|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Шлифовальные материалы, станки и инструменты.
Виды шлифовальных станков · круглошлифовальный (круглоторцешлифовальный), · внутришлифовальный (внутриторцешлифовальный), · плоскошлифовальный — для обработки плоскостей и сопряжённых плоских поверхностей; · бесцентрошлифовальный — для обработки в крупносерийном производстве наружных поверхностей; · хонинговальный (процесс тонкого шлифования характеризуется снятием малых припусков (0, 04…0, 08 мм на диаметр). Круглошлифовальные станки предназначены для наружного шлифования цилиндрических и конических поверхностей и подразделяются на универсальные и простые (не универсальные). В универсальных круглошлифовальных станках, кроме поворота рабочего стола на небольшой угол, до ±6°, возможен поворот как детали (заготовки), так и шлифовального круга за счет поворота передней и шлифовальной бабок вокруг их вертикальных осей на большой угол, что позволяет шлифовать на этих станках конусы с большим углом при вершине, а также торцовые плоскости. Кроме того, универсальные круглошлифовальные станки обычно снабжаются дополнительной бабкой для шлифования отверстий. Основой шлифовального инструмента являются зёрна абразивного материала, выполняющие функции микрорезцов, осуществляющих микрорезание обрабатываемого материала и пластическое деформирование поверхностного слоя металла. Для производства шлифовального инструмента используются следующие абразивные материалы: традиционные абразивы (электрокорунд и карбид кремния), микрокристаллический (золь-гелевый) корунд, полученный по специальной химической технологии, суперабразивы (сверхтвердые материалы — эльбор и алмаз). Типы шлифовального инструмента - Шлифовальные круги на керамической и органической связке. - Шлифовальные бруски. - Шлифовальные головки. Эльборовые круги на керамических связках применяется для обработки высокоточных деталей из сталей и сплавов твердостью HRC> 50, износостойких покрытий. Эльборовый инструмент на органических связках, в том числе отрезные круги, применяются, главным образом, на операциях заточки инструмента (свёрла, фрезы, резцы и т. д.) из быстрорежущих сталей, вышлифовки стружечных канавок, отрезки и прорезки пазов. Алмазный инструмент на органических связках, в том числе отрезные круги, применяются для заточки режущего инструмента из твёрдых сплавов, деталей из композита и керамики. Алмазные отрезные круги применяются для высокоточной резки твёрдого сплава, технической керамики, цветных металлов, кварцевого стекла, ферритов, кварца. Алмазный инструмент на керамических и металлических связках применяется при шлифовании твердосплавных деталей (пуансонов, калибров, валков и др.), для шлифования режущих пластин из композитов, деталей из сочетания стали и твёрдого сплава, а также для правки шлифовальных кругов. Алмазные отрезные круги на металлических связках используются для обработки и резки стекла, хрусталя, драгоценных и полудрагоценных камней. Бруски из синтетического алмаза на металлической связке используются для чернового и чистового хонингования деталей из чугуна и стали. Специальный абразивный инструмент, в том числе высокопористый, применяют в производстве турбин при шлифовании деталей из вязких, высокопластичных сплавов (жаропрочных, титановых), для бесприжогового производительного шлифования зубчатых колес, а также для шлифования цветных сплавов, полимерных покрытий на валах бумагоделательных машин. Шкурка и паста из эльбора и алмаза используются для финишных операций, притирки и полирования, с целью получения поверхностей с минимальной шероховатостью (Ra=0, 08-0, 02 мкм).
Режимы резания при шлифовании твердых сплавов 1. Окружная скорость инструмента при шлифовании
2. Подача в зависимости от размера алмазного зерна и вида шлифования
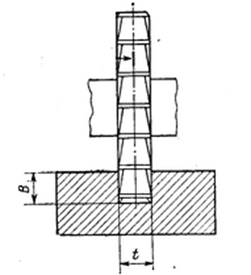
2.3 Контрольные вопросы: 1. Каков физический механизм шлифования? 2. Кие виды шлифования применяются в промышленности? 3. Как образуется трещиноватый слой? 4. Какие основные приемущества метода? 5. Какие недостатки у метода? 6. Для чего служит СОТС? Задание к практическому занятию Зарисовать эскиз детали, разработать технологический процесс её обработки. Выбрать оборудование, технологическую оснастку и режущий инструмент. Примерный вид эскиза:
Рисунок 1. Эскиз обработки
Привести характеристику материала, расшифровать маркировку, описать основные свойства и сферу применения материала. Выбрать режущий инструмент для обработки материала, охарактеризовать свойства и марку режущей части инструмента. Рассчитать режимы резания.
