
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Постоянные и показатели степеней для расчета сил резания⇐ ПредыдущаяСтр 11 из 11
8. Поправочные коэффициенты на составляющие силы резания
При точении изделий из органопластиков подачу выбирают с помощью табл. 9. На стойкость резцов влияют скорость, глубина резания и подача. Для выявления этой зависимости проведен многофакторный планируемый эксперимент и для исследуемых диапазонов режимов резания (v = 0, 62...2, 83 м/с, S0 = 0, 09—0, 5 мм/об, t= 0, 5...5, 0 мм), получены путем математической обработки с достоверностью 95 % адекватные зависимости вида (скорость подставляется в метрах в минуту): Примечание. Ra, Rz, R max — высотные параметры шероховатости; Sm и S — шаговые параметры шероховатости; t50, % — относительная опорная длина профиля на уровне 50 %. Значения СT и показателей степеней для расчета стойкости
Значения Cv и показателей степеней для расчета скорости резания при точении органопластика
Значения постоянной СT и показателей степеней сведены. Как показывает опыт, стойкость твердосплавных резцов в пять — восемь раз выше стойкости резцов из быстрорежущих сталей. Для расчета скорости резания в зависимости от необходимого периода стойкости резца получены формулы вида Марка инструментальногоматериала Р9 Р6М5 Р12 Р6М5К5 KиV 0, 92 0, 91 1, 0 1, 06 Поправочный коэффициент в зависимости от периода стойкости резца следующий: Т, мин 5 10 15 20 30 45 KTv 1, 42 1, 14 1, 0 0, 91 0, 80 0, 70 Если работа производится с охлаждением СОТС, то скорость резания надо умножить на Кс = 1, 38. Поправочные коэффициенты на измененные условия работы при точении резцами из твердого сплава приведены ниже. Поправочный коэффициент в зависимости от марки твердого сплава следующий: Марка твердого сплава.. Т15К6 ВК8 ВК4 ВК2 ВКЗ-М КИv 0, 71 1, 0 1, 08 1, 28 1, 31 Скорость резания при точении органопластика резцами из быстрорежущей стали Р12
Скорость резания при точении органопластика резцами из твердого сплава ВК8 5.3 Контрольные вопросы: 1. Как изменяется стойкость инструмента при точении пластмасс? 2. Какие особенности процесса точения углепластиков? 3. Какие особенности процесса точения боропластика? 4. Какова технология многолизвийной обработки неметаллических материалов? 5. Какие марки инструментальных материалов применяются для обработки стеклопластика? 6. Какие станки применяются для обработки пластмасс?
Практическое занятие №6 «Исследование процесса обработки стекол и ситаллов» (МЕ-6 Особенности обработки хрупких неметаллических материалов) Задания к практическому занятию
Краткие сведения из теории Конструкционные хрупкие неметаллические материалы (далее ХНМ) – стекло, кварц, керамика, ферриты, ситаллы в последнее время находят все более широкое применение в силу своих уникальных прочностных и эксплуатационных характеристик. ХНМ широко применяются в радиоэлектронике, приборостроении, часовой и оптической промышленности, в машиностроении. В промышленных масштабах ситаллы стали использовать с начала 1960-х гг. Сегодня они широко используются в промышленности в качестве облицовочного материала, стеклокерамику применяют в авиационной промышленности. Все шире области применения ситаллов в электронной промышленности. Их используют в качестве диэлектрической изоляции микросхем и межслойной изоляции печатных схем на керамических и других подложках. Из оптических ситаллов также изготавливают моноблоки оптических квантовых генераторов, используемых как гироскопы, зеркала с внешним отражением, в частности для телескопов, контрольные плоско-параллельные пластины и т.п. На рисунке 1.1 представлены детали, выполненные из ситалла марки СО115М. Ситаллы представляют собой стеклокристаллические материалы, получаемые из стекла в результате его полной или частичной кристаллизации. По внешнему виду ситаллы могут быть темного, коричневого, серого и кремового цветов, глухие (непрозрачные) и прозрачные. Материал обладает большой прочностью и высокой стойкостью к химическим и тепловым воздействиям, хорошими диэлектрическими свойствами. Ситаллы получают методом вытягивания, выдувания, прокатки и прессования, добавляя к стеклянным расплавам специальные вещества (минерализующие катализаторы), улучшающие кристаллизацию: соединения фторидов или фосфатов щелочных или щелочноземельных металлов, способных легко кристаллизоваться из расплавов. По сравнению с производством изделий из стекла технология ситаллов несколько сложнее — требуется дополнительная термическая обработка, в процессе которой происходит превращение стекла в стеклокристаллическое состояние. По своему назначению могут быть разделены на технические и строительные. По основным свойствам и назначению подразделяются на высокопрочные, радиопрозрачные химически стойкие, прозрачные термостойкие, износостойкие и химически стойкие, фотоситаллы, слюдоситаллы, биоситаллы, ситаллоцементы, ситаллоэмали, ситаллы со специальными электрическими свойствами.
