|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Фрезерные станки с нижним расположением шпинделя ⇐ ПредыдущаяСтр 6 из 6
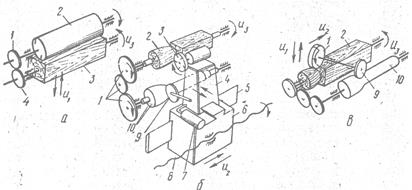
Фрезерными называются станки для плоской, профильной и объемной обработки прямолинейных и криволинейных деталей. По конструктивному признаку они делятся на станки с нижним и верхним расположением шпинделя и объемнокопировальные. Фрезерный станок с нижним расположением шпинделя широко распространен в различных отраслях деревообработки. Кроме плоского и профильного фрезерования кромок и торцов деталей эти станки можно использовать для зарезки шипов и ряда других операций, выполняемых с ручной и механической подачей. В зависимости от высоты обработки они подразделяются на легкие (до 80 мм), средние (до 100 мм) и тяжелые (до 125 мм). Основой станка является станина коробчатого сечения повышенной жесткости, на которой монтируются узлы и механизмы станка. Механизм резания представляет собой высокоточный шпиндель с закрепленным на нем режущим инструментом, смонтированный в цилиндрической гильзе на подшипниках качения и приводимый во вращение от вала электродвигателя через шкивы пятиступенчатой клиноременной передачи. Перемещение шпинделя по высоте для настройки на размер обрабатываемой детали осуществляется маховиком, закрепленным на валу, через червячную и винтовую передачу. Контроль перемещения шпинделя осуществляется по шкале счетчика, отслеживающего вращение винта через звездочки цепной передачи. На станке можно обрабатывать прямолинейные и криволинейные кромки детали. В первом случае обработка осуществляется по направляющей линейке, во втором – по копирному кольцу, смонтированному в столе концентрично с фрезой. Деталь устанавливается на шаблоне, рабочая кромка которого выполнена криволинейной по форме детали, и вместе с шаблоном перемещается относительно фрезы. На плите шаблона установлены регулируемые и торцевые упоры для базирования заготовки. Заготовку закрепляют эксцентриковыми прижимами, смонтированными на стойках шаблона. Обработанная деталь принимает ту же форму, что и копирная кромка шаблона. Присоединение шипорезной каретки расширяет технологические возможности фрезерных станков. Шипорезная каретка перемещается вручную по круглой направляющей и ориентируется по плоской направляющей. Параллельность стола каретки столу станка обеспечивается с помощью эксцентриковых роликов. В станках с механической подачей движение каретки осуществляется от пневмогидросистемы со скоростью до 20 м/мин. При фрезеровании шипов детали крепятся на каретке с помощью зажимных устройств. Для выполнения других операций каретку фиксируют в одном положении с помощью винтов. При сквозном прямолинейном фрезеровании с целью увеличения производительности и облегчения условий труда на столе станка устанавливается вальцовый автоподатчик. Для обработки щитовых деталей или рамочных конструкций станок снабжен фронтальным расширителем стола, выдвигаемым из стола на 360 мм. Тенденция компьютеризации деревообрабатывающего оборудования коснулась и таких простых станков, как фрезерные с нижним расположением шпинделя. Выпускают станки с регулировкой шпинделя по 5 осям. На пульте управления осуществляется весь набор настроечных перемещений: вертикальное, горизонтальное и угол наклона шпинделя, число оборотов, скорость подачи и др. Станок оснащен быстросменной системой шпиндельной оправки и электропневматическим ее зажимом и целым рядом других усовершенствований. Имеются фрезерные станки с ЧПУ. Фрезерные станки с верхним расположением шпинделя Станки с верхним расположением шпинделя предназначены для плоскостного и фигурного фрезерования брусковых и щитовых деталей по копирам и с ЧПУ. В настоящее время наиболее распространен станок этой группы ВФК-2. В верхней и нижней части станины выполнены направляющие, по которым перемещается фрезерная головка и корпус со столом. Конструкция стола предполагает возможность настроечных перемещений по высоте до 200 мм по нижним направляющим станины с помощью маховика через червячную и винтовую пары. Стол в заданном положении фиксируется рукояткой. Перемещение по высоте