|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
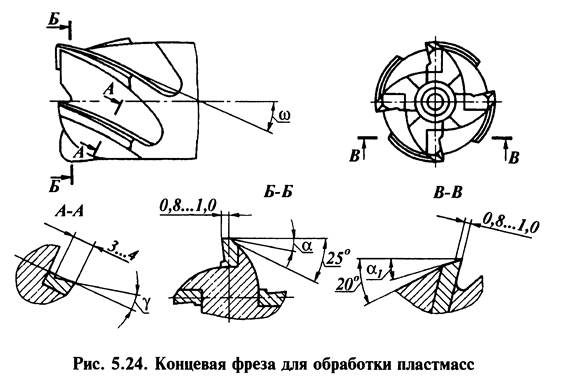
Геометрические параметры режущей части фрез для обработки пластмасс.
Для различных типов фрез при обработке стекло- и углепластиков оптимальные геометрические параметры приведены в табл. 5.3 (фрезы приведены на рис. 5.22 - 5.24). Приведенные в таблице геометрические параметры относятся к стандартным фрезам, имеющим специфическую для обработки пластмасс заточку. Опыт показывает, что эффективно применение при обработке пластмасс фрез с малым числом зубьев и с разборным креплением их в корпусе. Эти фрезы обладают универсальностью, так как путем замены ножей в корпусе можно производить различные виды фрезерования. Примером такой фрезы является универсальная фреза со сменными твердосплавными ножами.
Конструкция этой фрезы приведена на рис. 5.25. Универсальная фреза с двумя регулируемыми ножками предназначена для цилиндрического (Г), фасонного (II), дискового (III) и углового (IV) фрезерования. Фреза (рис. 5.25) состоит из стального корпуса I, в котором расположены два параллельных прямоугольных паза, ограниченных угольником 3. В этих пазах находятся ножи 2. Диаметр фрезерования регулируют винтом 5. Для предотвращения вывинчивания регулировочного винта во время работы служит стопорный винт 6. Винт 4 прижимает ножи к регулировочному винту. Полукрышки 7, скрепленные болтами 8, прижимают ножи ко дну паза корпуса фрезы. Фреза допускает минимальную ширину фрезерования 4... 5 мм при разрезке и максимальную ширину 60...70 мм при цилиндрическом фрезеровании. Так как ножи на фрезе расположены не радиально, а параллельно смещены относительно центра, их режущие кромки удалены на некоторую величину l от вертикальной оси симметрии фрезы. Это приводит к тому, что значения углов а и у в процессе резания отличаются от соответствующих углов заточки на величину, определяемую зависимостью: sin е = 2l/D, где l — расстояние от оси симметрии фрезы до режущей кромки; D — диаметр фрезы. Тогда установочный передний угол ножа при его заточке с учетом дополнительного угла уу =у+ е, а установочный главный задний угол а при заточке равен: aу = а +e, где а и у — действительные значения углов в процессе резания. Преимущества конструкции фрезы следующие: -универсальность, позволяющая путем простой замены ножей разной конфигурации осуществлять разные виды фрезерования; -возможность раздельной заточки ножей вне корпуса фрезы, что существенно упрощает заточку и позволяет затачивать любые требуемые углы; -возможность замены ножей и их регулировки непосредственно на станке; -большой объем пространства для размещения стружки из-за малого числа зубьев фрезы; -высокая жесткость и простота эксплуатации. Недостатком являются невозможность создания фрез малого диаметра менее 100... 150 мм, особенно с большим числом зубьев и некоторое ограничение глубины резания до 50...60 мм при отрезке и фрезеровании пазов. При фрезеровании так же, как и при любых других видах обработки пластмасс, режущий инструмент интенсивно изнашивается, причем изнашивание происходит главным образом по задней поверхности, а также путем округления режущей кромки.
