в ортопедической стоматологии сплавы можно классифицировать по другим признакам: — по назначению (для съемных, металлокерамических, металло-полимерных протезов); — по количеству компонентов сплава; — по физической природе компонентов сплава; — по температуре плавления; — по технологии переработки и т. д. Обобщая изложенное выше о металлах и сплавах металлов, нужно еще раз подчеркнуть основные общие требования, предъявляемые к сплавам металлов, применяемым в клинике ортопедигеской стоматологии: 1) биологическая индифферентность и антикоррозионная стойкость к воздействию кислот и щелочей в небольших концентрациях; 2) высокие механические свойства (пластичность, упругость, твердость, высокое сопротивление износу и др.); 3) наличие набора определенных физических (невысокой температуры плавления, минимальной усадки, небольшой плотности и т. д.) и технологических свойств (ковкости, текучести при литье и др.), обусловленных конкретным назначением. Сплавы на основе неблагородных металлов включают: — хромоникелевую (нержавеющую) сталь; — кобальтохромовый сплав; — никелехромовый сплав; — кобальтохромомолибденовый сплав; — сплавы титана; — вспомогательные сплавы алюминия и бронзы для временного пользования. Кроме того, применяется сплав на основе свинца и олова, отличающийся легкоплавкостью.
Никелехромовые сплавы Никелехромовые сплавы, в отличие от хромоникелевых сталей, не содержащие углерода, широко применяются в технологии металлокерамических зубных протезов. К его основным элементам относятся никель (60-65%), хром (23-26%), молибден (6-11%) и кремний (1, 5-2%). Наиболее популярным из этих сплавов является Вирон-88 фирмы «Бего» (Германия). Не содержащие бериллия и галлия сплавы НХ-Дент на никелехромовой основе для качественных металлокерамических коронок и небольших мостовидных протезов обладают высокой твердостью и прочностью. Каркасы протезов из них легко шлифуются и полируются. Сплавы обладают хорошими литейными свойствами, имеют в своем составе рафинирующие добавки, что позволяет не только получать качественное изделие при литье в высокочастотных индукционных плавильных машинах, но и использовать до 30% литников повторно в новых плавках. Основные компоненты сплава НХ-Дент NS vac (мягкий) — никель (62%), хром (25%) и молибден (10%). Он обладает высокой стабильностью формы и минимальной усадкой, что позволяет производить отливку мостовидных протезов большой протяженности в один прием. Аналог сплава Вирон-88 фирмы «Бего» (Германия). Модификация сплава НХ-Дент NS vacимеет торговое название НХ-Дент NL vac (жидкий) и содержит 61% никеля, 25% хрома и 9, 5% молибдена. Этот сплав обладает хорошими литейными свойствами, позволяющими получать отливки с тонкими, ажурными стенками. Современные сплавы типа Дентанразработаны взамен литейных нержавеющих сталей 12Х18Н9С и 20Х18Н9С2. Эти сплавы обладают существенно более высокой пластичностью и коррозионной стойкостью за счет того, что в их составе почти в 3 раза больше никеля и на 5% больше хрома. Сплавы имеют хорошие литейные свойства — малую усадку и хорошую жидкотекучесть. Очень податливы в механической обработке. Сплавы на основе железа, никеля и хрома используются для литых одиночных коронок, литых коронок с пластмассовой облицовкой. Сплав Дентан D содержит 52% железа, 21% никеля, 23% хрома. Он обладает высокой пластичностью и коррозионной устойчивостью и имеет хорошие литейные свойства — небольшую усадку и хорошую жидкотекучесть. Основу сплава Дентан DM составляют 44% железа, 27% никеля, 23% хрома и 2% молибдена. Б состав сплава дополнительно введено 2% молибдена, что повысило его прочность в сравнении с предыдущими сплавами, при сохранении того же уровня обрабатываемости, жидкотекучести и других технологических свойств. Хорошо известна роль оксидной пленки, обусловливающей химическую связь между металлом и керамикой. Однако для некоторых никелехромовых сплавов наличие оксидной пленки может иметь отрицательное значение, поскольку при высокой температуре обжига окислы никеля и хрома растворяются в фарфоре, окрашивая его. Возрастание количества окиси хрома в фарфоре приводит к понижению его коэффициента термического расширения, что может явиться причиной откалывания керамики от металла. Фирмой «Галеника» (Югославия) выпускается Комохром — сплав кобальта, хрома и молибдена для каркасов съемных зубных протезов. Этот сплав не содержит никель и бериллий, обладает хорошими физико-химическими свойствами. Температура плавления его составляет 1535° С, плотность сплава достигает 8, 26 г/см3. Фирма «Бергер» предлагает сплав из неблагородных металлов Гуд Фит, который имеет хорошие технологические свойства и безопасное применение. Материал не провоцирует электрохимические нарушения в полости рта.
