|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
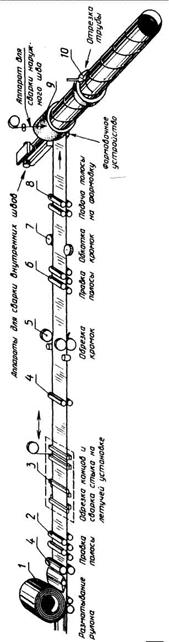
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ НА ВООЛЖСКОМ ТРУБНОМ ЗАВОДЕ
Сборка и сварка рулонной стали спиральным швом позволяет получить любой диаметр трубы независимо от ширины полосы. При использовании этого метода процесс изготовления идет непрерывно, обеспечивая требуемую точность размера и формы трубы без последующей калибровки. На рис.10.2 показана схема линии изготовления спиральношовных труб диаметром от 520 мм до 1420 мм Волжского трубного завода. Полоса из рулона, установленного в разматывателе проходит через правильные вальцы, гильотинные поленницы для обрезки концов, которые стыкуются и свариваются сварочным автоматом под слоем флюса на флюсовой подушке. С помощью парных дисковых ножей обрезают продольные кромки под сварку. Сворачивание в трубу осуществляют заталкиванием полосы в формировочное устройство специальной парой роликов. Спиральный шов выполняют сваркой под флюсом тремя сварочными головками. Две из них крепятся на общей штанге, вводимой внутрь трубы, третья головка расположена наружи. Первый внутренний шов, приваривающий кромку полосы к сформированной трубе, имеет малую площадь сечения и является технологическим. Его назначение - устранить возможность взаимного перемещения кромок и предотвратить вытекание сварочной ванны при сварке наружного рабочего шва. Внутренний рабочий шов выполняется двухэлектродной головкой, обеспечивающей хорошее формирование и полный переплав технологического шва. Сварочные головки устанавливают через половину шага витков. Такая технология позволяет гарантировать отсутствие технологических кристаллизационных трещин при сварке низколегированных сталей со скоростью до 110 м/час. Выходящая из стана непрерывная труба, летучим устройством разрезается на трубы мерной длины. Увеличение диаметра труб, используемых при укладке магистральных трубопроводов, требует увеличения толщины стенки. Толщина полос рулонированной стали не превышает 14 мм. Поэтому спиральношовные трубы диаметром 1420 мм и более изготавливают либо из отдельных листов, либо в два слоя из рулонированной стали.
МОНТАЖ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ Классификация магистральных трубопроводов
Магистральные трубопроводы в зависимости от транспортируемого продукта подразделяются на 2 группы: 1. Газопроводы; 2. Нефтепроводы и нефтепродуктопроводы. Магистральные газопроводы в зависимости от рабочего давления в трубопроводе подразделяются на два класса (СНИП 02.08.06-85*) I - при рабочем давлении свыше 2.5 до 10 МПа (свыше 25 до100 кг/см2) включительно; II - при рабочем давлении свыше 1.2 до 2.5 МПа (свыше 12 до 25 кг/см2) включительно. Магистральные нефтепроводы и нефтепродуктопроводы в зависимости от диаметра трубопровода подразделяются на четыре класса, мм: I. При условном диаметре свыше 1000 до 1200 включительно. II. При условном диаметре свыше 500 до 1000 включительно. III. При условном диаметре свыше 300 до 500 включительно. IV. При условном диаметре от 300 и менее (см. табл. 11.1).
Таблица 9.1 Категории трубопроводов
Магистральные трубопроводы и их участки подразделяются на категории в зависимости от диаметра, условий прокладки (подземная или наземная), а также места расположения трассы по отношению к населённым пунктам, транспортным узлам и магистралям и другим объектам, определяющим степень опасности при сварке. Всего категорий пять: В, I, II, III, IV для трубопроводов и его отдельных участков. Назначение категории в соответствии с таблицами 2 и 3 (СНИП 2.05.06.- 85*), фрагменты которых приведены на рис.1; 2; 3. Категория трубопровода в свою очередь определяет значения коэффициента условий работы трубопровода при расчете его на прочность, дефектов сварки и выполнение других технологических операций при монтаже и ремонте трубопроводов. Магистральные газо- и нефтепроводы эксплуатируются под давлением 5, 0÷ 10, 0 МПа (50÷ 100 кг/см2). Трубы и сварные стыки испытывают значительные напряжения (от укорочения и удлинения), вызываемые изменением температуры грунта, перекачиваемого продукта, а при наземной прокладке - и изменением температуры окружающего воздуха. При укладке длинных плетей газо- и нефтепроводов в траншею трубы и сварные стыки подвергаются воздействию изгибающих и растягивающих нагрузок. Участки магистральных трубопроводов, примыкающие к компрессорным и насосным станциям испытывают значительные динамические нагрузки, вызываемые пульсацией перекачиваемого продукта. В связи с указанными обстоятельствами к трубам и сварным соединениям магистральных трубопроводов необходимо предъявить повышенные требования и применять наиболее совершенные методы контроля. Трубы для магистральных трубопроводов должны удовлетворять следующим требованиям: 1. Металл труб должен обладать высокими механическими свойствами (прочностью, пластичностью и ударной вязкостью). Трубы магистральных газо- и нефтепроводов работают обычно при сравнительно небольших колебаниях температуры (от –10 до +50 оС) и в связи с малой коррозионной активностью перекачиваемых сред изготовляются из углеродистых и низколегированных сталей. 2. При заданном рабочем давлении трубы должны иметь минимальную толщину стенки. Количество металла, расходуемого на сооружение газо- и нефтепроводов, является одним из решающих факторов экономики трубопроводного строительства. Снижение расхода металла достигается применением оптимальных методов расчета трубопроводов, повышением прочности стали и улучшением качества изготовления труб. В настоящее время трубы магистральных газо- и нефтепроводов изготавливают из стали с пределом прочности до 7, 0 МПа (70 кг/см2). 3. Металл труб должен хорошо свариваться как в заводских, так и в полевых условиях. 4. Концы труб должны иметь точные размеры и правильную форму. Геометрия концов труб имеет важное значение для качества и производительности процесса сварки на трассе. Сварные стыки должны быть равнопрочными с металлом труб, так как в сварных соединениях допустимы небольшие (допускаемые по ТУ) дефекты, для обеспечения равнопрочности металл швов должен иметь повышенные прочностные характеристики.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1111; Нарушение авторского права страницы