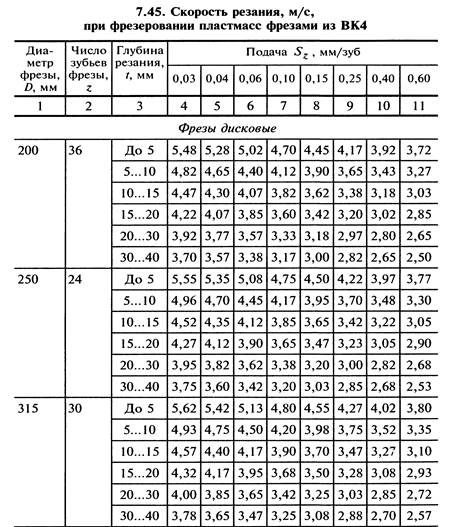
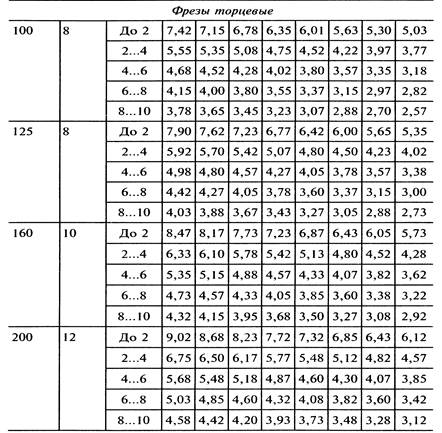
При больших износах зубьев фрез по задней поверхности образуются расслоение обрабатываемого материала, сколы, появляются прижоги; поэтому критерий износа — технологический, определяемый в первую очередь качеством обработанной поверхности. За критерий износа фрез принимают их износ по задней поверхности зуба h3. Для чистовых операций для любих типов твердосплавных фрез h3 =0, 2...0, 3 мм, для черновых операций h3 = 0, 5...0, 6 мм. Режимы резания. Режимы резания выбирают в зависимости от требуемой производительности процесса и качества поверхности. Следует отметить, что фрезерование пластмасс твердосплавными фрезами не всегда приводит к желаемому результату в первую очередь из-за качества обработанной поверхности. Кроме того, при обработке таких высокоабразивных пластмасс, как боропластики, применение твердого сплава вообще не оправдано вследствие низкой стойкости инструмента. Поэтому представляется целесообразным при фрезеровании пластмасс применять фрезы, оснащенные вставками из твердых материалов. Силы резания при фрезеровании пластмасс существенно меньше, чем при аналогичном фрезеровании металлов, поэтому для оценки силовой напряженности процесса фрезерования достаточно определить лишь основную составляющую силы резания — окружную. Зависимости для определения среднего значения окружной силы при различных видах фрезерования. Режимы резания назначаются в следующей последовательности: 1) выбирают подачу на зуб, исходя из заданной шероховатости поверхности 2) производят по подаче на зуб и диаметру фрезы, стойкости выбор скорости резания 3) корректируют скорость резания; 4) производят расчет силы резания.
Контрольные вопросы:
1. Что такое углепластики? 2. Что такое стеклопластики? 3. При каких температурах основная масса стеклопластиков может долго работать и при каких работать кратковременно 4. Основные методы получения высокопрочных стеклопластиков? 5. Какой состав имеет стеклопластик ППН? 6. Основные свойства углепластиков? 7. Какие требования предъявляются к точности обработки при фрезеровании пластмасс и каковы параметры шероховатости? 8. Что является недостатком углепластиков как конструкционных материалов? 9. Каковы оптимальные значения главного заднего α, переднего γ углов при фрезеровании пластмасс? 10. Какой материал фрез предпочтителен для обработки пластмасс?
4 Практическое занятие №4 «Расчет режимов резания при сверлении специальных неметаллических материалов»» (МЕ-4 Лезвийная обработка конструкционных материалов) Задания к практическому занятию Задания к практическому занятию Зарисовать эскиз детали, разработать технологический процесс её обработки. Выбрать оборудование, технологическую оснастку. Привести характеристику материала, расшифровать маркировку, описать основные свойства и сферу применения материала. Выбрать режущий инструмент для обработки материала, охарактеризовать свойства и марку режущей части инструмента. Рассчитать режимы резания.