Кобальтохромовые сплавы Основу кобальтохромового сплава (КХС) составляет кобальт (66-67%), обладающий высокими механическими качествами, а также хром (26-30%), вводимый для придания сплаву твердости и повышения антикоррозийной стойкости. При содержании хрома свыше 30% в сплаве образуется хрупкая фаза, что ухудшает механические свойства и литейные качества сплава. Никель (3-5%) повышает пластичность, вязкость, ковкость сплава, улучшая тем самым его технологические свойства. Согласно требованиям международного стандарта, содержание хрома, кобальта и никеля в сплавах должно быть в сумме не менее 85%. Эти элементы образуют основную фазу — матрицу сплава. Молибден (4-5, 5%) имеет большое значение для повышения прочности сплава за счет придания ему мелкозернистости. Марганец (0, 5%) увеличивает прочность, качество литья, понижает температуру плавления, способствует удалению токсичных сернистых соединений из сплава. Многие фирмы США осуществляют легирование бериллием и галлием (2%), но из-за их токсичности в Европе не производят сплавов данных металлов [Скоков А. Д., 1998]. Присутствие углерода в кобальтохромовых сплавах снижает температуру плавления и улучшает жидкотекучесть сплава. Подобным действием обладает кремний и азот, в то же время увеличение кремния свыше 1% и азота более 0, 1% ухудшает пластичность сплава. При высокой температуре обжига керамических масс может произойти выделение углерода из сплава, который, внедряясь в керамику, влечет за собой появление в последней пузырей, что приводит к ослаблению металлокерамической связи. В настоящее время безуглеродистые отечественные кобальто-хромовые сплавы КХ-Дент и Целлит-К, подобные классическому сплаву Виталлиум, находят широкое применение при протезировании металлокерамическими протезами. Состав и свойства этих сплавов приведены в таблице 41.
Температура плавления КХС составляет 1458° С. Механическая вязкость сплавов хрома и кобальта в 2 раза выше таковой у сплавов золота. Минимальная величина предела прочности при растяжении, допускаемая спецификацией, составляет 61, 7 кН/см2(6300 кгс/см2). Благодаря хорошим литейным и антикоррозийным свойствам сплав используется не только в ортопедической стоматологии для каркасов литых коронок, мостовидных и дуговых (бюгельных) протезов, съемных протезов с литыми базисами, но и в челюстно-лицевой хирургии при проведении остеосинтеза.
