|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Курсовая работа: Проект вертикально-фрезерного станка 6Р12ПСтр 1 из 4Следующая ⇒
Курсовая работа: Проект вертикально-фрезерного станка 6Р12П Введение Фрезерование – один из распространённых и производительных методов обработки металлов резанием. Процесс резания при фрезеровании сложнее чем при точении. При точении резе непрерывно находится в контакте с заготовкой и срезает стружку постоянного сечения. При всех видах фрезерования с заготовки срезается прерывистая стружка переменной толщины. Кроме того, при фрезеровании каждый зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из контакта при каждом обороте фрезы. Вход зуба в контакт с обрабатываемой заготовкой сопровождается ударом. Таким образом, условия работы фрезы значительно тяжелее условий работы резца при точении. Поэтому важно знать основные закономерности процессов фрезерования, чтобы в каждом конкретном случае производить обработку при наивыгоднейших условиях с наибольшей производительностью. Процесс резания при фрезеровании сопровождается следующими явлениями: - пластической деформацией металла как в срезаемом слое, так и ниже линии среза над обработанной поверхностью; - трением стружки о переднюю грань и обрабатываемой поверхности о заднюю грань инструмента; - выделение теплоты, которая рассеивается в стружку, инструмент, изделие и окружающую среду; - изнашивание режущего инструмента; - возникновении в процессе резания металлов при определённых условиях различного вида вибраций (колебаний).
Особенности процесса резания при фрезеровании Процесс резания при фрезеровании характеризуется периодичностью рабочих и холостых циклов зубьев фрез, температурными колебаниями нагрева зубьев, переменной нагрузкой на зуб фрезы, переменной толщиной стружки. При фрезеровании резание осуществляется только на части дуги окружности, пока зубья фрезы находятся в контакте с обрабатываемым материалом, после чего он совершает холостой ход. В ряде случаев врезание фрезы в заготовку сопровождается ударом, что способствует повышенному изнашиванию и выкрашиванию режущих кромок. Если врезание осуществляется с нулевой толщины, как при работе осевыми фрезами, то режущая кромка не сможет сразу внедриться в металл и на некотором участке будет скользить по поверхности металла, сминая и наклёпывая его. При биении фрезы, когда отдельные зубья находятся на разных расстояниях от оси её вращения, возникают значительные колебания сил на отдельных зубьях. Прерывистость процесса резания и колебания сил при резании создают неблагоприятные условия для работы станка и способствуют возникновению вибраций. Периодический нагрев при рабочем цикле и охлаждение при холостом вызывают колебания температуры режущих лезвий. При работе без охлаждения эти колебания не столь значительны, так как воздушная среза слабо отводит теплоту. Для более интенсивного охлаждения применяют СОЖ. При обработке чугунов и других хрупких металлов нагрев режущих лезвий незначительный, поэтому использование охлаждающих жидкостей не требуется. Тенденции развития станков Разработка и внедрение новых типов станков с ЧПУ становится одним из главных направлений автоматизации производства. При хорошей организации производства станки с ЧПУ дают в короткие сроки большой экономический эффект: 1. Облегчается подготовка производства новых изделий, сокращается подготовительно-заключительное время, не требуется проектирование и изготовление сложных станочных приспособлений. 2. Повышается качество выпускаемой продукции (точность перемещений не зависит от квалификации рабочих). 3. Повышается производительность труда за счёт сокращения машинного и вспомогательного времени. 4. Улучшается использование станков во времени. Кроме того, получили распространение многооперационные станки, на которых производят комплексную последовательную обработку деталей различными инструментами с автоматической их сменой в рабочем помещении. Одной из основных тенденций развития фрезерных станков является расширение их технологических возможностей, путём оснащения его различными приспособлениями, внедрение более качественного инструмента (что позволяет увеличить верхний предел частот вращения шпинделя). В вертикальных консольно-фрезерных станках повышение точности достигается увеличением жёсткости при точном изготовлении узлов и деталей, оснащёние механизмами точного отсчёта перемещений. Долговечность и качество станков повышается при закалке чугунных направляющий или установке калёных стальных накладных направляющих, применение устройств для выборки зазоров в передачах винт-гайка, централизованной системой смазки, хорошей защиты трущихся пар от загрязнения и др. рост производительности обеспечивается за счёт увеличения мощности главного привода, расширения диапазона регулирования скоростей, повышения скорости быстрых перемещений, механического зажима инструмента и заготовок, применение различных приспособлений.