Рисунок 1. Эскиз обработки
Варианты заданий
Краткие сведения из теории Сверление — одна из наиболее распространенных операций механической обработки пластмасс. В плитах и пластинах — это сверление различных отверстий под крепежные элементы и для других эксплуатационных целей; в оболочках — это главным образом сверление большого количества сквозных и глухих отверстий для штифто -болтового соединения оболочки с другими элементами конструкции. Основные требования к отверстиям: точность в пределах 10 — 13-го квалитетов, параметр шероховатости поверхности Rz — 10...40 мкм. При необходимости получения отверстий более высокой точности, а главным образом более высокого качества их поверхности, иногда применяется операция развертывания. Одной из наиболее часто встречающихся и в то же время наиболее трудоемкой операцией при обработке пластмасс является операция сверления. Достаточно отметить, что трудоемкость сверлильных операций на некоторых изделиях достигает 70...80 % от общей трудоемкости процесса механической обра-ботки. Естественно, что в этих условиях неправильный выбор режущего инструмента и режимов резания приводит к значительным издержкам. Сверление отверстий в пластмассах производят как в направлении армирующих волокон, так и перпендикулярно им, причем бывает сверление отверстий сквозных и глухих. У глухих отверстий торец должен быть перпендикулярен оси. Требования к точности отверстий относительно невелики и не превышают, как правило, 11-12-го квалитетов; параметр шероховатости поверхности должен соответствовать Rz ≥ 20 мкм. При таких требованиях к точности и шероховатости поверхности в большинстве случаев удовлетворительные результаты дает сверление твердосплавными сверлами или сверлами из быстрорежущих сталей. Однако появление таких материалов, как боропластики, делает порой невозможным применение традиционных инструментов и вызывает необходимость применения инструментов из сверхтвердых материалов. Выбор марки инструментального материала при сверлении пластмасс практически ничем не отличается от выбора марки материала при точении, поэтому сверление отверстий в стекло-, угле- и органопластиках возможно сверлами из быстрорежущих сталей и твердых вольфрамокобальтовых сплавов. При сверлении боропластиков применение быстрорежущих сталей из-за большой твердости армирующих борных волокон недопустимо, а применение твердосплавных сверл оправдано лишь при сверлении единичных отверстий. В основном есть данные для сверл из быстрорежущей стали Р6М5 и твердого сплава ВК8. При практическом применении других марок инструментальных материалов следует вводить соответствующие поправочные коэффициенты. Геометрические параметры сверл. Эти параметры оказывают большое влияние на точность и качество обработанной поверхности, стойкость и прочность инструмента, составляющие усилий резания и деформацию, поэтому выбор их оптимальных величин имеет большое практическое значение. Есть данные об исследовании главного заднего α и переднего γ углов, влияющих главным образом на стойкость сверл, и угла при вершине сверла 2φ, определяющего качество просверленных отверстий в основном на входе и выходе сверла. Определение оптимальных значений этих углов проводилось при достаточно широком диапазоне изменения исследуемых параметров: α = 10...30°; γ = 0...20°; 2φ = 90...120°. Эти эксперименты были проведены при сверлении сквозных отверстий. При сверлении глухих отверстий исследованы лишь значения углов а и у, так как угол 2φ в этом случае должен быть равен 180°. Следует отметить, что получение угла 2φ = 180° на стандартных сверлах связано с необходимостью съема большого объема режущей части сверла, приводящей к значительному увеличению времени заточки сверла и неоправданному расходу инструментального материала. Целесообразно производить сверление глухих отверстий концевыми шпоночными фрезами. Эксперименты показали, что применение таких фрез увеличивает точность формы отверстий. Так, при сверлении глухих отверстий сверлами отмечено наличие обратной конусности отверстий, которая не обнаруживается при контроле калибрами и является скрытым браком. При сверлении шпоночными фрезами обратная конусность отверстий отсутствует. Это объясняется разными величинами допускаемых радиальных биений сверл и фрез. Так, радиальное биение шпоночных фрез, измеренное у торца, не превышает 0, 02 мм, в то же время допускаемое радиальное биение у сверл даже точного исполнения не превышает 0, 12...0, 16 мм. Таблица 1. Геометрические параметры сверл