копирного пальца, смонтированного в держателе, выполняется рукояткой через шестерню и зубчатую рейку. На столе установлен угольник для ориентации деталей при прямолинейной обработке. Фрезерная головка служит для крепления режущего инструмента и обеспечения ему требуемой частоты вращения (18000 мин–1) при заданном положении относительно других элементов станка. Главный узел фрезерной головки – электрошпиндель ЭВ-18/1, 5М, представляющий собой высокоскоростной электродвигатель специального исполнения, который питается током повышенной частоты 300 Гц от синхронного генератора, поставляемого со станком. Режущий инструмент (фреза, сверло) в патроне устанавливают непосредственно на выходном валу электрошпинделя, имеющем внутреннюю расточку под конус Морзе № 2а. Режущий инструмент крепится с помощью дифференциальной гайки. Фрезерная головка может поворачиваться относительно вертикальной оси на угол до 45° вправо. Револьверная головка служит для ограничения опускания фрезерной головки и оснащена шестью регулируемыми по высоте винтами-упорами. Положение каждого упора фиксируется шариковой защелкой. Пневмопривод служит для механического перемещения фрезерной головки по высоте. При работе станка осуществляется ручная подача. Для механизации подачи при фрезерно-копировальных работах созданы фрезерные станки с карусельным столом или кареткой. Во фрезерных станках с карусельным столом используется проходная схема обработки, они исполняются с одной или двумя ножевыми головками. На станках можно обрабатывать удлиненные щиты и детали. На столепо окружности закрепляется несколько шаблонов, на которые укладываются детали, зажимаемые пневмоцилиндрами. При вращении стола детали поочередно подходят к фрезерным суппортам. Копирный ролик, расположенный соосно с фрезой, входит в контакт с кромкой шаблона и обеспечивает обработку заданного контура. Прижим копирного ролика к шаблону осуществляется пневмоцилиндром. Сила прижима может быть отрегулирована в соответствии с профилем обработки. Шаблоны делают легкосъемными, что позволяет получать детали различного контура. Пневмоприжимы поочередно автоматически освобождают обработанные детали при подходе к зоне разгрузки с помощью пневмораспределителя. Шпиндели фрезерных суппортов могут вращаться в любом направлении, обеспечивая встречное и попутное фрезерование. Скорость вращения стола может изменяться и автоматически регулируется с помощью кулачков, закрепленных на столе и взаимодействующих с механизмом регулирования скорости. На фрезерных станках с кареткой обрабатывают детали по циклопроходной схеме также с помощью шаблонов, но движение подачи в них прямолинейное возвратно-поступательное. Заготовка закрепляется пневмоприжимамив шаблонена подающей кареткеи вместе с ней перемещается мимо фрезерных головок. Суппортыс фрезерными головками перемещаются по направляющимперпендикулярно движению заготовки (поперечная подача). Надвигание и отвод ножевой головки осуществляются копирным роликом, скользящим по фигурной кромке шаблона, а прижим ролика к шаблону – пневмоцилиндрами. Привод подающей каретки по направляющим – от гидроцилиндра. Скорость продольной подачи во время рабочего хода может автоматически регулироваться в зависимости от глубины фрезерования и сложности профиля. Фрезерование ведется с попутной подачей, что обеспечивает высокую точность обработки. Объемно-копировальные станки. В этих станках вращающаяся фреза обрабатывает заготовку со всех сторон (объемное фрезерование), копируя заданную формы модели, или по программе в станках с ЧПУ. В результате получают несимметричные изделия в продольном и поперечном направлениях. Станки могут быть одно- и многошпиндельные. В зависимости от направления вращения фрезы относительно волокон древесины различают копирование поперечное, продольное и в плоскости волокон. В зависимости от вида и размеров режущего инструмента объемное копирование бывает с продольной подачей и без продольной подачи. Схема без продольной подачи используются при копировании деталей инструментом по всей длине одновременно. Схема такого копирования при поперечном фрезеровании приведена на рис. а.