Анализ гаммы станков Для анализа приведём некоторые основные технические характеристики вертикально-фрезерных станков. В таблице 1 рассмотрены вертикально-фрезерные консольные станки. Таблица 1. Основные параметры вертикально-фрезерных консольных станков.
Для рассмотрения возьмём группы вертикально-фрезерных консольных станков. Из табл. 1 видно, что основные параметры варьируются в достаточно широких диапазонах: Размеры рабочей поверхности стола от 160*630 до 400*1600. Наибольшие перемещения стола: Продольное от 400 до 100 Вертикальное от 160 до 300 Поперечное от 300 до 420 Числа скоростей шпинделя от 12 до 18 Частоты вращения шпинделей от 63 – 2800 до 31, 5 – 1600 Мощность электродвигателя от 2, 2 до 11 В основном большое распространение получили станки среднего типоразмера. Анализ показывает, что повышение производительности достигается путём увеличения мощности и быстроходности привода главного движения, скоростей быстрых перемещений, расширении диапазона регулирования скоростей и подач. Техническое задание Служебное назначение проектируемого оборудования и область его применения Станок вертикально-фрезерный 6Р12П предназначен для горизонтального- и вертикального фрезерования изделий из различных материалов. На данном станке используются цилиндрические, дисковые, торцовые, концевые, шпоночные, фасонные и другие фрезы. Станок предназначен для работы в инструментальных цехах крупносерийного и массового производства и в основных цехах мелкосерийного производства. Станок предназначен для внутренних постановок. Кинематическое исполнение и категория размещения станков по ГОСТ 15150 – 69 – «УХЛ» категория 4, для работы при температуре от +5 до 40. Высота над уровнем моря до 1000 метров. Техническое задание разрабатывают на основании приказа 06/4-51 по КузГТУ от 30.03.2009 г. «Использование ПО «Ansys» для автоматизированного проектирования деталей станков». Основные технические характеристики станка приведены в таблице 2 Таблица 2. Технические характеристики станка 6Р12П
Требования и нормы показателей качества при эксплуатации станка Данные станки должны обеспечить безотказность работы, отличаться долговечностью и быть ремонтно-пригодными. Должно обеспечиваться требование устойчивости к вибрациям, влияния внешней среды. Должны быть учтены оптимальные: количество, размеры, сложность формы и точность изготовления деталей станка. Обеспечить совокупность свойств конструкции изделия, проявляемых в возможности оптимизации затрат труда, средств, материалов и времени при технологической подготовке производства, изготовлении, эксплуатации и ремонта. Должно быть обращено особое внимание на использование стандартных, нормализованных узлов, деталей и агрегатов. Должны быть учтены следующий коэффициенты унификации по числу деталей, по массе, по трудоемкости. Для создания условий обеспечивающих безотказность работы должны соблюдаться следующий требования: 1. Предусмотреть ограждения вращающихся и движущихся частей 2. Предусмотреть устройства, защищающие рабочего от стружки, пыли, СОЖ. 3. Автоматизировать работу станка. 4. Снабдить станок тормозным устройством. 5. Снизить до минимума шум станка. 6. Предусмотреть местную вентиляцию и освещение. 7. Обеспечить надёжное заземление станка. Должны быть учтены эргономические требования. К ним относятся: закономерности зрительного восприятия, антропометрические данные, биомеханические возможности человека. При проектировании станка должны быть соблюдены требования, касающиеся вопросов технической эстетики. Должны быть учтены условия среды, где будет находится станок. В оформлении станка должно существовать композиционное единство, определённый замысел и порядок построения его форм. Должна быть соблюдена масштабность станка. Для изготовления деталей станков применяются самые разнообразные материалы. При проектировании станка нужно учесть требования, предъявляемые к материалам, намеченным для применения в станке при его изготовлении и эксплуатации. Различные металлы применяются для изготовления станин, салазок, столов, консолей, шпинделей, подшипников, ходовых винтов и т.д. Пластмассы применяются для изготовления: направляющих, зубчатых колёс, втулок, вкладышей, деталей делительных устройств, ремней, муфт, крышек, ограждений и т.