Оптимальные геометрические параметры сверл из быстро-режущих сталей и твердых сплавов могут быть выбраны в соответствии с табл. 1. Следует отметить, что при сверлении сквозных отверстий в пластмассах существенное значение имеет несимметричность заточки 8, определяемая разностью длин главных режущих кромок. Несимметричность заточки влияет на разбивание отверстия. Опыт показывает, что оптимальное значение 8 = 0, 1...0, 2 мм. Для уменьшения изнашивания сверл и улучшения условий схода стружки винтовые канавки сверл рекомендуется полировать. Рекомендуемые формы заточки режущей части сверл из быстрорежущих сталей приведены в табл. 2, а твердосплавных сверл показаны в табл. 3. Критерий затупления сверл. Интенсивное изнашивание сверл при обработке пластмасс обусловлено рядом причин, к числу которых относятся трение стружки и заготовки о поверхности инструмента, пластическая деформация и выкрашивание режущей кромки, абразивное воздействие армирующих волокон и т. д. В результате износа снижаются точность и качество обработки, особенно на входе и выходе сверла, а также производительность из-за частой смены инструмента (табл. 4) Таблица 2. Рекомендуемые формы заточки режущей части и конструкции сверл из быстрорежущих сталей
Таблица 3. Рекомендуемые формы заточки режущей части и конструкции сверл из твердых сплавов
Таблица 4 Критерии затупления сверл
Качество поверхности. Качество поверхности при сверлении пластмасс определяют не только шероховатостью обработанной поверхности, но и состоянием отверстий на входе и выходе сверла. При неправильно выбранных геометрических параметрах сверл и работе с большим износом сверла по задней поверхности (h3 > 0, 3 мм) качество отверстий на входе и выходе сверла может быть неудовлетворительным. Так, на входе сверла, особенно при сверлении в направлении, перпендикулярном армирующим волокнам, может появиться разлохмачивание материала, и отверстия будут иметь вид, приведенный на рис. 2. На выходе сверла появляются расслоения (при сверлении перпендикулярно слоям материала) или сколы. Это заставляет применять подкладки под просверливаемый материал. При применении сверл с рекомендованными выше геометрическими параметрами подобные дефекты на входе и выходе сверла отсутствуют.
Рисунок 2. Вид отверстий на входе сверла
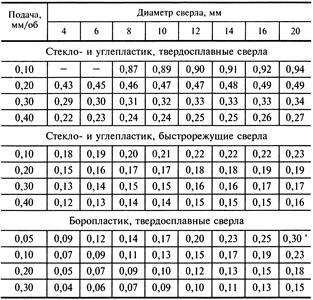
Режимы резания. Режимы резания выбирают в зависимости от требуемой производительности процесса и качества поверхности отверстий. Весьма важное значение для правильного выбора режимов резания имеет стойкость сверл. На стойкость влияет ряд факторов, основными из которых являются материал режущей части сверла, скорость резания, подача, диаметр сверла, а также глубина сверления, наличие или отсутствие СОТС и т. д. Обращает внимание весьма малая стойкость (не более 2 мин) при сверлении боропластика. Сверло из ВК8 настолько интенсивно изнашивается, что после 1... 1, 5 мин оно непригодно к эксплуатации. Поэтому сверление боропластиков или гибридных материалов, имеющих в своем составе борные волокна, твердосплавными сверлами допустимо лишь в единичных случаях. Использование твердосплавных сверл для сверления боропластиков в условиях серийного производства невозможно из-за слишком большого расхода инструмента и малой производительности. В этом случае необходимо пользоваться алмазным инструментом. Режимы резания назначаются в следующей последовательности: 1) выбирают марку инструментального материала; 2) производят выбор геометрических параметров сверла и назначают критерий затупления; 3) выбирают подачу, исходя из заданной шероховатости поверхности; 4) производят по подаче и диаметру сверла выбор скорости резания. Более подробные таблицы, а также сведения о выборе норм расхода инструмента приведены в нормативных документах. На основании экспериментальных и расчетных данных построена табл. 5, позволяющая выбирать оптимальную скорость резания. Поправочные коэффициенты на измененные условия резания приведены в табл. 6-7. Таблица 5. Скорость резания, м/с, при сверлении стекло-, угле- и боропластика
Таблица 6 Поправочные коэффициенты на скорость резания при сверлении стекло- и углепластика твердосплавными сверлами (к табл. 5)
Таблица 7. Поправочные коэффициенты на скорость резания при сверлении стекло- и углепластиков быстрорежущими сверлами (к табл. 5)
В результате экспериментальных исследований получены расчетные зависимости для осевой силы и крутящего момента:
Эти зависимости получены в диапазоне изменения режимов резания v = 0, 08.„1, 0 м/с, S0 = 0, 08...0, 62 мм/об, D =4... 20 мм для стекло- и углепластика и v = 0, 042...0, 58 м/с.