Рисунок 1.1 - Детали, выполненные из ситалла марки СО115М с различными формами облегчения
В отличие от обычных стекол, свойства которых определяются в основном их химическим составом, для ситаллов решающее значение имеет структура и фазовый состав. Причина ценных свойств ситаллов заключается в их исключительной мелкозернистости, почти идеальной поликристаллической структуре. Свойство ситаллов изотропны. В них совершенно отсутствует вязкая пористость. Усадка материала при его переработке незначительна. Большая абразивная стойкость делает их малочувствительными к поверхностным дефектам. Основные свойства ситаллов представлены в таблице 1.1. Кварцевое стекло — однокомпонентное стекло из чистого оксида кремния, получаемое плавлением природных разновидностей кремнезёма — горного хрусталя, жильного кварца и кварцевого песка, а также синтетической двуокиси кремния. Различают два вида промышленного кварцевого стекла: прозрачное (оптическое и техническое) и непрозрачное. Непрозрачность кварцевому стеклу придает большое количество распределённых в нём мелких газовых пузырьков (диаметром от 0, 03 до 0, 3 мкм), рассеивающих свет. Оптическое прозрачное кварцевое стекло, получаемое плавлением горного хрусталя, совершенно однородно, не содержит видимых газовых пузырьков. Непрозрачное кварцевое стекло часто служит сырьём для производства термостойкого огнеупорного материала — кварцевой кераміки.
Таблица 1.1 - Свойства ситаллов
Производство оптического кварцевого стекла принципиально отличается от производства других видов оптического стекла. Это единственное промышленное стекло простейшего химического состава, содержащее только один компонент — кремнезем. Высокая его тугоплавкость и высокая вязкость в расплавленном состоянии (при 1723°С вязкость составляет 1 Получение стекла через газовую фазу является пока единственным способом борьбы с наличием в объеме стекла поглощающих микровключений, снижающих его лучевую прочность. Различные марки кварцевого стекла отличаются друг от друга не основным химическим составом, а технологией их получения и сырьем, из которого велся наплав, что определяет содержание примесей в стекле. В частности, стекло из тетрахлорида кремния содержит менее 4
Рисунок 1.2 - Заготовки, выполненные из кварцевого стекла
ГОСТ 15130-79 установил пять марок оптического кварцевого стекла: -КУ1 - стекло, обладающее высокой прозрачностью в ультрафиолетовой области спектра, без полос поглощения в области 170-250 нм, нелюминесцирующее;
-КУ2 - стекло, прозрачное в ультрафиолетовой области спектра, с полосой поглощения в области 170-250 нм; -КВ - стекло, обладающее высоким пропусканием в области длины волн от 270 до 2700 нм, но не свободное от полос поглощения при 240 и 2720 нм; -КВР - стекло, отличающееся от стекла марки КВ малым изменением под действием гамма-излучения; -КИ - стекло, прозрачное в инфракрасной области спектра, без полосы поглощения при 2720 нм. По оптическим свойствам кварцевое стекло является обычным кроном с показателем преломления 1, 4584 и коэффициентом дисперсии 67, 83. Из-за малого коэффициента расширения (5, 5 Легирование кварцевого стекла двуокисью титана дало возможность получить материал с практически нулевым коэффициентом термического расширения. Максимальный коэффициент расширения равен 0, 4 Механика разрушения хрупких неметаллических материалов При использовании деталей из хрупких неметаллических материалов с точными размерами без окончательной механической обработки обойтись не возможно. Главным препятствием является высокая твердость и хрупкость. Несмотря на применение при финишной механической обработке хрупких материалов большого числа таких высокоточных методов обработки как ультразвуковая, лазерная и др., наиболее используемым и производительным в настоящее время является алмазное шлифование. Процессы, происходящие при разрушении припуска при алмазном шлифовании, в дальнейшем оказывают влияние на эксплуатационные характеристики изделия. Подбор оптимальных параметров режима абразивной обработки, при которых обеспечивалось бы формирование только поверхностных трещин, и не проявлял себя процесс