
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Материальный баланс процесса обжига изделий
Неувязка баланса допускается не более 0, 1%.
Определяют продолжительность нагрева садки. Если часовая производительность печи задана, то время цикла tц, ч, рассчитывают по формуле
где М – масса загрузки печи, кг; Е – часовая производительность печи, кг/ч, которая должна быть рассчитана с учетом производства заданного размера изделий и особенностей технологического процесса их производства. Продолжительность цикла tц в общем виде равно
где tнагр – продолжительность нагрева изделий; tвыд – продолжительность выдержки; tпр – продолжительность простоя печи. Продолжительность цикла не включает продолжительность остывания, так как в настоящее время эту операцию, как правило, проводят вне печи, чтобы сохранить накопленную кладкой за время нагрева теплоту. Продолжительность простоя печи tпр складывается из времени ее загрузки и выгрузки, а иногда также из времени, необходимого на ее чистку или мелкий ремонт. Определяется оно на основе данных эксплуатации аналогичных печей, а также на основе общих соображений в зависимости от формы и количества загружаемых и выгружаемых деталей, степени механизации печи и т. п. Продолжительность выдержки изделий в печи tвыд задается технологическим процессом, в противном случае оно совмещается с последним этапом нагрева. Таким образом, определение продолжительности нагрева позволит проверить соответствие этой величины заданной производительности печи. Если получить нужную производительность не удается, то следует изменить загрузку печи и размеры ее камеры и заново рассчитать продолжительность нагрева. При этом следует иметь в виду, что увеличением толщины слоя изделий в направлении основного полезного теплового потока можно не повысить, а уменьшить производительность печи, так как продолжительность нагрева массивной загрузки пропорционально квадрату ее толщины. В тех же случаях, когда часовая производительность не задана, расчет продолжительности нагрева позволит ее определить по выражениям (16) и (17). Для ЭПС, работающих в непрерывном режиме, производительность G (кг/ч) рассчитывают по зависимости
где L – длина печи, м; m – масса загрузки на единицу длины, кг/м. При расчете производительности печей непрерывного действия продолжительность цикла не включает продолжительность операций загрузки и разгрузки печи. В таких печах выделяют тепловые зоны и расчетные параметры относят на 1 м длины печи. Производительность зависит от длительности цикла. Для ее повышения необходимо сокращать составляющие продолжительности цикла, однако продолжительность цикла зачастую задают условиями технологии. Если допускается проведение нагрева и охлаждения с максимальной скоростью, то можно воспользоваться тепловым расчетом для нахождения оптимальных энергетических характеристик процесса, обеспечивающих минимальную продолжительность цикла. Часовая производительность методической печи G (кг/ч) может быть рассчитана по формуле:
где Gгод – годовая производительность печи (кг/ч, или шт/ч); Z – число рабочих дней в году. Установленная мощность Nу – это потребляемая электропечью мощность, принятая с запасом, учитывающим старение нагревателей и возможное временное падение напряжения в сети:
где k – коэффициент запаса мощности (k = 1, 1–1, 2 для ЭПС непрерывного действия, k = 1, 2–1, 4 для ЭПС периодического действия). Потребляемая мощность расходуется на нагрев загрузки (изделий) и вспомогательных устройств, прогрев футеровки и атмосферы печи, на компенсацию тепловых потерь. Для печей, работающих в непрерывном режиме,
где Nзагр – мощность, необходимая для нагрева садки (изделий, или порошка) и осуществления физико-химических процессов в ней; Nвсп – мощность, необходимая для нагрева вспомогательных приспособлений (лодочек, тиглей, конвейера); Nпот – мощность, необходимая для компенсации тепловых потерь. Если печь работает в периодическом режиме (садочная печь), удобнее оперировать не мощностью, а количеством теплоты:
