|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Для направляющих кронштейнов завода Acme
Сварочно-сборочная ячейка получает карточки канбан слева направо через заранее установленные интервалы (питчи)
Вопрос № 8: какие усовершенствования процессов понадобятся заводу Acme, чтобы поток создания ценности смог начать движение в соответствии с требованиями карты будущего состояния? Имея описание материальных и информационных потоков, мы можем представить, что заводу Acme Stamping нужны следующие усовершенствования в процессах: • Сокращение времени переналадки оборудования и объемов партий на участке штамповки, чтобы обеспечить более быструю реакцию на запросы процесса ниже по потоку. Нужно добиться выполнения «каждой детали каждый день» и затем перейти на «каждую деталь каждую смену». • Устранение продолжительного времени (10 минут) переналадки между операциями сварки левосторонних и правосторонних приводов, чтобы обеспечить непрерывный поток смешанной продукции сварочно-сборочного производства. • Увеличение готовности (уменьшение простоев) второй сварочной машины, так как теперь она будет связана с другими процессами в непрерывном потоке. • Сокращение потерь в ячейке сварки/сборки, чтобы сократить общее время выполнения работы до 168 секунд или менее. (Что позволяет задействовать трех операторов при текущем уровне спроса.) Мы отражаем эти пункты на нашей карте будущего состояния с помощью пиктограмм кайдзен. Нам необходимо также выяснить, как использовать существующую технологию штамповки, — предназначенную для выполнения штамповочных работ гораздо большего объема, чем надо потребителю данного продукта, — чтобы снизить потери. Секрет состоит в том, чтобы иметь такой штамповочный пресс, который также штампует детали для других продуктовых семейств на заводе, делает меньшие партии этих двух типов деталей нашего потока создания ценности и выпускает их более часто. Для этого потребуется дополнительное сокращение времени переналадки. В действительности методы сокращения времени переналадки на штамповочном прессе хорошо известны, и сокращения времени менее чем до 10 минут можно достичь быстро. При этом мы можем представить пресс, делающий только около 300 деталей левого привода и 160 деталей правого привода (продукцию, которую следует сделать за смену), затем производящий детали для другого потока создания ценности и возвращающийся к работе над левосторонними и правосторонними деталями в следующей смене. Параметр КДК теперь будет реально обозначать «каждую деталь каждую смену»! Таким образом, запасы между процессом штамповки и сварочно-сбо-рочной ячейкой можно будет сократить примерно на 85%. Теперь мы можем построить полную карту будущего потока создания ценности Acme с информационными и материальными потоками и конкретными мероприятиями кайдзен.
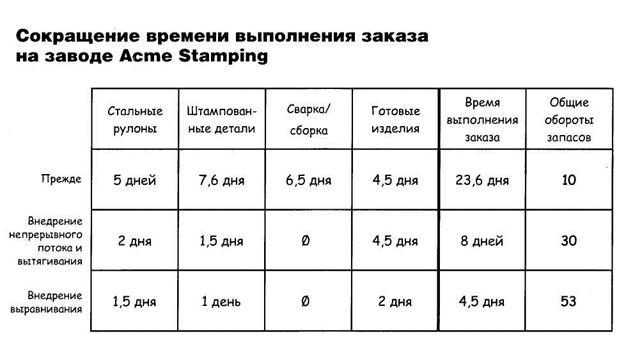
Вся прелесть вопроса № 8 состоит в том, что ваши действия по совершенствованию процессов становятся элементами целостного проекта потока создания ценности, а не просто отдельными мероприятиями по улучшению. Команды могут теперь начать совершенствовать процессы с четким пониманием того, зачем им это нужно. Однако непременно начинайте эти проекты совершенствования с создания системы вытягивания улучшений. Таким образом, вместо того чтобы толкать команду на сокращение времени переналадки пресса, начните с того, что через 30 дней вам следует сократить объемы партий на прессе до 300 и 160 изделий. Это создает чувство срочности работ при совершенствовании процесса. Таким же образом надо не только дать команде задание устранить затраты времени на замену сварочных приспособлений, но и дождаться, когда это будет выполнено. Добейтесь, чтобы в течение 14 дней сварочный и сборочный процессы смогли влиться в непрерывный поток. Подведение итогов Когда мы сравниваем итоговые статистические данные текущего и будущего состояний завода Acme, результаты весьма поражают. В частности, благодаря сглаживанию работы сварочно-сборочной ячейки и обеспечению возможности штамповать каждую деталь каждую смену Acme может и дальше сокращать число рулонов стали, хранящихся в супермаркетах. Конечно, это сильно влияет на обеспечение высокой надежности работы в соответствии с временем такта. После сокращения времени выполнения заказа в цехе, перевода работы задающего ритм процесса в соответствии с временем такта и способности быстро реагировать на проблемы Acme может смело сократить число готовых изделий, которое он хранит в супермаркете, до двух дней. (Если потребитель Acme сам проведет сглаживание спроса, эти запасы можно сократить еще существеннее.) В сравнении с промежуточными улучшениями, показанными в таблице, выравнивание производства на заводе Acme еще больше сократило время выполнения заказа — до 3, 5 дня и примерно в два раза увеличило оборачиваемость запасов.
Ваша очередь Прежде чем перейти к разработке карты будущего состояния вашего потока создания ценности, — которую, надеемся и уверены, вы выполните очень быстро, — вам может понадобиться некоторая практика. Мы предлагаем взять еще один чистый лист бумаги и нарисовать карту будущего состояния потока создания ценности для компании TWI Industries, информацию о которой приведена на стр. 51 и которая была использована для построения карты текущего состояния потока создания ценности. После этого можете сравнить вашу карту будущего состояния компании TWI с вариантом, который мы представили для этой компании (данная карта показана в приложении С). Имейте в виду, что на языке построения карт потока создания ценности «правильные действия» — это действия, которые позволяют быстро избавиться от коренных причин потерь. Поэтому, пожалуйста, используйте наши карты и методы (технические приемы) для пересмотра ваших базовых представлений о том, что значит работать правильно.
Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 659; Нарушение авторского права страницы