роста магистральных трещин вглубь заготовки, является актуальной и до сих пор нерешенной задачей. Поиск решения этой задачи возможен на основе анализа условий распространения трещины с использованием теории разрушения. Известно, что явление разрушения представляет собой сложный, многоступенчатый процесс, который начинается задолго до появления видимых трещин. Из-за отсутствия единой теории процесса разрушения изучают закономерности этого явления, начиная от зарождения микротрещин (что определяется с помощью тончайших физических экспериментов) и до образования видимых. Другими словами, ученые выделяют определенные масштабные уровни и в пределах масштабной области изучают это явление в соответствии с построенной ими моделью, хорошо отражающей внутреннее строение материала и учитывающей граничные условия. Любой материал, какой бы предварительной технологической обработке он ни подвергался, всегда обладает какими-либо несовершенствами. Следовательно, в основе моделирования явления разрушения целесообразно рассматривать трещину. Ее развитие чаще всего не сопровождается большими деформациями в объеме всего тела и является главной формой проявления разрушения. Управление процессом разрушения и знание его закономерностей имеют огромное значение для практики (для конструкций и сооружений желательно замедлить процесс роста трещин, тогда как при обработке резанием, наоборот, необходимо всячески облегчить разрушение). Развитие трещины – это весьма сложный процесс (так скорость развития трещины в силикатном стекле в начале процесса в 10 – 100 миллионов раз меньше, чем на заключительном этапе). В тоже время экспериментальные факты свидетельствуют о том, что при изменении внешних нагрузок в значительном диапазоне трещины если и развиваются, то устойчиво, не приводя к разрушению конструкцию, спроектированную с учетом имеющихся начальных трещин. Отсюда следовало, что характеристики прочности в определенных пределах не зависит от начальных длин трещин, а может определяться некоторыми структурными параметрами материала. Здесь речь идет не только о современных требованиях сохранения прочности (в смысле устойчивости и целостности конструкции), а о конечной цели – предотвращения разрушения из-за трещины Шлифование неметаллических материалов связанным абразивом – это процесс скоростного микроцарапания обрабатываемой поверхности совокупностью единичных алмазных зерен, распределенной по всей рабочей поверхностей инструмента. При обработке ситаллов разрушение поверхностного слоя при воздействии алмазных зерен происходит путем срезания, скалывания и дробления зерен кристаллов и связки материала, наблюдается отрыв зерен кристаллов, вызываемый главным образом, различием в твердости отдельных составляющих или же наличием в них микротрещин и микроцарапин. Независимо от характера разрушения материала, закономерности любого процесса шлифования характеризуются условиями работы единичного алмазного зерна. Следовательно, исследования процесса формирования параметров качества поверхностного слоя при обработке хрупких неметаллических материалов комбинированными алмазными инструментами необходимо производить на основе анализа характера распределения режущих зерен на поверхности алмазного круга и условий их работы в процессе шлифования. При шлифовании разрушение материала припуска осуществляется при взаимодействии значительного количества абразивных зерен, которые могут быть представлены в виде микрорезцов, с обрабатываемой поверхностью (рисунок 2.3). При этом под воздействием участка передней поверхности зерна, расположенного непосредственно у режущей кромки, образуется система трещин, распределяющаяся в направлении движения резания. На этом этапе происходит непрерывное увеличение силы резания, обеспечивающее развитие ведущей трещины 1. Скорость ее роста зависит от того, насколько величина напряжений растяжения На втором этапе происходит зачистка поверхности резания 3, которая характеризуется отделением мелких элементов по той же схеме. На ряде участков поверхности резания этот этап отсутствует вследствие развития основной трещины ниже поверхности резания 3.