где Qпотр – энергия, потребляемая печью за один цикл; Qпол – количество теплоты, необходимое для нагрева загрузки до заданной температуры и протекания физико-химических процессов в ней; Qвсп – количество теплоты, необходимое для нагрева вспомогательных приспособлений; Qпот – тепловые потери; Qак – количество тепла, аккумулированное футеровкой печи. Для определения продолжительности нагрева tнагр необходимо задаться значением удельного полезного теплового потока qп. Чем он больше, тем меньше продолжительность нагрева, но тем хуже используется мощность печи. Полезный тепловой поток qп, Вт/м2, определяется из следующего выражения:
где спр – приведенный коэффициент теплоизлучения:
где eизд и eст – степень черноты поверхности изделий и стенки печи соответственно; Fизд, Fст – площадь изделия и стенки соответственно. В уравнении (24) принято, что площадь изделия Fизд меньше, или по крайней мере равна площади стенки Fст. Последняя представляет собой поверхность стен камеры печи, на которых установлены нагреватели. Тпечи – условная термодинамическая температура печи, средняя между температурой стен и нагревателей. Она ограничивается допустимой рабочей температурой нагревателей и должна быть по крайней мере на 50°С меньше последней. С другой стороны, она не должна намного превышать заданную температуру нагрева изделий, так как иначе изделия могут перегреваться, если их выгрузка из печи или отключение последней почему-либо запоздает. Если же применяется выдержка изделий при постоянной температуре, то температура печи (задаваемая на терморегуляторе) может превышать заданную температуру изделий лишь на 10–20°С. Температура изделия Тизд изменяется в процессе нагрева, и можно выбрать то или иное ее значение для выражения (23). Если принять ее значение равным конечной температуре нагрева изделия, то печь будет работать в течение цикла нагрева без отключения, т. е. при постоянном тепловом потоке, величина которого будет мала, время нагрева велико, производительность печи минимальная. Если принять температуру изделий равной начальной, то тепловой поток будет максимальным, время нагрева минимальным, но мощность печи не будет использована, так как уже в начале нагрева начнет работать терморегулятор и печь перейдет в режим работы при постоянной температуре. Следовательно, выбор значения Тизд в (23) должен определяться в каждом конкретном случае: насколько необходимо форсировать процесс нагрева. Для полного использования мощности печей при приемлемой скорости нагрева можно рекомендовать Тизд = 0, 8–0, 9 от конечной температуры нагрева изделий. Большее ее значение уместно, если температура печи существенно превосходит заданную температуру нагрева изделий, меньшее, если значения этих температур близки. Поскольку степени черноты стен печной камеры и нагревателей близки к 0, 9 и Fст / Fизд намного больше единицы, во многих случаях с достаточной для практической цели точностью можно принять
В тех случаях, когда значения Fст и Fизд близки друг к другу, приведенный коэффициент лучеиспускания равен
Поскольку изделия электронной керамики (конденсаторы, позисторы, ферритные изделия) являются малогабаритными, продолжительность их нагрева определяется по методике, рекомендуемой для тонких изделий. Степень массивности тела может быть оценена числом Био:
где a – коэффициент теплоотдачи, Вт/(м2× К); l – коэффициент теплопроводности, Вт/(м× К); х – полутолщина изделия, м. При значениях Био не более 0, 25 изделия относят к тонким изделиям. При значениях Био в интервале 0, 25–0, 5 также применяют методику оценки времени нагрева для тонких изделий, поскольку ошибка оказывается небольшой. Продолжительность нагрева tнагр, с, изделий определяется по зависимости:
где G – масса садки, кг (в материальном балансе Мвл); с – теплоемкость, Дж/(кг× К); С учетом того что в высокотемпературных печах (без принудительной конвекции) коэффициент теплоотдачи конвекцией сравнительно мал, можно принять его среднее значение равным 10 Вт/(м2× К). Тогда среднее значение коэффициента теплоотдачи составит
