
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Предельная косина реза для труб
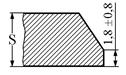
К сварным трубам предъявляются также требования по размерам сварных швов: Высота усиления продольных и спиральных швов должна соответствовать 0, 5¸ 2, 5 мм для труб толщиной до 10 мм и 0, 5¸ 3, 0 мм для труб с толщиной стенки более 10 мм. На концах экспандированных труб на длине не менее 150 мм высота усиления шва должна быть не более 0, 5 мм. При сборке и сварке спиральношовных труб допускается смещение кромок по высоте на величину до 15 % от номинальной толщины стенки трубы. Длину поставляемых заводами бесшовных и спиральношовных труб заказчик оговаривает при заказе – она должна быть не менее 12 мм. Трубы с продольным швом 10, 5¸ 11, 6 м. Допускается поставка труб длиной не менее 5 м в количестве не более 10 % от каждой партии. Все трубы поступают на трассу с заводов с разделкой кромок, предназначенной для ручной дуговой сварки покрытыми электродами. Эта разделка для труб любого диаметра при толщине стенки от 4 мм до 16 мм имеет угол скоса кромок 25÷ 30о и притупления 1÷ 26 мм (1, 8 ±0, 8) (рис.11.2 ).
Рис. 11.2. Разделка кромок на торцах труб под ручную дуговую сварку.
При толщине стенки 16 мм и более трубы большого диаметра должны иметь комбинированную разделку, при этом размер В должен составлять 7; 8; 10 и 12 мм соответственно для толщины стенки трубы 15¸ 19 мм; 19, 0¸ 21, 5 мм; 21, 5¸ 26, 0 мм и 26¸ 30 мм. Для некоторых специальных методов сварки разделку кромок приходится переделывать на трассе. Так, при двухсторонней автоматической сварке под слоем флюса на трубосварочных базах применяют разделку кромок с увеличенным притуплением, форма которой зависит от диаметра и Толщины стенки трубы. Размеры геометрических параметров таких разделок приведены в таблице, расположенной в нижней - левой части рисунка. Для труб диаметром до 1220 мм с толщиной стенки от 6 до 10, 9 мм применяют отторцованные трубы с прямолинейными кромками.
СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ
Учитывая условия эксплуатации магистральных трубопроводов конструктивные, технологические и экономические требования, конструкционные материалы для магистральных трубопроводов должны обладать достаточной прочностью, пластичностью, сопротивляться хрупкому разрушению, действию различных агрессивных сред, не изменять свойств при отрицательных температурах и иметь невысокую стоимость. На первых этапах развития системы магистральных газопроводов (начало 50-х годов) для изготовления труб применять горячекатанные стали, прочностные свойства которых базировались на высоком содержании углерода, марганца или хрома в сплаве. По зарубежным стандартам это были марки невысокой категории (Х-42, Х-46) как по прочности так и по значениям ударной вязкости. Совершенствование основных показателей микролегированием ванадием в сочетании с повышенным содержанием азота до 0, 025%, позволено повысить Gв до 56-60 кг/мм2 и ан до 80-100 Дж/см2 (14Г2 САФ; 16Г2АФ; 17Г2АФ, 14Г2АФ-У и др.). Группа мелкоперлитных сталей с добавками ниобия в сочетании с контролируемой прокаткой при Gв≈ 60 кг/мм2 имела показатель ударной вязкости до 120 дж/см2, что расширяло диапазон использования этих сталей для районов крайнего Севера (09Г2ФБ; 10Г2ФБ; 09Г2БТ). Дальнейшее совершенствование сталей осуществлялось получением ферритно-бейнитной структуры. Это стали 03Г2БТ; 08Г2МФБ; 09Г2ФБЮ; 13Г1СЮ с Gв = 64 кг/мм2 и ап > 120 Дж/см2, что соответствует зарубежным аналогам Х-80. Выбор материалов для изготовления газо- и нефтепроводных труб определяется следующими основными требованиями СНИП 2-05-06-85 по отношению предела текучести (sт) к пределу прочности (sв): sт/sв < 0, 75 - для труб из углеродистых сталей; sт/sв < 0, 8 - для труб из низколегированных сталей; sт/sв < 0, 85 - для труб из специальных дисперсионно и технически упрочненных сталей. Относительное удлинение должно быть не менее 20 % для труб с sв до 590 МПа; не менее 18 % для труб из дисперсионно упрочнённых сталей с регулируемой температурой прокатки с временным сопротивлением более 590 МПа и не менее 16 % для термически упрочненных труб sв > 700 МПа. Требования к ударной вязкости металла трубы зависят от условий эксплуатации и условий строительства трубопровода. Сталь труб должна хорошо свариваться дуговыми методами и стыковой контактной сваркой. Способность стали обеспечивать при сварке требуемое качество обычно характеризуют понятием “свариваемость”. Свариваемость- характеристика комплексная- это стойкость металла шва и ОШЗ к образованию холодных и горячих трещин, механические свойства металла шва и сварного соединения при различных температурах, стойкость металла шва и ОШЗ против перехода в хрупкое состояние и другие характеристики. В связи со значительной сложностью и трудоёмкостью прямого определения указанных показателей часто, оценки отдельных характеристик пользуются косвенными показателями. Одним из таких показателей является эквивалент углерода – Сэкв, характеризующий стойкость против образования трещин в околошовной зоне. По СНИП II-45-75 эквивалент углерода определяют:
где C, Mn, V, Mo, Cr, Cu, Ni - процент содержания по массе соответствующих элементов в металле трубы и ТУ или сертификату. Минимальная ударная вязкость металла трубы при минимальной температуре выполнения строительных и монтажных работ зависит от диаметра трубы и рабочего давления и должна соответствовать значениям приведенным в табл. 11.3. Таблица 11.3 Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2073; Нарушение авторского права страницы




 ,
,