Сплав КХС выпускается в виде цилиндрических заготовок. Опыт его применения дал определенные положительные результаты и позволил начать работы по его совершенствованию. Недавно разработаны и внедрены в серийное производство новые сплавы, в том числе и для цельнолитых несъемных протезов. Выпуск сплава на основе кобальта — Целлит-К (осн.— Со; 24% Сг; 5% Мо; С, Si, V, Nb) — освоен на Украине. АО «Суперметалл» (Россия) все выпускаемые сплавы металлов для ортопедической стоматологии делит на 4 основные группы: 1) сплавы для литых съемных протезов — Бюгодент; 2) сплавы для металлокерамических протезов — КХ-Дент; 3) никелехромовые сплавы для металлокерамических протезов — НХ-Дент; 4) железоникелехромовые сплавы для зубных протезов — Дентан. Свойства данных сплавов приведены в таблице 41. Бюгодент CCS vac (мягкий) тождественен основному химическому составу отечественного сплава КХС (63% кобальта, 28% хрома, 5% молибдена). В отличие от КХС, выплавляется на чистых шихтовых материалах в высоком вакууме с узкими пределами отклонений составляющих компонентов. Бюгодент ССN vac (нормальный) содержит 65% кобальта, 28% хрома и 5% молибдена, а также повышенное содержание углерода и не имеет в своем составе никеля. Полностью соответствует медицинским стандартам европейских стран. Прочностные параметры высокие. Основу сплава Бюгодент ССН vac (твердый) составляют кобальт (63%), хром (30%) и молибден (5%). Сплав имеет максимальное содержание углерода — 0, 5%, дополнительно легирован ниобием (2%) и не имеет в своем составе никеля. Обладает исключительно высокими упругими и прочностными параметрами. Основу сплава Бюгодент ССС vac (медь) составляют кобальт (63%), хром (30%), молибден (5%). Химический состав сплава включает в себя медь и повышенное содержание углерода — 0, 4%. В результате этого сплав обладает высокими упругими и прочностными свойствами. Наличие меди в сплаве облегчает полирование, а также проведение другой механической обработки протезов из него. В состав сплава Бюгодент CCL vac (жидкий), кроме кобальта (65%), хрома (28%) и молибдена (5%), введен бор и кремний. Этот сплав обладает высокой жидкотекучестью, сбалансированными свойствами, которые значительно превышают требования немецкого стандарта DIN 13912. Соответствует медицинским стандартам европейских стран. Сплавы КХ-Дент предназначены для литых металлических каркасов с фарфоровыми облицовками. Окисная пленка, образующаяся на поверхности сплавов, позволяет наносить керамические или ситалловые покрытия с коэффициентом термического расширения (в интервале температур 25-500° С) 13, 5-14, 2 х 10~6. КХ-Дент CN vac (нормальный) содержит 67% кобальта, 27% хрома и 4, 5% молибдена. Химический состав модификации CNvac близок к составу модификации CCS, но не содержит углерода и никеля. Это существенно улучшает его пластические характеристики и снижает твердость. Полностью соответствует медицинским стандартам европейских стран. Сплав КХ-Дент СБ vac(Bondy) имеет следующий состав: 66, 5% кобальта, 27% хрома, 5% молибдена. Сплав обладает хорошим сочетанием литейных и механических свойств. Аналог сплава Бондиллой фирмы «Крупп» (Германия). Стомикс— стойкий к коррозии кобальтохромовый сплав, предназначенный для каркасов дуговых (бюгельных) протезов и для облицовки керамикой. Сплав обладает хорошими литейными свойствами (повышенной жидкотекучестью, минимальной усадкой), хорошо обрабатывается стоматологическими абразивами, технологичен на всех этапах протезирования. Стомикс имеет стабильную окисную пленку и термический коэффициент линейного расширения 14, 2 х 10-6 °С-1 в интервале температур 25-500° С, близкий к таковому у фарфоровых масс, что обеспечивает надежное соединение сплава с фарфоровыми массами. Рассматриваемый сплав имеет достаточную прочность (предел прочности г=700 Н/мм2; предел текучести г 500 Н/мм2), что исключает его деформацию и дает возможность создавать более тонкие, ажурные каркасы протезов. Нержавеющая сталь Все сплавы железа с углеродом, которые в результате первичной кристаллизации в равновесных условиях приобретают аустенитную (однофазную) структуру, называют сталями. Широкое распространение в промышленности и в быту имеет сталь марки Х18Н9. Для изготовления зубных протезов применяются две марки нержавеющей стали - 20Х18Н9Т и 25Х18Н102С. Состав и свойства этих сталей представлены в таблице 39.