Продолжительность нагрева чаще всего выбирается исходя из требований по длительности технологического процесса, а рассчитанная продолжительность нагрева по вышеприведенным формулам не должно быть больше рекомендуемой технологией. После определения продолжительности нагрева и производительности печи следует приступить к расчету тепловых потерь последней и составлению энергетического баланса. Выделяющаяся в нагревателях за время одного цикла теплота идет на нагрев изделий, вспомогательных устройств и покрытие тепловых потерь. Для периодических ЭПС:
Теплота, необходимая для нагрева загрузки и вспомогательных приспособлений, является полезной, а соответствующая мощность – полезной мощностью. При расчете методических печей, имеющих как минимум три тепловые зоны (нагрева, выдержки при максимальной температуре, охлаждения), расчет теплоты на нагрев загрузки осуществляют отдельно для каждой из этих зон с учетом средних температур в зонах. Теплоту Qпол рассчитывают исходя из термодинамики процессов, происходящих при термообработке загрузки. Если в нагреваемом материале отсутствуют химические и фазовые превращения, а поглощаемая теплота расходуется только на ее нагрев, то
где В случае, когда функциональная зависимость теплоемкости с от температуры не известна, можно приближенно принять
где сс – усредненная теплоемкость материала, Дж/(кг× К); ск – теплоемкость материала при Тк; сн – теплоемкость материала при Тн. Если в процессе термообработки происходят фазовые изменения в материале загрузки (плавление, испарение и т. д.), то следует учесть и теплоты, необходимые для этих процессов, тогда
где Теплоту, поглощаемую или выделяемую в результате химических реакций, находят по уравнению
где
где Для расчета соответствующих мощностей необходимо знать время нагрева загрузки tн до заданной температуры, тогда
Теплоту, необходимую для прогрева вспомогательных приспособлений (конвейер, лодочки, поддоны), рассчитывают суммированием расхода теплоты по каждому элементу, причем для методических печей расчет ведут отдельно для каждой зоны:
где сi – усредненная теплоемкость i-го элемента, Дж/(кг× К); Если в печи создают специальную атмосферу подачей газа, то расход мощности на нагрев газа равен
где qг – массовый расход газа в единицу времени, кг/с; сг – усредненная теплоемкость газа, Дж/(кг× К); Тк – температура газа на выходе из печи, К; Тн – температура газа на входе в печь, К. Для садочных печей всю теплоту, необходимую для нагрева газа, определяют по формуле
где Мг – масса газа, прошедшего через печь за цикл термообработки. В результате полезная теплота и полезная мощность составят:
Тепловые потери печи в течение одного цикла складываются из тепловых потерь за отдельные периоды цикла, т. е. из потерь за продолжительность нагрева (tнагр), продолжительность выдержки (tвыд), продолжительность остывания (tост) и продолжительность простоя (tпр) печи при загрузке и выгрузке:
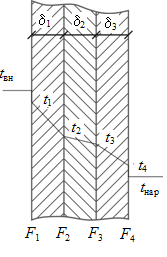
Для печей периодического действия потери за время остывания (поскольку остывание проводят чаще всего при выключенной печи) и простоя не учитывают. Для методических туннельных печей, работающих, как правило, в полунепрерывном режиме, время простоя и остывания также не учитывают. Расчет тепловых потерь в режиме стационарного переноса теплоты через стены печи сводится к решению задачи теплопередачи через многослойную плоскую либо цилиндрическую поверхность. С достаточной для инженерных расчетов точностью можно перейти от идеального случая бесконечных поверхностей к реальной стенке печи, состоящей из j слоев футеровки, образующих i поверхностей с различной площадью. Например, для трех слоев теплоизоляции (рис. 3) уравнение теплового потока, записанное для всей поверхности стенки, примет вид:
 j– коэффициент теплопроводности j-го cлоя, Вт/(м× К); j– коэффициент теплопроводности j-го cлоя, Вт/(м× К);  – площади i-х поверхностей, м2; Fj – усредненная площадь j-го слоя, м2; – площади i-х поверхностей, м2; Fj – усредненная площадь j-го слоя, м2;  – толщина слоя изоляции, м. – толщина слоя изоляции, м.