д. Железобетон: станины и другие базовые детали. Отделочные материалы и покрытия: лакокрасочное материалы, гальванические покрытия, облицовочно-декоративные материалы и др. При проектировании станка должны быть учтены климатические условия в которых будет эксплуатироваться данный станок. Должны быть учтены температура воздуха, среднесуточное её колебание, влажность воздуха, соленые испарения, количество осадков. Должны быть учтены требования к маркировке, наносимой на станок и тару. Важно предусмотреть возможные варианты консервации и установки станка в зависимости от условий его транспортировки. Должны быть предусмотрены различные виды транспортных средств, позволяющих транспортировать данный станок. Предусмотреть места и способы крепления, на крупных узлах станка, необходимых при транспортировании и установке станка на место. Должна быть обеспечена патентная чистота. Для этого необходимо: 1. знать патентные закон стран, в которых намечается поставка станков или передача технической документации. 2. изучить описание российских и иностранных изобретений, что сократит время и средства на поиски уже известных решений. 3. изучить фонды свидетельств и патентов на промышленные образцы 4. проверять патентную чистоту отдельных элементов и узлов. 5. принимать меры для патентования за границей оригинальны конструкций. Служебное назначение станка Станок вертикально-фрезерный 6Р12П предназначен для горизонтального- и вертикального фрезерования изделий из различных материалов. На данном станке используются цилиндрические, дисковые, торцовые, концевые, шпоночные, фасонные и другие фрезы. Станок предназначен для работы в инструментальных цехах крупносерийного и массового производства и в основных цехах мелкосерийного производства. Станок предназначен для внутренних постановок. Кинематическое исполнение и категория размещения станков по ГОСТ 15150 – 69 – «УХЛ» категория 4, для работы при температуре от +5 до 40. Высота над уровнем моря до 1000 метров.
Расчёт передач Мощность на валах Согласно установленному электродвигателю N= 7, 5 кВт, находим мощности на других валах коробки скоростей [3]. Nв = Nдв * η 1x * η 2y *…* η 3z, (4) где η 1 – КПД эластичной муфты, η 2 – КПД подшипников качения, η 3 – КПД зубчатой передачи, η 4 – КПД конической передачи. N1 = Nдв * η 1 * η 2 = 7, 5 * 0, 98 * 0, 995 = 7, 31 кВт N2 = Nдв * η 1 * η 22 * η 3 = 7, 5 * 0, 98 * 0, 9952 * 0, 95 = 6, 91 кВт N3 = Nдв * η 1 * η 23 * η 32 = 7, 5 * 0, 98 * 0, 9953 * 0, 952 = 6, 53 кВт N4 = Nдв * η 1 * η 24 * η 33 = 7, 5 * 0, 98 * 0, 9954 * 0, 953 = 6, 17 кВт N5 = Nдв * η 1 * η 25 * η 34 = 7, 5 * 0, 98 * 0, 9955 * 0, 954 = 5, 84 кВт N6 = Nдв * η 1 * η 26 * η 34 * η 4 = 7, 5 * 0, 98 * 0, 9956 * 0, 954 * 0, 92 = 5, 34 кВт N7 = Nдв * η 1 * η 27 * η 35 * η 4 = 7, 5 * 0, 98 * 0, 9957 * 0, 955 * 0, 92 = 5, 05 кВт Определение крутящих моментов на валах Определим максимальные моменты, которые способна развить дана коробка скоростей при данной мощности с учётом передаточных отношений [1]. Мо = 9740 * Nдв / nдв * η 1 = 9740 * 7, 5/1460 * 0, 99 = 48, 54 Н*м М1 = Мо * η 1 = 48, 54 * 0, 99 = 48, 05 H*м М2 = М1 * u1 * η 2 * η 3 = 4, 805 * 1, 96 * 0, 99 * 0, 95 = 88, 57 Н*м М3 = М2 * u2 * η 2 * η 3 = 8, 857 * 2, 376 * 0, 99 * 0, 95 = 197, 92 Н*м М4 = М3 * u3 * η 2 * η 3 = 19, 792 * 2, 7 * 0, 99 * 0, 95 = 502, 6 Н*м М5 = М4 * u4 * η 2 * η 3 = 50, 26 * 3, 63 * 0, 99 * 0, 95 = 1715, 9 Н*м М6 = М5 * u5 * η 2 * η 3 * η 4 = 171, 59 * 1 * 0, 99 * 0, 95 * 0, 92 = 1484, 7 Н*м М7 = М6 * u6 * η 2 * η 3 * η 4 = 148, 47 * 0, 64 * 0, 99 * 0, 95 * 0, 92 = 822, 2 Н*м По рекомендациям ЭНИМС максимальный крутящий момент на шпинделе фрезерного станка определяется по следующей зависимости [4]: Мшп.max. = Сф * t * Sz * zф * Кф, (5) где Сф – коэффициент, учитывающий значение удельного крутящего момента; t – глубина резания; Sz – подача на зуб; zф – число зубьев фрезы; Кф – коэффициент динамической нагрузки при фрезеровании Анализ показывает, что значение Мшп.max для вертикально фрезерного станка составляет 843, 6 Н*м. Ориентировочное определение диаметров валов Предварительно оцениваем средний диаметр валов из расчёта только на кручение при пониженных допускаемых напряжениях [5].