Таблица 8. Данные для расчета осевой силы и крутящего момента
Числовые значения постоянных и показателей степеней приведены в табл. 8, а поправочные коэффициенты соответственно на измененные условия работы при расчете осевой силы и крутящего момента даны в табл. 9 и 10 Таблица 9. Поправочные коэффициенты на осевую силу для измененных условий работы при сверлении пластмасс
Таблица 9. Поправочные коэффициенты на крутящий момент при сверлении
Контрольные вопросы:
1. Какой состав инструментального материала применяется при сверлении стеклопластика ППН? 2. Какой состав инструментального материала применяется при сверлении углепластиков? 3. Какие требования предъявляются к точности отверстий при сверлении пластмасс и каковы параметры шероховатости? 4. Что является недостатком углепластиков как конструкционных материалов? 5. Каковы оптимальные значения главного заднего α , переднего γ углов и угла при вершине сверла 2φ при сверлении пластмасс? 6. Чем обусловлено интенсивное изнашивание сверл при обработке пластмасс?
5 Практическое занятие №5 «Расчет режимов резания при точении специальных неметаллических материалов»» (МЕ-4 Лезвийная обработка конструкционных материалов) Задания к практическому занятию Зарисовать эскиз детали, разработать технологический процесс её обработки. Выбрать оборудование, технологическую оснастку. Привести характеристику материала, расшифровать маркировку, описать основные свойства и сферу применения материала. Выбрать режущий инструмент для обработки материала, охарактеризовать свойства и марку режущей части инструмента. Рассчитать режимы резания. Краткие сведения из теории Токарная обработка является одним из распространенных видов обработки изделий из пластмасс и представляет собой часть технологического процесса получения готовых изделий, причем ее применяют не только для обработки деталей типа оболочек, но и таких деталей, как втулки, кольца, заглушки и т.п. Однако в большинстве случаев при обработке изделий из стекло-, угле-, органо- и боропластиков заготовка имеет вид оболочки. Обработку производят на универсальных токарновинторезных станках и на специальных станках главным образом для оболочек большого диаметра. Базирование деталей типа оболочек осуществляют по отверстию при помощи конических грибков с насечкой на конусной части, гладких конических грибков, разжимных колец с буртами, разжимных колец типа кулачковых патронов. При обработке оболочек большой длины для уменьшения прогибов применяют люнеты. Требования точности размеров при обработке оболочек невысоки и соответствуют 11-му, 12-му квалитетам, параметр шероховатости поверхности Rz > 20 мкм, поэтому при таких требованиях к точности и шероховатости зачастую обработку производят за один проход с полным снятием припуска (глубины резания до 5 мм). Чистовую обработку со снятием малых припусков (глубины резания до 1 мм) применяют сравнительно редко. Поскольку оптимальные условия обработки во многом зависят от типа армирующего материала, то ниже рассмотрим характерные особенности токарной обработки отдельных представителей. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 3129; Нарушение авторского права страницы