
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Производственные процессы (см. диаграмму)
• Процессы компании TWI для продуктового семейства рулевых тяг включают нарезку металлического стержня, приваривание наконечников, зачистку сварных швов (механическое удаление избытка сварочных материалов), покраску (выполняется сторонней фирмой) и последовательную сборку наконечников. Пазы на привариваемых наконечниках также обрабатываются в TWI. Законченные рулевые тяги складируются и ежедневно отправляются поставщикам. • Для перехода к производству стержней другой длины требуется 15-минутная переналадка операций резки, сварки и зачистки. • Для перехода к производству стержней другого диаметра нужна часовая переналадка операций резки, сварки и зачистки. Более длительная переналадка операций при изменении диаметра обусловлена в основном повышенными требованиями к контролю качества. • Переналадка для производства любого из трех типов штампованных наконечников занимает два часа.
• Стальные стержни поставляются Michigan Steel Co. Время выполнения заказа для поставки стержней составляет 16 недель. Отгрузка производится два раза в месяц. • Заготовки наконечников поставляются компанией Indiana Castings. Время выполнения заказа для получения заготовок наконечников составляет 12 недель. Доставка осуществляется два раза в месяц. TWI Industries
• Двадцать дней в месяц. • Все производственные участки работают в две смены. • Продолжительность каждой смены восемь часов, сверхурочное время — если это необходимо. • Два 15-минутных перерыва во время каждой смены. Во время перерывов неавтоматизированные процессы останавливаются. • Неоплачиваемый обед. Отдел управления производством TWI • Получает заказы от потребителей со сроком исполнения 60 дней и вводит их в систему MRP. • Формирует один «цеховой» заказ на потребителя, который проходит всю последовательность этапов производственного процесса. • Передает цеховые заказы в производство за шесть недель до отгрузки, чтобы ускорить поставку стержней и поковок, запланированных системой MRP. • Выпускает ежедневный список приоритетов для производственных мастеров. Мастера регулируют порядок выполнения цеховых заказов на своих участках в соответствии с этим списком. • Получает информацию от потребителей об изменениях размеров заказанных ими изделий за две недели до отгрузки и уведомляет мастеров об ускорении выполнения этих заказов. • Выдает отделу отгрузки ежедневный график отгрузки. Информация о процессах 1. Резка заготовок (станок распиливает стальные стержни для многих продуктов компании TWI): - ручной процесс с одним оператором; - время цикла: 15 секунд; - время переналадки: 15 минут (для изменения длины) и 1 час (для изменения диаметра); - надежность: 100%; - наблюдаемые запасы:
- 20 дней для заготовок стержней перед распиловкой; - 5 дней для нарезанных стержней. 2. Сварочный станок I (предназначенный для данного продуктового семейства): - здесь первая обработанная штамповка приваривается к стержню; - автоматический процесс, один оператор устанавливает заготовки и снимает готовые изделия; - время цикла: оператор = 10 секунд, сварочный аппарат = 30 секунд; - время переналадки: 15 минут (для изменения длины) и 1 час (для изменения диаметра); - надежность: 90%; - наблюдаемые запасы: 3 дня для готовых стержней. 3. Сварочный станок II (предназначенный для обработки данного продуктового семейства): - в этом процессе вторая обработанная штамповка приваривается к стержню; - автоматический процесс, один оператор устанавливает заготовки и снимает готовые изделия; - время цикла: оператор = 10 секунд, сварочный аппарат = 30 секунд; - время переналадки оборудования: 15 минут (для изменения длины) и 1 час (для изменения диаметра); - надежность: 80%; - наблюдаемые запасы: три дня для готовых стержней. 4. Участок зачистки (предназначенный для данного продуктового семейства): - автоматический процесс, один оператор устанавливает заготовки и снимает готовые изделия; - время цикла: оператор = 10 секунд, станок = 30 секунд; - время переналадки: 15 минут (для изменения длины) и 1 час (для изменения диаметра); - надежность: 100%; - наблюдаемые запасы: 5 дней для готовых стержней. 5. Покраска (рулевые тяги направляются для покраски внешнему поставщику): - время выполнения заказа = 2 дня; - ежедневно один грузовик загружают неокрашенными стержнями и разгружают с него окрашенные стержни; - наблюдаемые запасы: 2 дня у поставщика перед покраской и в течение 6 дней после покраски — в компании TWI. 6. Сборка наконечников (предназначен для сборки данного продуктового семейства): - ручной процесс, выполняется шестью операторами; - общее время сборки одного изделия: 195 секунд; - время переналадки оборудования: 10 минут; - надежность: 100%; - наблюдаемые запасы готовых товаров на складе: 4 дня для готовых рулевых рычагов. 7. Механическая обработка изделий (процесс предназначен для данного продуктового семейства): - автоматический процесс, обслуживается одним человеком; - время цикла: 30 секунд; - время переналадки: 2 часа; - надежность: 100%; - наблюдаемые запасы: - 20 дней, необработанные поковки от поставщика; - 4 дня, обработанные поковки. 8. Отдел отгрузки: забирает детали со склада готовых изделий и размещает их на стеллажах для отгрузки и доставки потребителям.
Часть III: ЧТО ДЕЛАЕТ ПОТОК СОЗДАНИЯ ЦЕННОСТИ БЕРЕЖЛИВЫМ? · Перепроизводство · Характеристики бережливого потока создания ценности Часть III: ЧТО ДЕЛАЕТ ПОТОК СОЗДАНИЯ ЦЕННОСТИ БЕРЕЖЛИВЫМ? · Перепроизводство · Характеристики бережливого потока создания ценности Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 833; Нарушение авторского права страницы
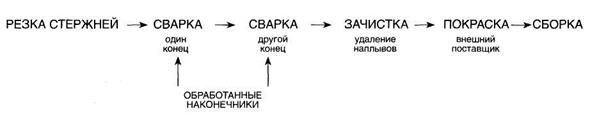 Этапы производства рулевых тяг
Этапы производства рулевых тяг  Рабочее время
Рабочее время