Так как l зависит от температуры материала футеровки, то в формулу (44) подставляют усредненный коэффициент, взятый для средней температуры, например для III слоя tIII = При расчете потерь в методической многозонной печи рассчитывают потери для каждой температурной зоны (с учетом особенностей футеровки пода, стен и свода) и затем складывают. Для трехслойной цилиндрической стенки (рис. 4) величина тепловых потерь примет вид:
где
Рис. 4. Трехслойная цилиндрическая стенка
Высоту j-го слоя футеровки принимают как среднее арифметическое высот поверхностей этого слоя, например НIII = Теплоотдача от наружной стенки печи в окружающую среду носит сложный характер, поэтому для инженерных расчетов при условии tнар = 20°С и температуре поверхности печи, равной 40оС, берут следующие значения коэффициента aнар в формулах (43) и (44): – для вертикальной поверхности – 10, 6 Вт/(м2× К); – для верхней горизонтальной поверхности – 12, 0 Вт/(м2× К). – для нижней горизонтальной поверхности – 8, 6 Вт/(м2× К). Значение коэффициента теплоотдачи от наружной поверхности стены (свода) в окружающую среду Вт/(м2 К) можно рассчитать по формуле:
где A – коэффициент, учитывающий размещение футеровки. Для стен этот коэффициент принимают равным 2, 6: для пода – 1, 6: для свода – 3, 3; eст – степень черноты наружной поверхности футеровки; tокр и Tокр – температура окружающего печь воздуха, оС и К; tн и Tн – температура поверхности футеровки, оС и К; 5, 76 – коэффициент излучения абсолютно-черного тела, Вт/(м2 К4). Расчет футеровок проводят методом последовательных приближений. 1. Задают количество слоев, их толщину и материал футеровки, геометрические размеры печи и внутреннего пространства, температуру внутри печи (или на внутренней поверхности футеровки – t4) и температуру снаружи. 2. Произвольно задаются значениями температур на j-х поверхностях теплоизолирующих слоев ti. 3. Рассчитывают Fi или Нi и ti. 4. По справочным данным на основании выбранной ti определяют li. 5. По уравнению (44) или (45) рассчитывают Nф. 6. Проверяют значения температур t, решая обратную задачу по отдельным слоям футеровки:
7. Сравнивают полученные значения Тi с заданными в начале расчета (п. 2). Если эти величины совпадают с достаточной точностью, то расчет считают законченным. В случае несовпадения задают новые Тi и расчет повторяют. При расчете методических печей, имеющих определенные размеры и слои футеровки, задача сводится к проверке температур на границе слоев, температуры поверхности печи (обеспечивает ли выбранная футеровка безопасные условия работы), оценке величины тепловых потерь с учетом возможной замены элементов футеровки. При этом рекомендуется следующая последовательность расчета (на примере печи с плоской стенкой). Рассчитывают тепловой поток через футеровку выбранных толщины и материалов при lо – коэффициенте теплопроводности при нормальных условиях (20ос) для плоской стенки:
где Nф – тепловой поток через футеровку. Вт/м2; tвн – температура рабочего пространства печи, оС; Определяют температуру промежуточных точек (на границе слоев футеровки):
Определяем средние температуры слоев футеровки:
Определяем l, соответствующий средним температурам слоев для выбранного материала футеровки с учетом температурной зависимости (l1, l2, l3), Вт/(м К). Уточняем тепловой поток через систему по формуле (54). Уточняем температуру промежуточных точек по формулам:
Уточняем средние температуры слоев футеровки и значения коэффициента теплопроводности, отвечающие этим температурам, оС по формулам (57–58). Определяют значения l для уточненных средних температур футеровки. Определяют значение коэффициента теплоотдачи aнар от наружной поверхности стены (свода) в окружающую среду, Вт/(м К) по формуле (46). Определяют коэффициент теплопередачи:
Определяют расчетную температуру внешней поверхности печи, оС:
Если разница между полученной и принятой к расчету температурами отличается на Отдельно подсчитываются тепловые потери через закрытую и открытую дверцы, причем учитывается продолжительность открытого состояния последней:
где qп.откр.дв и qп.закр.дв – тепловые потери через открытую и закрытую дверцы печи. Тепловые потери через закрытую дверцу рассчитываются так же, как и потери через любую стенку, потери через открытую дверцу определяются излучением и конвекцией. Потери на излучение qизл.отв, Вт, рассчитываются по закону Стефана – Больцмана, причем можно принять, что малые отверстия излучают, как абсолютно черные тела (e = 1, 0), а крупные отверстия, приближающиеся по своим размерам к внутренним габаритам печной камеры, со степенью черноты e = 0, 8:
где Значения коэффициента диафрагмирования могут быть взяты из графика (рис. 5). В печах, которые работают непрерывно и в которых не производится остывание изделий, средние значения температур камеры печи мало отличаются от рабочей температуры. Для них тепловые потери периодов нагрева, выдержки и простоев можно считать одинаковыми и равными тепловым потерям при рабочей температуре печи. В печах с остывающими изделиями или отключающихся на длительное время (например, при односменной работе) при каждом остывании теряется часть аккумулированной кладкой теплоты, которая должна возобновляться при следующем нагреве печи. Эта теплота может быть найдена как потери кладкой печи за время остывания изделий и простоя, причем приближенно это можно сделать, учитывая потери за прошедший период как средние при температурах начала и конца остывания печи.