Примерные варианты заданий
Краткие сведения из теории Стеклопластики — это материалы, наполнителем в которых служат стеклянные волокна. Обычно используют высокопрочные и высокомодульные волокна из бесщелочного алюмоборо- силикатного, магний-алюмосиликатного и других составов стекол. В зависимости от взаимной ориентации волокон стеклопластики подразделяют на однонаправленные, когда все волокна уложены в одном направлении, и перекрестные — волокна расположены под углом друг к другу. Для однонаправленных стеклопластиков наибольшие показатели механических свойств- вдоль волокон, наименьшие-перпендикулярно им. Механические свойства изделий с перекрестным расположением волокон определяются соотношением волокон в направлениях главных осей и приложения нагрузки. Сизменением объемного содержания волокон в пластике меняются его механические свойства. У всех рассматриваемых стеклопластиков ярко выражена анизотропия не только механических, но и теплофизических свойств, которые зависят от направления теплового потока относительно направления ориентации волокон. Характеристики прочности и упругости стеклопластиков зависят от угла между направлениями приложения нагрузки и укладки волокон, что необходимо знать и использовать при обработке их резанием. При действии нагрузки под углом к направлению волокон в материале возникают касательные напряжения, и в этом случае прочность и жесткость материала в значительной степени можно определять упруго-пластическими свойствами связующего, которые, в свою очередь, дают возможность определять и такую важную характеристику материала, как его термостойкость. Основная масса стеклопластиков может долго работать при температурах 130... 150 °С и кратковременно — до 250 °С. Стеклопластики на основе эпоксидных смол работают при температурах до 200 °С, а на основе кремнийорганических связующих — до 370 °С. Основные методы получения высокопрочных стеклопластиков - намотка и прессование. При проведении исследований были использованы стеклопластики, полученные методом продольно-поперечной намотки (ППН) и косослойной продольно поперечной намотки (КППН). Стеклопластик ППН имеет следующий состав: стеклоткань ВПМ по ТУ 6-11-250-72, связующее — совмещенное эпоксифе- нолформальдегидное ИФ-ЭД6 по ТУ 16-504-010—71. Физико-механические характеристики этого материала следующие: Предел прочности, МПа: при растяжении: в тангенциальном направлении 930 в осевом направлении 570 на изгиб: в тангенциальном направлении 490 в осевом направлении 290 на скалывание: в тангенциальном направлении 63, 0 в осевом направлении 43, 2 на срез 125 на смятие 263 Модуль упругости при растяжении, МПа 263 Плотность, кг/м3 1, 95•103 Теплопроводность, Вт/(м•К) 0, 394 Удельная теплоемкость, Дж/(кг•К) 1, 006 • 103 Коэффициент Пуассона 0, 28...0, 32
Стеклопластик КППН состоит из стеклонити ВМ иэпоксидного связующего ЭДИ или совмещенного эпоксифенолформальдегидного связующего ИФ-ЭД6. Его основные физико-механические характеристики приведены ниже: Предел прочности, МПа: при растяжении: в осевом направлении 460 в тангенциальном направлении 880 при межслойном сдвиге 29, 4 при изгибе в осевом направлении 590...640 Модуль упругости при растяжении, МПа: в осевом направлении 34300 в тангенциальном направлении 128000 Плотность, кг/м3 1, 97 • 103 Коэффициент Пуассона 0, 28...0, 32 Температурный коэффициент К-1 3, 4 • 10-5 Коэффициент теплопроводности, Вт/(м К) 0, 464...0, 499 Массовое содержание связующего, % 22...24
Органопластики — материалы, наполнителем в которых являются органические волокна, т.е. это полимер, наполненный полимером. При сравнительно невысокой плотности этот материал имеет достаточно высокие показатели удельной жесткости и прочности, хорошо работает при знакопеременных нагрузках. В качестве волокон для производства органопластиков применяются полиамидные, полиэтилентерефталатные и другие природные и синтетические волокна. Однако наибольший интерес представляют волокна на основе ароматических полиамидов и полиимидов, так как они устойчивы до температуры 300 °С и сохраняют достаточно высокие механические показатели при400...500 °С. Изделия из органопластиков можно получать всеми известными для стеклопластиков методами, причем для изготовления изделий конструкционного назначения находят применение высокопрочные синтетические волокна в виде нитей, жгутов, лент, полотен и т.