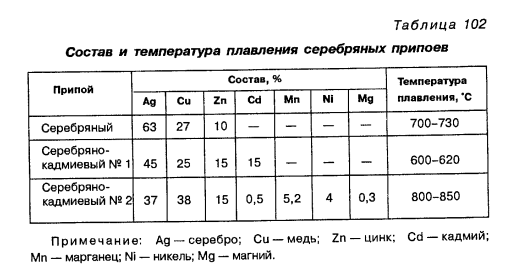
По международным стандартам (ISO) сплавы, содержащие более 1% никеля, признаны токсичными. Известно, что большинство специальных стоматологических сплавов и нержавеющих сталей содержат более 1% никеля. Так, литейный сплав КХС содержит 3-4% никеля, Вирой (фирма «Бего», Германия) — около 30%, Бюгодент — 4%, нержавеющие стали — до 10%. Примером современного безникелевого сплава может служить Херанеум СЕ и ЕН фирмы «ХереусКульцер» (Германия). В настоящее время сотрудниками ММСИ [Марков Б. П. и др.] и РАН в эксперименте разработана безникелевая азотсодержащая сталь РС-1 для литых мостовидных и дуговых (бюгельных) протезов. Марганец, входящий в состав стали, позволяет повысить прочность, улучшить показатели жидкотекучести. Сталь содержит 0, 2% азота, который повышает коррозионную стойкость, твердость (HV 210), стабилизирует аустенит и обеспечивает большой потенциал деформационного упрочнения. Азот в твердом растворе улучшает свойства, компенсирует отсутствие никеля, повышает токсикологические свойства. Присутствие азота значительно улучшает характеристики упругости, что обеспечивает стабильность сохранения формы в тонких ажурных конструкциях. Сталь дает малую усадку (менее 2%), что также обеспечивает точность и качество отливок. Хром является основным легирующим элементом коррозионностойкой стали, а также растворителем азота и в сочетании с марганцем обеспечивает его необходимую концентрацию в стали [Марков Б. П. и др., 1998]. Температура плавления нержавеющей стали составляет 1460-1500° С. Для паяния стали используется серебряный припой (см. табл. 102).
Из нержавеющей стали 20Х18Н9Т фабричным способом изготавливаются: — стандартные гильзы, идущие на производство штампованных коронок двенадцати вариантов: 7 х 12 (диаметр-высота); 8 х 12; 9 х 11; 10 х 11; 11 х 11; 12 х 10; 12, 5 х 10; 13, 5 х 10; 14, 5 х 9; 15, 5 х 9; 16 х 9; 17 х 10 мм; — кламмеры из проволоки круглого сечения (для фиксации частичных съемных пластиночных зубных протезов в полости рта) следующих основных размеров: 1 х 25 (диаметр-длина); 1 х 32; 1, 2 х 25; 1, 2 х 32 мм; — эластичные нержавеющие матрицы для контурных пломб ЭН следующих размеров: 35 х 6 х 0, 06 мм; 35 х 7, 5 х 0, 06 мм и 35 х 8 х 0, 06 мм, а также полоски (50 х 7 х 0, 06 мм) металлические сепарационные, которые изготавливаются методом холодной штамповки из стальной нержавеющей термообработанной ленты, легко гнутся и не ломаются при изгибе до 120° С. Из нержавеющей стали 25Х18Н102С фабричным способом изготавливаются: — зубы стальные (боковые верхние и нижние) для паяных несъемных зубных протезов; — каркасы стальные для мостовидных протезов с последующей их облицовкой полимером. Кроме того, из этой стали делают проволоку диаметром от 0, 6 до 2, 0 мм. Фирма «ЗМ» (США) выпускает стандартные коронки из нержавеющей стали для постоянных моляров. Существует 6 размеров коронок (от 10, 7 до 12, 8 мм с шагом 0, 4 мм). Набор содержит 24 или 96 коронок.