Рис. 5. Коэффициент диафрагмирования отверстий: 1 – круглое сечение; 2 – квадратное; 3 – прямоугольное (соотношение сторон 2: 1); 4 – длинная щель высотой А Тепло, аккумулированное печью, определяют исходя из теплоемкости и температур всех элементов конструкции печи:
где Мi – масса i-го элемента конструкции, кг; сi – средняя теплоемкость i-го элемента конструкции, Дж/(кг× К); Ti – средняя температура, до которой прогрет i-й элемент конструкции, К; Т0 – начальная температура элементов конструкции печи, К. Расход энергии на единицу обрабатываемой в печи продукции может быть определен из выражения
где Е – производительность печи, кг/ч. Тепловой КПД печи рассчитывают по формуле
Количество теплоты, которое необходимо ввести в печь за период нагрева изделий, должно быть достаточным, чтобы нагреть садку и жароупорные детали, а также, чтобы компенсировать тепловые потери печи за время остывания в ней изделий и ее простоя:
Мощность печи периодического действия Рпечи, Вт, определяется по формуле
а для методических печей
где K = 1, 2–1, 5 – коэффициент запаса. Запас мощности берется для того, чтобы обеспечить повышенную теплоотдачу изделиям в первый этап нагрева изделий (при qпотерь = const); кроме того, этим коэффициентом предусматривается учет возможного ухудшения тепловой изоляции печи в эксплуатации, старения нагревателей, возможного снижения напряжения в цехе против номинального на 5–10% и других местных обстоятельств, учесть которые при проектировании невозможно. Следует иметь в виду, что раздельное определение Рпол, Рвсп возможно лишь тогда, когда нагрев изделий и вспомогательных деталей не связан (например, крючки, на которых подвешены изделия, газовая атмосфера печи). Если же тепловые потоки, идущие на нагрев изделий и вспомогательных деталей, сливаются (изделия лежат на поддонах, часть теплоты проходит в изделия через поддоны), то время нагрева должно определяться для изделия и вспомогательных деталей; полезный и вспомогательный тепловые потоки будут для них общими, так же как и поверхность, воспринимающая теплоту Fизд. В этом случае
Иначе рассчитывают нагрев изделий в таре или муфеле. В этих условиях определение времени нагрева расчетным путем затруднительно, и оно обычно задается на основе опытных данных, а мощность печи определяется по формуле (69). Когда температурный перепад в изделиях в период нагрева ограничен технологическим заданием или когда задана максимальная скорость нагрева изделий q, принятые значения удельного теплового потокаqп должны быть проверены по выражениям: – для пластины:
где S – толщина изделия; – для цилиндра:
Сводный тепловой баланс электропечи сопротивления приведен в табл. 7.
Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 990; Нарушение авторского права страницы
 ,
,
 ,
,
 ,
,
 ,
,

 =
=  ,
,
 – термодинамические температуры садки в нагретом и начальном состояниях, К; Fсадки – площадь садки, м2.
– термодинамические температуры садки в нагретом и начальном состояниях, К; Fсадки – площадь садки, м2. ,
,
 – масса одного моля нагреваемого вещества, кг; М – масса вещества, кг; с – теплоемкость вещества, Дж/(моль× К); Т1 и Т2 – начальная и конечная термодинамическая температура вещества загрузки, К.
– масса одного моля нагреваемого вещества, кг; М – масса вещества, кг; с – теплоемкость вещества, Дж/(моль× К); Т1 и Т2 – начальная и конечная термодинамическая температура вещества загрузки, К. ,
,
 – теплота фазового превращения, Дж/(моль× К); Тф – температура фазового превращения, К; с1 и с2 – теплоемкости исходной и образовавшейся фаз соответственно. Теплоты фазовых превращений рассчитают в курсовом проекте по технологии.
– теплота фазового превращения, Дж/(моль× К); Тф – температура фазового превращения, К; с1 и с2 – теплоемкости исходной и образовавшейся фаз соответственно. Теплоты фазовых превращений рассчитают в курсовом проекте по технологии. ,
,
 – теплота образования каждого из продуктов реакции при температуре Тк;
– теплота образования каждого из продуктов реакции при температуре Тк;  – теплота образования каждого из исходных веществ при температуре Тн,
– теплота образования каждого из исходных веществ при температуре Тн,  – тепловой эффект реакции; n – число молей вещества загрузки.
