|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Точение изделий из стекло- и углепластиков
Обрабатываемости стекло- и углепластиков весьма близки, однако следует отметить, что при равных прочих условиях лучшей обрабатываемостью обладает углепластик, поэтому рекомендованные для обработки стеклопластика оптимальные режимы при условии соблюдения той же стойкости инструмента могут быть увеличены не менее чем на 20...25 %. Различные виды токарной обработки (наружное точение, расточка, подрезка торца, отрезка), несмотря на некоторые различия условий работы, достаточно близки, поэтому в дальнейшем рассматриваем наиболее распространенный вид обработки — наружное точение. Что касается других видов токарной обработки, то их особенность учитывается путем введения поправочных коэффициентов. Как известно, процесс точения характеризуется материалом и геометрическими параметрами резца, интенсивностью и критерием его изнашивания, режимами резания и качеством обработанной поверхности, тепловыми и силовыми показателями. Оптимизация всех условий позволяет наиболее рационально построить технологический процесс токарной обработки. Материал режущей части резцов. Результаты большинства исследований, полученные при изучении процесса точения пластмасс, в частности стеклопластиков, позволяют сделать вывод о том, что наиболее оптимальным инструментальным материалом при обработке пластмасс является вольфрамокобальтовый твердый сплав. Если пластмассы, не содержащие абразивного наполнителя, можно успешно обрабатывать резцами из быстрорежущих, а в ряде случаев и из легированных сталей, то пластмассы, армирующим элементом в которых является абразивный материал, например стекло, наиболее эффективно обрабатывают твердым сплавом. Это объясняется низкой износостойкостью и сравнительно невысокой твердостью быстрорежущих сталей, а также их низкой теплопроводностью — в три-четыре раза меньшей, чем у твердых сплавов. В то же время для обработки стеклопластиков, имеющих низкую теплопроводность, необходимо иметь инструментальный материал с высокой теплопроводностью. Это тем более важно, потому что стеклопластики, являющиеся термореактивными материалами, допускают в зоне резания температуры, не превышающие 200...300 °С; выше этих температур происходит их размягчение и выгорание, а также интенсивная термодеструкция связующего. Важным свойством инструментального материала при обработке пластмасс является его износостойкость, так как высокие упругие свойства обрабатываемого материала и его абразивная способность весьма интенсивно изнашивают резец. Кроме того, исследования показали, что при обработке пластмасс большое значение для увеличения стойкости резца имеет его заточка с минимальным радиусом округления режущей кромки. Поскольку разные инструментальные материалы имеют различные минимальные радиусы округления режущей кромки при заточке, оптимальным будет тот, который позволяет получить минимальные значения радиуса округления режущей кромки. Анализ существующих инструментальных материалов показывает, что наиболее близко предъявляемым требованиям отвечают вольфрамокобальтовые твердые сплавы. Так, теплопроводность вольфрамокобальтовых твердых сплавов в 1, 6...2, 6 раза выше, чем у титановых твердых сплавов, а это означает, что их стойкость при одинаковой твердости различается порой в шесть раз. Если говорить о конкретных марках вольфрамокобальтовых твердых сплавов, то различные авторы рекомендуют разные марки этих сплавов. Как наиболее стойкий материал рекомендован сплав ВК25. Однако отмечено, что ввиду отсутствия серийного выпуска его вполне можно заменить сплавами ВКЗ, ВК4 и даже ВК8. При назначении марки твердого сплава следует иметь в виду, что с повышением содержания кобальта в сплаве увеличивается его прочность, но снижается износостойкость; поэтому легко объяснима более высокая стойкость сплавов с меньшим содержанием кобальта. Некоторое представление об относительной стойкости различных марок твердых сплавов дают приведенные ниже коэффициенты стойкости кс различных марок твердых сплавов при обработке стеклопластика.
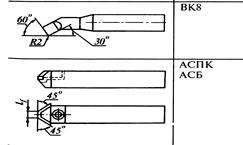
Изнашивание твердых сплавовпри обработке пластмасс типа стеклопластиков проиходит главным образом за счет абразивного истирания кобальта и выпадения вследствие этого отдельных зерен карбидов. Этим можно объяснить и более высокую стойкость мелкозернистых сплавов с достаточно высоким содержанием кобальта, например ВК6-М. Учитывая данные, приведенные выше, наиболее целесообразно применение сплавов с малым содержанием кобальта, однако уменьшение содержания кобальта снижает прочность твердого сплава, он становится более хрупким, что имеет значение при работе в условии динамических нагрузок. Как показали проведенные исследования, практически все вольфрамокобальтовые сплавы достаточно износостойки при обработке стекло- и углепластиков, но сплавы с большим содержанием кобальта (например, ВК8) лучше воспринимают динамические нагрузки, которые неизбежны при резании. Если учесть, что сплав ВК8 к тому же и наиболее распространен, то его применение не вызывает трудностей в условиях производства. Поэтому для токарной обработки рекомендуют резцы из твердого сплава ВК8. Эффективным при чистовой обработке стеклопластиков является применение алмазных резцов. Вследствие высокой твердости алмаз обладает и высокой износостойкостью, и в зависимости от характера нагрузки при трении износостойкость алмаза в десятки, а то и в сотни раз превышает износостойкость других твердых материалов. Однако наряду с высокой твердостью и износостойкостью алмаз обладает повышенной хрупкостью, поэтому применение алмазных резцов ограничено. Их эффективно можно применять лишь при чистовой обработке, при работе с малыми сечениями среза. Наиболее эффективно применение алмазных резцов из синтетических алмазов марок АСПК (при глубине резания не более 1 мм) и АСБ (при глубине резания не более 2 мм). Критерий затупления резцов (табл. 1). При обработке резанием в результате взаимодействия инструмента и обрабатываемого материала происходит изнашивание инструмента, зависящее от ряда причин, к числу которых можно отнести трение стружки и детали об его поверхности, геометрические параметры инструмента, режимы резания, свойства обрабатываемого материала и т. д. Характерной особенностью при точении стекло- и углепластиков является интенсивное изнашивание резцов, причину которого можно объяснить в первую очередь абразивными способностями армирующих элементов материала. Большинство исследователей считают, что изнашивание резцов происходит как за счет округления режущей кромки, так и по задней поверхности, однако для упрощения измерения износа его можно свести к износу по задней поверхности h3.
Геометрические параметры резцов. Выбор геометрических параметров резцов во многом определяет особенности резания пластмасс. Опыт обработки пластмасс показывает, что резец должен быть острозаточенным и в то же время обладать хорошей теплоотдачей. Для уменьшения трения стружки о резец поверхность резца следует тщательно обработать, что достигается доводкой алмазными кругами. На стойкость резцов и качество обработанной поверхности наибольшее влияние оказывают главный задний угол α, передний угол γ, углы в плане φ и φ 1 и радиус при вершине резца г
Типы токарных резцов при обработке стекло- и углепластиков Наибольшее влияние на стойкость резца оказывает главный задний угол а. Это объясняется тем, что пластмассы обладают высокими упругими свойствами и при резании имеют место большие фактические площади контакта по задней поверхности из-за значительного упругого восстановления обрабатываемого материала. Поэтому при обработке стекло- и углепластиков значения угла а намного больше, чем при обработке металлов. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2857; Нарушение авторского права страницы