Рисунок 2.3 - Схема образования трещин при хрупком разрушении
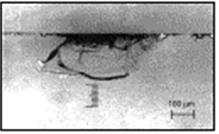
На рисунке 2.4 представлена фотография образовавшейся трещины при обработке хрупкого неметаллического материала.
Рисунок 2.4 - Фотография образовавшийся трещины в хрупком неметаллическом материале при обработке
Таким образом, процесс разрушения хрупких материалов определяется явлениями хрупкого отрыва, обусловленными периодическим процессом развития опережающей трещины. Для изучения процессов абразивной обработки хрупких неметаллических материалов большинство исследователей моделировали отдельные фазы этих процессов (статическое воздействие, скольжение или перекатывание по поверхности) с помощью специально подготовленных инденторов в виде сфер, конусов, пирамид, призм с заданными геометрическими параметрами. При моделировании изучались условия образования на поверхности обрабатываемого материала следа от движения индентора при вариации нагрузки на индентор и скорости его перемещения, фиксировались усилия, действующие на материал и индентор при их взаимодействии, напряжения в материале. В результате было установлено, что в зависимости от геометрии зерна индентора и уровня нагрузки на него при контакте в материале возникают деформации различного вида - от упругой до хрупкого разрушения. А именно: упругая деформация; пластическая деформация в сочетании с резанием; резание и хрупкое разрушение; хрупкое разрушение. Причем пластическое перемещение в начальный момент характеризуется отсутствием трещин у отпечатка и сопровождается выступанием материала над поверхностью. Затем возникают выдавленные царапины, образующиеся в результате пластической деформации материала без разрушений, или гладкие вырезанные царапины, сопровождающиеся отделением тончайшей стружки, причиной появления которых является пластическая деформация с разрушением.
Технологические пути снижения вибраций при торцевом шлифовании
Известно, что на качество обработанных поверхностей большое влияние оказывают вибрации, возникающие в технологической системе. Повышенная дефектность обработанных поверхностей, проявляемая в виде сколов, выколов, трещин, имеющая место при высокопроизводительном резании, в том числе деталей из хрупких материалов, приводит к необходимости повышения припуска под финишные операции, снижению эксплуатационных свойств готовых деталей, возникновению неисправимого брака и значительному удорожанию продукции. Причины возникновения вибраций заключаются в недостаточной жесткости станка, приспособления, режущего инструмента и обрабатываемой детали. Вибрации, возникающие при обработке деталей на станках, приводят к нарушению правильности работы станка, к преждевременному износу инструмента, к повышению шероховатости обработанной поверхности и образованию на ней волн с большим шагом (волнистость). Вибрации возникают вследствие одной или нескольких причин, главнейшие из них перечислены ниже [6, 7]: - колебания, передаваемые от другого оборудования. Методы борьбы с такими вибрациями: усиление фундаментов и перекрытий, установка упругих прокладок и т. п.; - колебания из-за неуравновешенности частей станка. Средство борьбы с такими вибрациями - балансировка вращающихся частей как самого станка и патрона, так и балансировка закрепляемой на станке заготовки; - колебания, вызываемые дефектами передач станков; - колебания, вызываемые прерывистым характером процесса резания. Влияние прерывистости обрабатываемой поверхности на возникновение вибраций должно устраняться в каждом конкретном случае путем искусственного увеличения жесткости обрабатываемой детали; - собственные колебания при шлифовании. При обработке уравновешенной детали, при работе на вполне исправном станке могут возникать сильнейшие вибрации, причем даже при самом внимательном рассмотрении явления не удается обнаружить присутствия каких-либо внешних причин. Такие вибрации называются