д. Органопластики обладают высокой прочностью при растяжении вдоль волокон, хорошо выдерживают ударные нагрузки, стойки к действию длительных статических нагрузок, однако имеют низкие показатели при работе на сжатие. При проведении исследований по обрабатываемости органопластика, результаты которых излагаются ниже, использовал Относительное удлинение при разрыве, % 0, 68 Ударная вязкость, Дж/м2 41, 4•106 Плотность, кг/м3 2, 1 Коэффициент Пуассона 0, 22 Теплопроводность, Вт/(м•К.) 0, 49 Удельная теплоемкость, Дж/(кг•К) 4, 05•103
Углепластики (карбопластики) — материалы, содержащие в качестве наполнителя углеродные волокна, получаемые высоко-температурным пиролизом органических волокон в инертной среде. В качестве связующего для углепластиков применяются главным образом эпоксидные смолы, так как они обладают хорошей адгезией к углеродному волокну и позволяют формовать изделия при невысоких давлениях, что особо важно при относительно высокой хрупкости волокон. Основные свойства углепластиков — низкая плотность, высокий модуль упругости, высокие прочность и термостойкость, низкий коэффициент трения. Свойства углепластиков зависят от свойств углеродных волокон и в зависимости от типа углеродного волокна могут быть низкомодульные и высокомодульные. У углепластиков в большей мере, чем у стеклопластиков, проявляется анизотропия свойств. Отличительной чертой угле-пластиков является также их высокая статическая и динамическая выносливость, достаточно высокие тепло-, водостойкость и химическая стойкость. По сравнению, например, со стеклопластиками они обладают повышенной в полтора-два раза теплопроводностью. Недостатком углепластиков как конструкционных материалов является их низкая, по сравнению со стеклопластиками, прочность сцепления между наполнителем и связующим, а также относительно высокая стоимость. Основные физико-механические характеристики однонаправленного углепластика на основе эпоксидной смолы и угле- волокна диаметром 5, 7 мкм, полученного методом прессования, приводятся ниже: Предел прочности, МПа: при растяжении 1030 при изгибе 1080 при сжатии 392, 4 при сдвиге 29, 4 Модуль упругости, МПа: при растяжении 1, 76•106 при изгибе 1, 42•106 при сдвиге 3500 Плотность, кг/м3 1, 4 Теплопроводность, Вт/(мК) 0, 58 Удельная теплоемкость, Дж/(кгК) 1, 3•103 Степень наполнения, % 57...63
Каждая из рассмотренных пластмасс обладает своими положительными и отрицательными свойствами, но для целого ряда конструкций желательно иметь материал, обладающий комплексом свойств, присущих каждому из этих материалов. Поэтому в последние годы применяют комбинированные пластмассы, главным образом полиармированные, т.е. такие композиции, которые содержат два или более различных армирующих элементов. В этих материалах используют преимущества каждого вида волокон. Например, сочетание борных, углеродных и стеклянных волокон с полимерным связующим расширяет диапазон их свойств, т.е. одновременно с высокими значениями прочности и упругости эти материалы имеют высокую ударную вязкость, более низкую стоимость. Иногда прочность высокомодульных углеродных волокон недостаточна, тогда материал модифицируется путем их частичной замены более прочными стеклянными волокнами. Иногда волокна бора закрепляют друг относительно друга стеклянными или углеродными волокнами. Весьма распространенной является композиция бор-алюминий. Так, прочность такого материала повышается в два-три раза. В композициях, состоящих из борных волокон, алюминия и полимера, возрастает модуль сдвига; кроме того, упрощаются методы соединения и сборки узлов конструкций. Прогрессивные методы, такие как намотка, прессование, литье, экструзия и т.