1.6. Сплавы титана биологически инертны, имеют высокую удельную прочность, отличную химическую стойкость по отношению ко многим агрессивным средам, низкий коэффициент усадки при литье, не токсичны и доступны. В клиническом аспекте наибольший интерес представляют две формы титана. Это технически чистая форма титана и сплав титана - 6% алюминий - 4% ванадий. Для изготовления металлокерамических конструкций использует сплав Ti-6AG-4V. Для изготовления вкладок, штифтовых конструкций, коронок, мостовидных протезов, каркасов бюгельных протезов, имплантов, а также мелкого медицинского инструментария применяют сплавы BT1Л, ВТ5Л, ВТ6Л. В имплантологии широко применяют следующие сплавы титана: ВТ1-00, ВТ1-010, ВТ1Л, ВТ5Л, 6ЛВТЗ-1, Ti-6AG-4V, TiNi (никелид титана). Из соединений титана в зуботехнической практике применяется двуокись титана. Она представляет собой белый порошок, который используется в качестве замутнителя при производстве пластмасс, а так же при приготовлении лаков для покрытия металлических частей зубных протезов. Литье титановых сплавов представляет серьезную технологическую проблему. Титан имеет высокую температуру плавления (~1670°С), что затрудняет компенсацию усадки отливки при охлаждении. В связи с высокой реакционной способностью металла, литье необходимо выполнять в условиях вакуума или в инертной среде, что требует использования специального оборудования. Другая проблема заключается в том в том, что расплав имеет тенденцию вступать в реакцию с литейной формой из огнеупорного формовочного материала, образуя слой окалины на поверхности отливки, что снижает качество прилегания протеза. В титановых отливках также часто можно наблюдать внутреннюю пористость. Поэтому используются и другие технологии для изготовления зубных протезов из титана, например, такие как CAD/САМ_технологии в сочетании с прокаткой и методом искровой эрозии. Сплавы, применяемые в ортопедической стоматологии, по определенным свойствам можно разделить на две группы. К первой группе относятся сплавы, обладающие общемедицинскими свойствами. Они не должны вызывать в полости рта аллергического и токсического действия. Во вторую входят сплавы с определенными технологическими свойствами: высокой антикоррозийной стойкостью; прочностью; твердостью; малой усадкой при литье; невысокой температурой плавления; ковкостью, текучестью при литье; возможностью паяния и сварки; хорошей механической и электролитической обработкой и полировкой. Все эти требования зависят от свойств компонентов, входящих в сплав.
Глава 2. Процесс литья. Процесс литья включает ряд последовательных операций: 1) изготовление восковых моделей деталей; 2) установку литникобразующих штифтов и создание литниковой системы; 3) покрытие моделей огнеупорным облицовочным слоем; 4) формовку моделей огнеупорной массой в муфеле; 5) выплавление воска; 6) сушку и обжиг формы; 7) плавку сплава; 8) литье сплава; 9) освобождение деталей от огнеупорной массы и литниковой системы." 2.1. Изготовление восковых моделей деталей. Моделировку каркаса протеза проводят не на гипсовой модели, а на огнеупорной. Для этого с нее получают оттиск с помощью термопластической или силиконовой массы. Подготовленную к дублированию модель опускают на несколько минут в холодную воду, после этого устанавливают в кювету, укрепляя при этом пластилином. Кювету собирают и заливают в нее расплавленную дубликатную массу, охлаждая до 46-68 градусов, равномерной струей, через отверстие в верхней крышке кюветы. После этого кювету охлаждают сначала на воздухе, затем в холодной воде. Позже, сняв нижнюю крышку, извлекают из нее затвердевшую дубликатную массу, обрезают вокруг основания и гипсовой модели, осторожно выводят модель из формы. Далее тщательно очищают контрформу от случайно попавшего кусочка гипса и приступают к непосредственному изготовлению огнеупорной модели. Для получения огнеупорной модели используют фосфатные огнеупорные массы, которые выпускают в виде порошка и жидкости. Расчет порошка для получения модели проводят путем умножения сухого веса гипса модели на 1, 7. Заливают массу на вибростолике, небольшими порциями. Форму оставляют до полного затвердевания. После этого огнеупорную модель осторожно, стараясь не повредить, освобождают от контрформы, помещают в сушильный шкаф на 30 минут при температуре 180-200 градусов. Выплавление воска. Снимают подставку после ее предварительного подогревания во избежание повреждения восковой формы и облицовочного слоя, устанавливают кювету-опоку на поддон воронкой вниз для стенания воска и переносят в печь, нагретую до температуры 200°С на 20-25 минут для окончательного удаления воска. Устанавливают опоку в прокалочную печь с температурой 400 С, доводят ее до 800 - 900x1 в течение 1, 5 ч., выдерживают при этой температуре 20-30 минут и переносят в печь для заливки металла. Хорошее прокаливание литейной формы обеспечивает хорошие литейные свойства металлу, уменьшает его усадку, исключает газовыделение при заливке металла. Пользоваться прокаленными пенами для выплавлення воска нельзя, т. к. возникающая при этом копоть увеличивает содержание углерода в отливке, и засоряя электронагреватели, выводит печь из строя. При литье на огнеупорных моделях в состав которых входит кристобаллит, незначительно расширяющийся в интервале температур 200 - 300 С подъем температур от 200 до 300 С надо проводить медленно ( 30-40 минут) для удаления кристаллизационной воды и газов. Ускорение подъема температур в этом интервале приводит к растрескиванию и разрыву литейной формы.