собственными колебаниями (вибрациями) процесса резания. Частота колебаний в основном зависит от жесткости системы СПИД (станок-приспособление-инструмент-деталь). Чем жестче система, тем выше частота колебаний, т. е. меньше вибрации. Существуют средства борьбы с вибрациями. Собственные колебания (вибрации) в процессе резания на станке можно предупредить следующими способами [6, 7]: - повышением жесткости составляющих системы СПИД; - выбором рациональных режимов резания, резанием на высоких скоростях (или, что менее желательно, на низких) или увеличением подачи; - рациональным выбором обрабатывающего инструмента; - тщательным балансированием приспособления с зажатой внем деталью. Анализ применяемых способов борьбы с вибрациями показал, что они не обеспечивают в полной мере требуемого качества. Перспективным методом является применение инструмента, оснащенного динамическим гасителем колебаний, подбором параметров которого можно управлять колебательным поведением механической системы, в соответствии с выбранным скоростным режимом обработки. Для оценки преимуществ процесса торцового шлифования с применением шлифовального инструмента, оснащенного двухкаскадным виброгасителем, проведем совместное моделирование протекающих в зоне обработки вибрационных процессов, для случаев выполнения технологических процессов с применением шлифовальных кругов с однокаскадным виброгасителем и с двухкаскадным виброгасителем. Механическую систему для анализа колебательного процесса инструмента с креплением режущего слоя к его корпусу через один упругий элемент (традиционное исполнение инструмента, оснащенного виброгасителем), представим следующим образом [32] (рисунок 1.3).
Рисунок 1.3 - Расчетная схема инструмента, оснащенного однокаскадным виброгасителем Для оценки влияния колебаний рабочей части инструмента на качество шлифования наиболее важным является рассмотрение колебаний, направление которых перпендикулярно обрабатываемой поверхности. При решении задачи о передаче продольных механических колебаний от шпинделя через инструмент на обрабатываемую поверхность схема рассматриваемого инструмента может быть сведена к механической колебательной системе с одной степенью свободы (координата Y). Будем полагать, что при вращении шпиндельного узла с закрепленным инструментом на их массу М действует вынуждающая сила Fв, определяемая выражением вида:
где
В данном случае шпиндельный узел и закрепленный на нем корпус шлифовального круга с общей массой Мчерез упругий элемент с обобщенной жесткостью с1 связан с основанием, в качестве которого принимается обрабатываемая поверхность. Для упрощения схемы массой шлифовальных сегментов из-за ее малости пренебрегаем. Зависимость амплитуды А1 колебаний рабочей части шлифовального круга от круговой частоты
где
Анализ выражения (1.2) показывает, что в данном случае на интенсивность колебательного процесса можно влиять малым числом конструктивно - технологических параметров (массой Ми жесткостью с1) и значением круговой частоты жесткость упругого элемента с1 является конструктивным параметром инструмента. Значение параметра М определяется типом применяемого при выполнении технологического процесса оборудования. Характер изменения величины
Рисунок 1.4 - Зависимость величины
Выражение для определения резонансной частоты
Проведенное моделирование показывает, что обеспечение работы инструмента вне зоны резонанса практически удается осуществить подбором скоростного режима обработки, изменяя значение параметра Примером конструкции шлифовального круга оснащенного однокаскадным виброгасителем является следующая схема (рисунок 1.5). Шлифовальный круг, изображенный на рисунке 1.5, состоит из платформы 1 с припаянными к ней шлифовальными сегментами, которые образуют прерывистый режущий слой. Резиновый упругий элемент 3 закреплен винтом 2 с платформой 1. К упругому элементу 3 с помощью винтов 5 крепится груз 4.