где [τ ] – допускаемые напряжения, МПа (12…15 МПа) Т – крутящий момент на валу, Н*м Согласно формуле 6:
Определение межосевых расстояний [5]
где [σ н] – допускаемые напряжения, МПа (550 МПа) Ка – поправочный коэффициент учитывающий условия работы, (Ка = 495) Кнв – коэффициент концентрации нагрузки (Кнв = 1, 0) Ψ а – при несимметричном расположении колёс относительно опор вала 0, 25 Ψ а – при симметричном расположении колёс относительно опор вала 0, 4 Тне – эквивалентный момент на валу, Н*м. Определяем межосевое расстояние для наиболее нагруженных пар колёс. Наиболее тяжело нагруженными являются пары: 2-6, 5-14, 9-11, 15-18, 21-22 Расчёт шпинделя Основные требования Шпиндель - одна из наиболее ответственных деталей станка. Он является последним звеном коробки скоростей, несущим заготовку или инструмент. От него во многом зависит точность обработки. Шпиндельные узлы предназначены для осуществления точного вращения инструмента или обрабатываемой детали. К шпиндельным узлам станков предъявляются следующие требования: 1. Точность вращения, измеряемая биением на переднем конце шпинделя в радиальном или осевом направлении. 2. Жёсткость шпиндельного узла определяемая по упругим перемещениям переднего конца шпинделя. 3. Виброустойчивость шпиндельного узла, существенно влияющая на устойчивость всего станка. 4. Долговечность шпиндельных узлов. 5. Ограничение тепловыделения и температурных деформаций, которые сильно влияют на точность обработки. 6. Быстрое и надёжное закрепление инструмента или заготовки, обеспечивающее их точное центрирование и соответственно точное вращение. Материал и термическая обработка. Решающим фактором, определяющим выбор материала шпинделя, является: твёрдость и износостойкость шеек и базирующих поверхностей фланцев и стабильность размеров и формы шпинделя в процессе его работы и изготовления. Для шпинделей станков нормальной и повышенной точности, имеющим конусные отверстия, фланцы, пазы применяется объёмная закалка, обеспечивающая твёрдость в пределах HRC 56 – 60. В этом случае шпиндель изготавливают из Сталь 50Х. Выбор конструктивного варианта шпиндельного узла В вертикально-фрезерном станке, как правило, применяются трёхопорные шпиндели, с целью увеличения демпфирования в шпиндельном узле. В нашем случае применим к нижней опоре сдвоенный конический роликовый подшипник качения, а в верхней опоре – одинарный роликовый подшипник. Данная схема обеспечивает достаточную жёсткость, виброустойчивость и стабильность наложения оси при вращении шпинделя. Расчёт шпинделя на жёсткость Определим упругие перемещения в месте резания, вызываемые собственно упругими деформациями шпинделя и его опор. Рассчитаем шпиндель при максимальном вылете гильзы. Так как в нижней опоре принят роликовый подшипник, то можно считать, что шпиндель в этом сечении не имеет поворота. В этом положении будем считать шпиндель как жёстко закреплённую балку. а – максимальный вылет гильзы Θ – угол прогиба у – прогиб Р – сила резания Р = (Рх2 + Рz2)0, 5, (23)