Сушка и обжиг формы. После отверждения формовочной массы опоку нагревают, снимают подставку или конус, вытапливают воск и проводят термическую обработку. Современные формовочные массы позволяют отливать каркасы бюгельных протезов на огнеупорных моделях безопочной методом. Для формирования также используют пластмассовые опоки. Для нанесения огнеупорного слоя на каркас протеза и литниковую систему можно также использовать маршалит, смешанный и гидролизованным тетра-Этилсиликаты. Этой смесью покрывают каркас бюгельного протеза, нанося ее кисточкой или обливачы его с ложки. После нанесения слоя массы каркас присыпают сухим кварцевым песком. Модель с нанесенным на каркас огнеупорным слоем просушивают в течение ЗО мин на воздухе, а потом ставят ее в эксикатор на 10 мин для просушки в парах аммиака. Для образования пара аммиака на дно эксикаторе наливают 4 мл 20% раствора аммиака. После просушки огнеупорного слоя в эксикаторе модель проветривают в течение 10 мин, а затем наносят второй слой огнеупорной массы, которая должна быть немного более жидкой, чем первый слой. Техника нанесения второго слоя такая же, как и первого. После этого подбирают опоку, выстилают его внутреннюю поверхность бумагой из асбеста и размещают на подставке или в конусе. Формирование опоки проводят сухим кварцевым песком с двумя влажными пробками. Опоку высушивают на воздухе в течение 10-15 мин, а затем выплавляют воск, нагревая ее в муфельной печи. Когда полностью виплавиться и выгорит воск, опоку переносят во вторую муфельную печь с программным управлением, нагретую уже до 200 ° С. Правильная термическая обработка литейной формы обеспечивает получение точной отливки каркаса бюгельного протеза. Для плавления металла можно использовать различные плавильные установки, среди которых необходимо отметить кислородно-ацетиловий аппарат, или автоген, аппарат вольтовой дуги, высокочастотные и электрошлаковые литейные установки. Первые два аппарата для литья на огнеупорных моделях не используют. Наилучшие результаты литья дают высокочастотные и электрошлаковые установки. Модель с каркасом и литниковой системой закрепляют на специальном конусе, покрытом тонким слоем воска. После выплавки воска в огнеупорной массе остается глубокая литниковую чаша и конический основной стояк. Опоку нагревают до 800-900 ° С и выдерживают при этой температуре 20-30 мин. Затем ее вынимают из муфельной печи и на срок плавления металла основной стояк закрывают специальным клапаном с пружиной из нихрома, чтобы в каналы не попал шлак. Наплавившы достаточное количество металла, электроды вынимают из шлаковой ванны, одновременно отключая ток. Нажимают на педаль спуска парообразователя, и стакан парообразователя плотно прикрывает литниковую чашу. Поверхность шлаковой ванны в литниковой чаше имеет температуру свыше 1000 ° С, поэтому в парообразователи появляется большое количество пара и создается давление 10-12 атм. Давление передается на жидкий шлак, содержащейся над расплавленным металлом, который, в свою очередь, давит на клапан и побуждает его резко сместиться в свое крайнее положение в стояке. Расплавленный металл заполняет стояк и по каналам - всю форму. Через 3-4 мин после заливки металла опоку погружают в холодную воду и постепенно очищают отливки от огнеупорной массы. Плавка сплава. Нагрев формы производят медленно от 20 до 200°С в течение 30 мин., от 200 до 300°С в течение 60 мин., от 300 до 600°С -в течение 45 мин., температура повышается от 70 до 750°С с выдержкой в течение 20-30 мин. Только после этого литейную форму можно использовать для заливки в нее расплавленного металла. Плавку металла можно проводить любым плавильным аппаратом. При нагреве до 800-1200°С огнеупорная масса дает расширение, соответствующее усадке металла после остывания. Этим обеспечивается точность воспроизводства металлического каркаса по восковой его заготовке. Заливку металла производят в горячую кювету в аппаратах с центрифугой с центробежной силой. Кювету охлаждают на воздухе, из нее извлекают каркас, устраняют литники, очищают. Литье сплава. Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1049; Нарушение авторского права страницы