– тепловой эффект реакции; n – число молей вещества загрузки. =
=  ,
,
 – стандартная мольная энтальпия образования.
– стандартная мольная энтальпия образования. ,
,
 – масса i-го вспомогательного элемента, нагреваемого за цикл термообработки, кг Тк и Тн – конечная и начальная температура i-го элемента, К.
– масса i-го вспомогательного элемента, нагреваемого за цикл термообработки, кг Тк и Тн – конечная и начальная температура i-го элемента, К.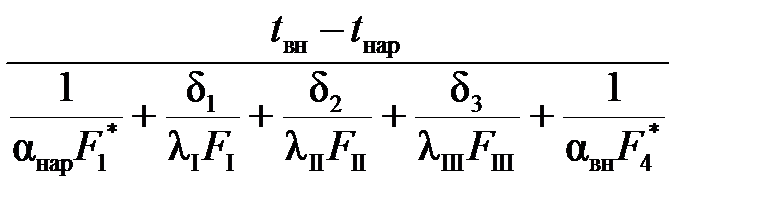 ,
,
 . Поверхность Fj берут как среднее квадратичное площадей поверхности j-го слоя: FIII =
. Поверхность Fj берут как среднее квадратичное площадей поверхности j-го слоя: FIII =  .
. +
+
 ,
,
 – диаметр i-й цилиндрической поверхности;
– диаметр i-й цилиндрической поверхности;  – высоты i-х поверхностей, м; Нi – усредненная высота j-го слоя футеровки, м.
– высоты i-х поверхностей, м; Нi – усредненная высота j-го слоя футеровки, м. .
. ,
,
 ; t1 = tвн –
; t1 = tвн –  ;
;
 ; t2 = t1 –
; t2 = t1 –  ;
;
 ; t3 = t2 –
; t3 = t2 –  ;
;
 ; t4 = t3 –
; t4 = t3 –  ;
;
 ; tнар = t4 –
; tнар = t4 –  .
.
 ,
,
 – принятая толщина слоя футеровки, м; lо – коэффициент теплопроводности отдельного слоя футеровки (lо1, lо2, lо3 и т. д.), определенный с учетом температурной зависимости и материала футеровки, Вт/(м К).
– принятая толщина слоя футеровки, м; lо – коэффициент теплопроводности отдельного слоя футеровки (lо1, lо2, lо3 и т. д.), определенный с учетом температурной зависимости и материала футеровки, Вт/(м К).
 ;
;
 ;
;
 .
.
 ;
;
 и т.д.
и т.д.

 5оС, следует изменить толщину слоев футеровки или выбрать другой теплоизоляционный материал и произвести повторный расчет до получения соответствующей разности температур.
5оС, следует изменить толщину слоев футеровки или выбрать другой теплоизоляционный материал и произвести повторный расчет до получения соответствующей разности температур. + qп.закр.дв
+ qп.закр.дв  ,
,
 ,
,
 – абсолютная термодинамическая температура рабочей камеры печи, К; То – абсолютная термодинамическая температура окружающего печь воздуха, К; Fотв – площадь окна дверцы, м2; j – коэффициент диафрагмирования, учитывающий глубину отверстия и экранирующее действие его стен.
– абсолютная термодинамическая температура рабочей камеры печи, К; То – абсолютная термодинамическая температура окружающего печь воздуха, К; Fотв – площадь окна дверцы, м2; j – коэффициент диафрагмирования, учитывающий глубину отверстия и экранирующее действие его стен.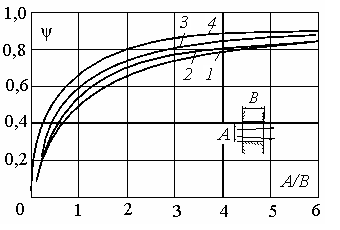
 ,
,
 ,
,
 .
.
 нагр + qпотерь выд
нагр + qпотерь выд  выд +
+ qпотерь ост
выд +
+ qпотерь ост  ,
,
 , или qп £ qср S,
, или qп £ qср S,
 , или qп £ 0, 5qсрR.
, или qп £ 0, 5qсрR.