где Рх – осевая составляющая силы резания, Рz – тангенциальная составляющая силы резания. Рz = 9, 81 * Cp * tx * Szy * Bu * z * Kp / Dq * nw, (24) Принимаем коэффициенты, входящих в формулу для концевых фрез, с пластинами из т/с. Ср = 234; х = 0, 24; q = 0, 44; y = 0, 26; u = 0, 1; m =0, 37; Sz = 0, 1; t = 5 мм; Kp = 0, 856 Рz = 19702 / 4, 59 = 4292, 4 H Имеет место соотношение между силами резания Рх / Рz = 1 / 3 Но в процессе износа задней поверхности лезвий силы практически уравновешиваются и имеет место соотношение Рх / Рz = 2 / 3. Принимаем Рх = 2861, 6 Н Р = (4292, 42 + 2861, 62)0, 5 = 5159, 0 Н Уmax = p*a3 / 3*E*J Θ max = p*a2 / 2*E*J где J – момент инерции сечения шпинделя J = pi*D4 / 64 *(1 - ά ) J = 3, 14 * 704 / 64 * (1 – 0, 43) = 1415, 8 H Ymax = 5159, 0*703 / 3 * 2*106 * 1415, 8 * 103 = 4*10-4 мм = 4 мкм. Θ max = 5159, 0*702 / 2 * 2*106 * 1415, 8 * 103 = 4, 5*10-6 рад. j = p / Ymax – радиальная жёсткость. j = 515, 90 / 4 = 129 кг/мкм Радиальное упругое перемещение шпинделя в месте резания с учётом собственной деформации и других деформаций его опор определяется формулой.
Угол поворота шпинделя в нижней опоре Θ = Р * а * l / 3 * E * J1, (26) где Р – нагрузка а – длина консоли l – расстояние между опорами шпинделя J1 – момент инерции сечения шпинделя в пролёте между опорами J2 – момент инерции сечения консоли шпинделя Е – модуль упругости материала ja – жесткость верхней опоры jb – жесткость нижней опоры J1 = 3, 14 * 12, 54 / 64 * (1 – 0, 25) = 898, 8 H J2 = 3, 14 * 154 / 64 * (1 – 0, 56) = 1862, 8 H ja = 250 кг/мкм jb = 200 кг/мкм Подставляя в формулу получаем у = 5, 17 мкм Θ в = 515, 9*70*30 / 3*2*106*898, 8*103 = 2, 09 * 10-5 рад Радиальная жёсткость j = 515, 90 / 5, 17 = 101, 16 кг/мкм Выбор опор шпинделя В шпиндельных узлах современных станков в качестве опор применяются подшипники качения. Для них характерны небольшие потери на трение и простые схемы смазки, что гарантирует высокую долговечность и надёжность работы узла, а также не требует большого количества времени на обслуживание. Подшипники качения обеспечивают высокую точность вращения шпинделя и необходимую виброустойчивость. Нижняя опора шпинделя нагружена больше верхней. Её погрешность в большей степени влияет на точность обрабатываемых в станке деталей. Поэтому в нижней опоре устанавливаются подшипники более точные, чем в верхней. Нижнюю опору делают более жёсткой для чего в ней устанавливают сдвоенный подшипник. В данном случае в нижней опоре присутствует сдвоенный роликовый радиальный двухрядный подшипник с коническими роликами. Верхняя опора в зависимости от степени нагружения с шариковым или роликовым подшипником. В данном случае применяется роликовый конический подшипник. Конструкция переднего (нижнего) конца шпинделя Нижний конец шпинделя служит для базирования и закрепления режущего инструмента. Передний конец шпинделя выполняется по ГОСТ. Точное центрирование и жёсткое сопряжение инструмента со шпинделем коническим соединением. Применяем конус конца шпинделя по ГОСТ 24644 – 81 с уклоном 7: 24. Степень точности конуса АТ5.