д., позволяют получать изделия из пластмасс относительно высокой точности и качества поверхности. Однако весьма существенный объем механической обработки всегда остается. Поскольку речь идет только о высокопрочных материалах, полученных главным образом намоткой и прессованием, то необходимые операции механической обработки рассмотрим применительно к изделиям, характерны мименно для этих методов формования. Это, в первую очередь, различные по раз мерам оболочки, плиты и изделия относительно простой формы. Для получения окончательной формы и размеров готових изделий не обходимо применять почти все существующие виды механической обработки. Механическая обработка необходима для достижения требуемой точности и качества поверхности, получения сложных конфигураций изделия. Это вполне оправдано, особенно при сравнительно небольших объемах производства идентичных изделий, корда разработка и изготовление сложных форм оказываются экономически невыгодными. Она необходима для разрезки изделий до требуемых размеров, а также для получения образцов, с помощью которых определяются физико-механические характеристики готових изделий, например оболочек из пластмасс. При изготовлении изделий из пластмасс применяют следующие виды механической обработки: точение (наружное и подрезка торца), сверление и развертывание, фрезерование, разрезка, шлифование и нарезани ерезьбы. Фрезерование применяют для прорезки пазов, вырезки окон, лючков, для получения различного рода канавок и уступов, причем при обработке материалов типа стекло-, органо-, боро- и углепластиков используется фрезерование концевыми, дисковыми и шпоночными фрезами и значительно реже — торцовыми и цилиндрическими. При этом требования к точности фрезерования 11 — 13-го квалитетов, к параметру шероховатости поверхности Rz < 20 мкм. Фрезерование является одной из часто встречающихся операций обработки изделий из пластмасс. При обработке пластмасс, таких как стекло-, угле-, органо- и боропластиков, фрезерование не является определяющей операцией и встречается значительно реже, чем точение, сверление или разрезка. Из пластмасс изготавливают главным образом оболочки, реже плиты и листы, поэтому фрезерование необходимо лишь в том случае, когда нужно обработать пазы, окна, лючки и т. п. Поэтому чаще всего при фрезеровании пластмасс применяют концевые, дисковые и торцовые фрезы и реже цилиндрические. Из-за специфических особенностей пластмасс как конструкционных материалов их фрезерование обладает рядом характерных особенностей, отличающих от аналогичного фрезерования металлов. Это, в свою очередь, приводит к некоторому конструктивному различию фрез, которое определяется главным образом требованиями, предъявляемыми к фрезерованию пластмасс. Основные требования к фрезерованию пластмасс сводятся к следующему: -диаметр фрез может быть существенно увеличен, так как силы резания при фрезеровании пластмасс значительно меньше, чем при обработке металлов; -возможно применение больших минутных подач и подач на зуб, поэтому число зубьев у фрез должно быть минимальным, что обеспечит большие значения подачи на зуб фрезы; объем пространства для размещения стружки должен быть увеличен по сравнению с фрезами для обработки металлов, что объясняется особенностями стружкообразования; -конструкция фрез должна допускать возможность несложной заточки и частой переточки увеличенных главных задних углов, углов наклона режущих кромок, передних углов и вспомогательных углов в плане; - направление вращения фрезы должно совпадать с направлением подачи, особенно при обработке слоистых материалов, чтобы не было их сколов, расслоения, разлохмачивания. Для рассматриваемых пластмасс фрезерование твердосплавными фрезами возможно главным образом стекло- и углепластиков и в какой-то мере органопластиков. Фрезерование боропластиков твердосплавными фрезами практически невозможно из-за их катастрофически быстрого изнашивания. Так, при фрезеровании пазов в боропластике шпоночными твердосплавными фрезами стойкость их не превышала одной минуты, причем фреза изнашивалась до такой степени, что ее восстановление было практически невозможно. Поэтому приводимые ниже рекомендации относятся, главным образом, к фрезерованию стекло- и углепластиков. Как уже отмечалось в предыдущих главах, наиболее целесообразно при обработке пластмасс применение вольфрамокобальтовых твердых сплавов, причем сплавы с меньшим содержанием кобальта являются наиболее стойкими. При различных видах фрезерования пластмасс установлены в результате стойкостных испытаний соотношения поправочных коэффициентов на скорость резания при изменении марки твердого сплава. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1321; Нарушение авторского права страницы