Рисунок 1.5 - Конструкция шлифовального круга, оснащенного однокаскадным виброгасителем
Недостатком предложенной конструкции является то, что данный инструмент может работать только в небольшом диапазоне скоростей, так как настраивается на определенные частоты вибрационных воздействий. При изменении технологических режимов эффективности гашения вибраций таким инструментом резко снижается. Кроме того упругий элемент, выполненный из резины, не сможет обеспечить достаточной жесткости и прочности шлифовальному инструменту. Это станет причиной конструктивного завышения жесткости упругого элемента, снижения эффективности амортизации и снижения качества поверхности. Для анализа колебательного процесса механическую систему инструмента, оснащенного двухкаскадным виброгасителем, представим следующим образом (рисунок 1.6). При решении задачи о передаче продольных механических колебаний от шпинделя через инструмент на обрабатываемую поверхность схема рассматриваемого инструмента может быть сведена к механической колебательной системе с двумя степенями свободы (координаты y1, y2) [32]. Как и в предыдущей задаче будем полагать, что при вращении шпиндельного узла с закрепленным инструментом на их массу М действует вынуждающая сила:
где
Шпиндельный узел с присоединенным к нему корпусом инструмента с общей массой М через упругий элемент с жесткостью с2 связан с промежуточной массой m (масса платформы 2 на рисунок 1.6). Упругая связь с основанием, в качестве которого принимается обрабатываемая поверхность, реализуется через набор упругих элементов между промежуточной массой и алмазоносными сегментами с обобщенной жесткостью с1. Массой алмазоносных сегментов из-за ее малости в данном случае пренебрегаем.
Рисунок 1.6 - Расчетная схема инструмента, оснащенного двухкаскадным виброгасителем
При этом зависимость характеризующая интенсивность колебательного процесса имеет вид:
где
Характер изменения величины Выражение для определения резонансных частот имеет вид:
где
Рисунок 1.7 - Зависимость величины
Анализ выражения (1.6) позволяет сформулировать следующие основные выводы: -увеличение жесткости -увеличение массы -увеличение соотношения жесткостей Определенный практический интерес представляет и разница (разнос) резонансных частот
Из анализа (1.7) следует, что величина разноса резонансных частот прямо пропорциональна жесткости с2 и соотношению а и обратно пропорциональна массе m. Выявленные закономерности изменения величины интенсивности колебаний Проведенное моделирование показывает, что при применении двухкаскадной системы виброизоляции, не смотря на наличие двух резонансных зон, подбором значений жесткости упругого элемента второго каскада с2 и промежуточной массы m возможно обеспечить работу инструмента вне зоны резонанса во всем диапазоне значений параметра wc и с1. Это определяет возможность осуществить поиск оптимальных условий обработки не только выбором скоростного режима при условии обеспечения амортизационного эффекта, но и соответствующей регулировкой инструмента, изменяя значения параметров с2, m в соответствии с определенными технологическими условиями. Это позволит вести шлифование на высоких скоростных режимах, что обеспечивает повышение производительности без снижения качества обрабатываемой поверхности, что показывает достоинства предлагаемой схемы инструмента. Высокая трудоемкость финишных операций механической обработки высокоточных оптических деталей и высокая стоимость материалов, применяемых для их изготовления, определяют актуальность научно-производственной задачи по снижению степени механической поврежденности обрабатываемых поверхностей на этапе предварительного торцового шлифования, проводимого с высокой производительностью. Одним из способов повышения эффективности технологических процессов изготовления деталей из стекол за счет повышения качества обрабатываемых поверхностей и производительности предварительного торцового шлифования является применение шлифовального круга с высокой виброгасящей способностью. Пример шлифовального инструмента, оснащенного двухкаскадным виброгасителем, представлен на рисунке 1.8. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1354; Нарушение авторского права страницы









 106Па) не позволяют применять к кварцевому стеклу технологию обычных оптических стекол. Кварцевое стекло получается путем расплавления крупки природного или синтетического кварца в электрических печах или в кислородно-водородном пламени. В последнее десятилетие получил широкое промышленное применение способ наплава кварцевого стекла через газовую фазу. Исходным сырьем в данном случае является дешевое химическое соединение — тетрахлорид кремния, который легко испаряется и гидролизуется, образуя аморфный кремнезем и соляную кислоту. Конденсированный кремнезем сплавляется в стекло в кислородно-водородном пламени (в последнее время для этого используются и плазмотроны, обладающие тем преимуществом, что стекло, наплавляемое в плазме, содержит меньше гидроксильных групп и более прозрачно в инфракрасной части спектра). Готовая продукция имеет форму заготовок (блоков) цилиндрической формы. На рисунке 1.2 представлены заготовки, выполненные из кварцевого стекла.