Рис. 5 Конструкция нижнего конца шпинделя
Цепь подач В вертикально-фрезерном станке движение подач – перемещение стола в продольном, поперечном и вертикальном направлениях. Кроме того, для всех направлений есть ускоренное перемещения. Привод подач раздельный от цепи привода главного движения и осуществляется отдельным электроприводом. С цепями подач, как правило, сопрягаются цепи подач для быстрых и ускоренных перемещений рабочих органов станков. В отличие от приводов главного движения, приводы подач являются тихоходными, с большой степенью редукции. Выбор структуры привода В станкостроении широкое применение получили приводы подач с одним высокомоментным электромотором и зубчатыми коническими и цилиндрическими передачами. Подача осуществляется путём добавления в конце кинематической цепи пары, преобразующей вращательное движение, в поступательное (винт-гайка, колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся через муфту и зубчатые пары на тяговый механизм винт-гайка. Выбор электродвигателя Для выбора электродвигателя по мощностным характеристикам необходимо знать усилие, затрачиваемое на подачу. Nп = Nэп/η п (27)
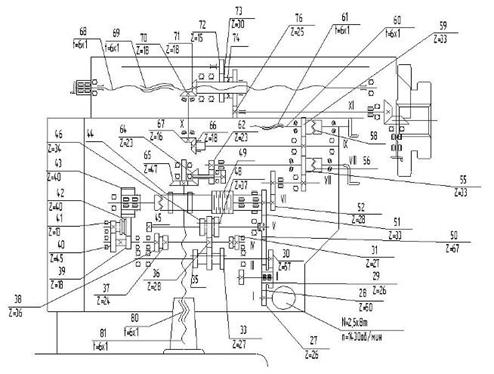
где η п = 0, 15-0, 2 КПД привода подач Nэп – эффективная мощность подачи Nэп = Q * Sv / 60 * 102 * 1000 (28) где Q – тяговое усилие станка (принимаем 2000 Н) Sv – скорость подачи мм/мин Nэп = 2000 * 1600 / 60 * 102 * 1000 = 0, 298 кВт Nп = 0, 298 / 0, 15 = 1, 987 кВт Согласно рассмотренной гамме станков и потребной мощности на подачу, принимаем электродвигатель марки АО2-314С2 мощностью 2, 5 кВт и частотой вращения ротора 2800 об/мин. Этот электродвигатель обеспечивает подачи стала станка 25-1250 мм/мин и ускоренный его ход 1600 мм/мин. Кинематическая схема подач вертикально-фрезерного станка После того как произведён выбор электродвигателя, необходимо разработать принципиальную схему привода подач станка. Принимаем согласно тех заданию привод подач, обеспечивающий пределы подач станка от 25 до 1250 мм/мин. Для обеспечения данного количества подач станка, строим кинематическую схему подач (рис.6). Все подачи станка могут осуществляться механически и в ручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение. От электродвигателя мощностью 2, 5 кВт вращение передаётся через зубчатое колесо 27 и подвижный блок шестерён 28, находящимся на валу II на вал III, затем через 2 тройных блока шестерён – на вал VI. Посредством пары зубчатых колёс вращение передаётся на вал VII, а от него через зубчатые колёса на вал VIII, от которого через пару конических шестерён осуществляется вертикальное перемещение консоли при помощи ходового винта и гайки. Вращение от вала VIII на вал IX передаётся через пару зубчатых колёс, и так же от вала IX на вал X через пару зубчатых колёс. От вала IX через две пары конических колёс на винт-гайку и осуществление продольных перемещений стола.
Рис. 6. Кинематическая схема цепи подач Вращение от вала X посредством винт-гайки преобразуется в поперечное поступательно движение стола. Ручные перемещения стола осуществляются при помощи маховиков, расположенных на ходовых винтах, а вертикальное ручное перемещение консоли - при помощи рукоятки, насаженной на вал VII. Расчёт цепи подач Для примера произведём проверочный расчёт вертикальной подачи консоли. Расчёт конической передачи Диаметр внешней делительной окружности колеса.
где VН = 1, 035 КНВ – коэффициент зависящий от ψ d Ψ d = 0, 166 * (φ 2 + 1)0, 5 = 0, 29 Отсюда КНВ по таблице = 1, 45
Крутящие моменты на валах
Конусное расстояние и ширина колёс Угол делительного конуса колеса.
Конусное расстояние
Модуль передачи Внешний торцовый модуль передачи
где VН = 0, 85 КFВ = 1, 67
Числа зубьев
Окончательные значения размеров колёс Углы делительных конусов колеса и шестерни
Делительные диаметры колёс
Внешние диаметры колёс
где хn1 – коэффициент смещения.
