|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация сверхтвердых материалов
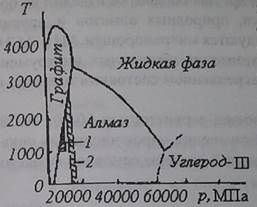
Алмазы характеризуются высокой твердостью, хорошей теплопроводностью (А, =137, 9... 146.3 Вт/(м К)). Теплостойкость алмазов недостаточно высокая; алмазы начинают графитизироваться при температурах 800...900 °С. Кубический нитрид бора КНБ имеет более низкую твердость по сравнению с алмазом, примерно в три раза меньшую теплопроводность (λ = 41, 86 Вт/(м К)). У КНБ значительно более высокая теплостойкость. Преобразование структуры кубического нитрида бора в графитоподобную гексагональную модификацию начинается при температурах 1200...1400°С и резко возрастает при нагреве до 1600...1800°С. Композиционные материалы (поликристаллы) получают различными способами. Так, алмазные поликристаллы типа баллас (АСБ) и карбонадо (АСПК) получают пропиткой пористых прессовок, сформированных из алмазных порошков с металлическими покрытиями. По аналогичной технологии получают материалы эльбор-Р из кубического нитрида бора. Для изготовления лезвийного режущего инструмента, например резцов, разработаны композиционные материалы типа ПТНБ из смесей кубического и вюрцитного нитрида бора. Синтетические алмазы получают из углеграфитовых материалов в специальных камерах высокого давления, изготовленных из высокопрочных материалов. Высокая температура достигается пропусканием электрического тока через нагревательное устройство. Заштрихованная область 1 соответствует реальным условиям превращения графита в алмаз в присутствии катализаторных добавок. Полоса со штриховкой 2 показывает границу прямого фазового перехода графита в алмаз. В статических условиях с применением катализаторов возможно получение кубйче- ской решетки алмаза из слоистой кристаллической решетки графита в условиях высоких давлений и температур (р=5000...7000 МПа, Т- не ниже 1400... 1500 К). Катализаторами являются металлы, которые в процессе синтеза находятся в жидком состоянии и способны растворять углерод в виде частиц со слоистой графитовой структурой. Из этих частиц образуются зародыши новой алмазной фазы.
Рис. 16. Фазовая диаграмма Углерода «давление–температура»
В промышленности выпускаются разнообразные порошки синтетических и природных алмазов, используемых в различных областях техники. Алмазные порошки классифицируются в зависимости от метода получения и размера зерен на следующие группы: 1. Алмазные шлифпорошки с размером зерен от 40...50 мкм до 630...800 мкм.Шлифпорошки из синтетических алмазов выпускаются следующих основных марок: АС2, АС4, АС6, АС 15, АС20, АС32, АС50. Чем выше число, стоящее после индексов АС, тем больше прочность зерен алмазов. Рекомендуются для инструментов на металлических, органических и керамических связках. Инструменты используются при разрезании и обработке стекла, керамики, камня, гранитов, горных пород, корунда и др. 2. Алмазные шлифпорошки с покрытиями поверхности зерен. Применение покрытий зерен алмазов повышает стойкость инструментови снижает расход алмазов. В качестве стандартных используются следующие виды покрытий зерен: • покрытие типа К пленкой карбида металла; • покрытие типа КМ пленками сплавов, содержащих кремний; • покрытие типа НТ, являющееся карбидо-металлическим; • покрытие типа А, при котором совокупность агрегатов из нескольких алмазных зерен имеет карбидо-металлическую пленку; • покрытие типа АН - модификация покрытия А, отличающаяся введением в агрегаты из алмазных зерен дополнительно наполнителя (карбид бора, карбид титана, электрокорунд и др.). 3. Алмазные микропорошки с размером зерен от < 1, 0 мкм до 40...60 мкм. Они выпускаются двух разновидностей: 650.. Алмазные микропорошки марок AM из природных алмазов и марок АСМ из синтетических алмазов; 651.. Алмазные микропорошки марок АН из природных алмазов и марок АСН из синтетических алмазов. Они имеют более высокую абразивную способность (на 25...30 %) по сравнению с микропорошками AM и АСМ. Микропорошки AM и АСМ используют при доводочных работах изделий из закаленных сталей, стекла, керамики и др. Для обработки изделий из более твердых материалов (корунда, керамики, природных алмазов и других труднообрабатываемых материалов) рекомендуются микропорошки АН и АСН. Микропорошки применяются для изготовления абразивных инструментов, а также использования в свободном незакрепленном состоянии в пастах и суспензиях. Промышленность выпускает микропорошки зернистостью 60/40, 40/28, 28/20, 20/14, 14/10, 10/7 и др. до 1/0 мкм. В обозначении марок числитель показывает максимальный, а знаменатель минимальный размеры основной фракции порошка в микрометрах.
1.2 Контрольные вопросы:
2 Практическое занятие № 2 «Определение параметров шлифования неметаллических материалов» (МЕ-3 Обработка шлифованием неметаллических материалов)
Задания к практическому занятию На практическом занятии студент представляет презентацию (сообщение), подготовленную в рамках самостоятельной и исследовательской работы. Презентация должна содержать: технологические возможности данного вида обработки, ограничения, оборудование, приспособление и режущий инструмент, критерии выбора СОТС, возможные пути автоматизации. Краткие сведения из теории Общее понятие о шлифовании В примитивных случаях применяют твёрдый зернистый песок или более твёрдый наждак, насыпают его на твёрдую поверхность и трут об неё обрабатываемый предмет. Угловатые зерна, катаясь между обеими поверхностями, производят большое число ударов, от которых разрушаются понемногу выдающиеся места этих поверхностей, и округляются и распадаются на части сами шлифующие зерна. Если же одна из поверхностей мягкая, зерна в неё вдавливаются, остаются неподвижными, и производят на второй поверхности ряд параллельных царапин; в первом случае получается матовая поверхность, покрытая равномерными ямками, а во втором — так называемый «штрих», сообщающий поверхности блеск, переходящий в полировку, когда штрих так мелок, что становится незаметным для глаза. Так, при шлифовке двух медных пластинок одной об другую с наждаком, обе получаются матовыми, а тот же наждак, будучи наклеен на поверхность бумаги, сообщит при трении об латунную поверхность блеск. Хрупкое, твёрдое стекло стирается больше мягкой и упругой металлической пластинки, а порошок алмаза может стирать поверхность самого алмаза и куски кварца можно обрабатывать на точиле из песчаника. Ямки, производимые зёрнами наждака, тем мельче, чем мельче сами эти зерна; поэтому шлифованием можно получать наиболее точно обработанные поверхности, как это делают при шлифовании оптических стекол. Виды шлифования - плоское шлифование — обработка плоскостей и сопряжённых плоских поверхностей; - ленточное шлифование — обработка плоскостей и сопряжённых плоских поверхностей «бесконечными» (сомкнутыми в кольцо) лентами; - круглое шлифование — обработка цилиндрических и конических поверхностей валов и отверстий. Круглое шлифование подразделяется на внутреннее (расточка) и наружное. Внутреннее же в свою очередь делится на обычное и планетарное (обычное — отношение диаметра отверстия детали к диаметру образива D=0, 9d, планетарное — D=(0, 1…0, 3)d); - бесцентровое шлифование — обработка в крупносерийном производстве наружных поверхностей (валы, обоймы подшипников и др); - резьбошлифование; - зубошлифование, шлицешлифование. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1443; Нарушение авторского права страницы