106Па) не позволяют применять к кварцевому стеклу технологию обычных оптических стекол. Кварцевое стекло получается путем расплавления крупки природного или синтетического кварца в электрических печах или в кислородно-водородном пламени. В последнее десятилетие получил широкое промышленное применение способ наплава кварцевого стекла через газовую фазу. Исходным сырьем в данном случае является дешевое химическое соединение — тетрахлорид кремния, который легко испаряется и гидролизуется, образуя аморфный кремнезем и соляную кислоту. Конденсированный кремнезем сплавляется в стекло в кислородно-водородном пламени (в последнее время для этого используются и плазмотроны, обладающие тем преимуществом, что стекло, наплавляемое в плазме, содержит меньше гидроксильных групп и более прозрачно в инфракрасной части спектра). Готовая продукция имеет форму заготовок (блоков) цилиндрической формы. На рисунке 1.2 представлены заготовки, выполненные из кварцевого стекла.
 больше величины безопасного напряжения
больше величины безопасного напряжения  (при котором вероятности разрыва и восстановления связей равны). Развитие трещины продолжается до тех пор, пока эти напряжения не превысят предела прочности материала, что вызывает быстрое падение силы резания вследствие отделения элемента стружки по поверхности 2. На этом заканчивается первый основной этап хрупкого разрушения.
(при котором вероятности разрыва и восстановления связей равны). Развитие трещины продолжается до тех пор, пока эти напряжения не превысят предела прочности материала, что вызывает быстрое падение силы резания вследствие отделения элемента стружки по поверхности 2. На этом заканчивается первый основной этап хрупкого разрушения.

 , (1.1)
, (1.1) - сила прижима инструмента к обрабатываемой поверхности, Н;
- сила прижима инструмента к обрабатываемой поверхности, Н;  - амплитуда гармонической силы, вызывающей колебания шпиндельного узла, Н;
- амплитуда гармонической силы, вызывающей колебания шпиндельного узла, Н;  - круговая частота гармонической силы, вызывающей колебания шпиндельного узла, 1/с;
- круговая частота гармонической силы, вызывающей колебания шпиндельного узла, 1/с;  - время, с.
- время, с. , (1.2)
, (1.2) - общая масса шпиндельного узла и закрепленного на нем корпуса шлифовального круга, кг;
- общая масса шпиндельного узла и закрепленного на нем корпуса шлифовального круга, кг;  - жесткость упругого элемента, Н/м.
- жесткость упругого элемента, Н/м. , характеризующей интенсивность вибраций, в зависимости от
, характеризующей интенсивность вибраций, в зависимости от 
 имеет вид:
имеет вид:  . (1.3)
. (1.3)

 , (1.5)
, (1.5) - жесткость упругого элемента первого и второго каскада соответственно, Н/м;
- жесткость упругого элемента первого и второго каскада соответственно, Н/м;  - - коэффициенты сопротивления упругих элементов первого и второго каскадов двухкаскадного виброгасителя соответственно;
- - коэффициенты сопротивления упругих элементов первого и второго каскадов двухкаскадного виброгасителя соответственно;  - промежуточная масса, кг.
- промежуточная масса, кг. в зависимости от частоты
в зависимости от частоты  , (1.6)
, (1.6) - отношение жесткостей.
- отношение жесткостей.
 приводит к увеличению обоих резонансных частот;
приводит к увеличению обоих резонансных частот;  , определяемая из выражения:
, определяемая из выражения:  . (1.7)
. (1.7)