Силы в зацеплении
где dm2 = 0, 85*de2 = 0, 857*133, 86 = 113, 78 мм
Осевая сила в шестерне
где γ а = 0, 44*sinδ 1 + 0, 7*cosδ 1=0, 7
Радиальная сила на шестерне
где γ r = 0, 44*cosδ 1 - 0, 7*sin1=0, 436 Радиальная сила на колесе Проверка зубьев колеса по напряжениям изгиба где YF1 = 3, 83, YF2 = 3, 62 VF = 0, 81 Напряжения изгиба в зубьях шестерни Проверка зубьев колёс по контактным напряжениям Ориентировочное определение диаметров валов Диаметры валов коробки подач принимаются одинаковыми: Выбор материала колёс Марки сталей одинаковы для колёс и шестерён. Выбираем Сталь 40Х ГОСТ 4543-71. Термическая обработка – улучшение на зубчатом венце и цементация на ступице. Твёрдость после улучшения HRC 48…56. Твёрдость сердцевины НВ 219…269, σ т = 800 МПа. Допускаемые контактные напряжения и напряжения изгиба: [σ Н] = 1064 МПа [σ Т] = 750 МПа Расчёт передачи ходовой винт-гайка Расчёт на износостойкость (ведут по среднему давлению) Выбор материала колёс Марки сталей одинаковы для колёс и шестерён. Выбираем Сталь 40Х ГОСТ 4543-71. Термическая обработка – улучшение на зубчатом венце и цементация на ступице. Твёрдость после улучшения HRC 48…56. Твёрдость сердцевины НВ 219…269, σ т = 800 МПа. Допускаемые контактные напряжения и напряжения изгиба: [σ Н] = 1064 МПа [σ Т] = 750 МПа Расчёт передачи ходовой винт-гайка Расчёт на износостойкость (ведут по среднему давлению) Допустимо р=12 МПа Крутящий момент, передаваемый ходовым винтом. Ход винта Н = t = 6 мм. Площадь поперечного сечения стержня винта при d1 = d – t = 25 – 6 = 19 мм.
Момент сопротивления
Расчёт на прочность Приведённое напряжение
Расчёт на жесткость Поскольку Е=1, 8*1010 Н/м2, максимальная продольная деформация винта:
что допустимо Список литературы 1. Тарзиманов Т.О. «Проектирование металлорежущих станков». – М: «Машиностроение», 1980 – 288 с. 2. Колев М.С. «Металлорежущие станки» -. М: «Машиностроение», 1980 г. 3. Пуш В.Э. «Конструирование металлорежущих станков». М: «Машиностроение», 1977 г. – 392 с. 4. Кувшинский В.В. Фрезерование. – М.: «Машиностроение», 1977 г. – 218 с. 5. Дунаев П.Ф., Леликов О.П. «конструирование узлов и деталей машин», - М. «Высшая школа», 2001 г. 6. Басов К.А. «Анзис в примерах и задачах». – М: «Компьютер пресс», 2002 г. 7. Басов К.А. «Графический интерфейс комплекса Анзис». – М: «Компьютер пресс», 2004 г. 8. Чигарёв А.В. «Анзис для инженеров». - М.: «Машиностроение», 2004 г.
Курсовая работа: Проект вертикально-фрезерного станка 6Р12П Введение Фрезерование – один из распространённых и производительных методов обработки металлов резанием. Процесс резания при фрезеровании сложнее чем при точении. При точении резе непрерывно находится в контакте с заготовкой и срезает стружку постоянного сечения. При всех видах фрезерования с заготовки срезается прерывистая стружка переменной толщины. Кроме того, при фрезеровании каждый зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из контакта при каждом обороте фрезы. Вход зуба в контакт с обрабатываемой заготовкой сопровождается ударом. Таким образом, условия работы фрезы значительно тяжелее условий работы резца при точении. Поэтому важно знать основные закономерности процессов фрезерования, чтобы в каждом конкретном случае производить обработку при наивыгоднейших условиях с наибольшей производительностью. Процесс резания при фрезеровании сопровождается следующими явлениями: - пластической деформацией металла как в срезаемом слое, так и ниже линии среза над обработанной поверхностью; - трением стружки о переднюю грань и обрабатываемой поверхности о заднюю грань инструмента; - выделение теплоты, которая рассеивается в стружку, инструмент, изделие и окружающую среду; - изнашивание режущего инструмента; - возникновении в процессе резания металлов при определённых условиях различного вида вибраций (колебаний).
Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 2038; Нарушение авторского права страницы