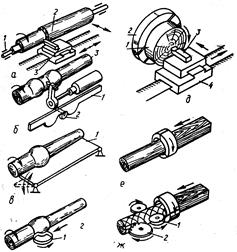
Ножевая головка 2 обрабатывает медленно поворачивающуюся деталь 3 сразу по всей длине. Необходимый размер и форма детали обеспечиваются профилем ножевой головки и формой копиров 1 и 4. Заготовка надвигается на головку в поперечном направлении. Фрезерно-копировальные станки, работающие по этому принципу, служат для получения прямых, конусных или профильных изделий, имеющих в поперечном сечении форму овала или многоугольника. На рис. б приведена схема поперечного копировального станка с продольной подачей. Модель 10 вращается, зажатая в центрах. Синхронно с ней в центрах вращается заготовка 2, кинематически связанная с моделью шестернями 1. Копирный ролик 9, обкатываясь по модели, через штангу отодвигает или приближает рабочий суппорт 4. В верхней части суппорта смонтирована ножевая головка 3. В результате перемещений суппорта осуществляется поперечная подача фрезы на заготовку, позволяющая обрабатывать ее при вращении в соответствии с профилем модели. Суппорт имеет регулировочное приспособление и пневмоприжим 7, обеспечивающий надежный контакт копирного ролика с моделью. Продольная подача суппорта 4 выполняется ходовым винтом 8 (или рейкой), перемещающим блок 6 по направляющим 5. Заготовка может вращаться в любом направлении, что дает возможность осуществлять встречное и попутное фрезерование. Введение в кинематику станка масштабных механизмов позволяет при одних и тех же размерах модели получать детали различной величины. Копирный ролик через зубчатый сектор и шестерню связан с дросселем регулирования частоты вращения гидродвигателя. При поперечном движении ролика сектор поворачивается и закрывает или открывает дроссель, изменяя тем самым частоту вращения гидродвигателя, а следовательно, частоту вращения модели, заготовок и скорость продольной подачи каретки. Это позволяет изменять подачу на резец в диапазоне 0, 8–15 мм в зависимости от конфигурации модели, обеспечивая оптимальные режимы обработки. Частота вращения фрезы 6000 мин–1. Схема продольного копирования приведена на рис. в. Обозначения те же, что на рис. б. Станки этого типа, в отличие от предыдущего, имеют узкую ножевую головку меньшего диаметра, выполняющую продольное фрезерование. Шипорезные станки Шипорезные станки предназначены для формирования шипов и проушин на концах деталей при сборке из них рамочных конструкций или склеивания по длине. По виду шипов (рис.) и выполняемых при этом операций шипорезные станки разделяются на три типа: для формирования рамных, ящичных и зубчатых шипов. При формировании рамного шипа выполняется ряд операций: торцовка бруска
Рис. Схема выработки шипов: а – способы выработки шипов: рамных, ящичных прямых, ящичных «ласточкин хвост»; зубчатых; схемы шипорезных станков: б – с поперечным фрезерованием; в – с торцовым фрезерованием дисковой пилой; формирование щечек и плечиков, вырезка проушин. Формирование щечек и плечиков производится цилиндрическими фрезами по схемам поперечного или торцевого фрезерования. При использовании схемы с поперечным фрезерованием (рис. б) для выработки шипа требуется пять шпинделей, а при необходимости выбора проушины устанавливается шестой шпиндель с проушечным диском 5. Заготовка 1 торцуется пилой 2 на заданную длину. Две цилиндрические шипорезные головки 3 формируют шип по толщине и его щечки, а подсечные головки 4 – плечики шипа. При использовании схемы с торцевым фрезерованием (рис. в) для формирования шипа достаточно четырех шпинделей. Щечки и плечики шипа формируются двумя цилиндрическими дисковыми фрезами 6. Для выборки проушины необходимо установить дополнительный шпиндель с проушечным диском. Нарезание рамных шипов может производиться коническими фрезами и пилами. Шипорезные станки могут быть одно- и двусторонние. На двусторонних станках за один проход шип нарезается с обоих концов заготовки. Число шпинделей на таких станках в 2 раза больше, чем на односторонних того же вида. Односторонний шипорезный станок работает по циклопроходной схеме. Возвратно-поступательное перемещение каретки обеспечивается гидроприводом с бесступенчатым регулированием скорости в диапазоне 2, 5...15 м/мин. Каретка с заготовкой перемещается по двум направляющим вдоль режущих инструментов, совершая рабочий ход с заданной скоростью, останов каретки в крайнем левом положении для съема и загрузки детали. Каретка приводится в движение втулочно-роликовой цепью от гидроцилиндра через гидроусилитель. В двусторонних шипорезно-рамных станках, предназначенных для обработки шипов и проушин одновременно с обоих концов деталей, используется проходной метод обработки. Они имеют конвейерный механизм подачи, размещенный между левой и правой суппортными колонками, на которых последовательно смонтированы следующие суппорты: пильный, проушечный и по два шипорезных. Каждый из суппортов имеет трехкоординатную систему настройки. Конвейерный механизм подачи состоит из двух параллельных цепей оригинальной конструкции, которые скользят по горизонтальным направляющим. На внешней стороне цепи закреплены упоры с деревянными вкладышами для предотвращения сколов в деталях со стороны выхода инструментов. Привод конвейера осуществляется от тиристорного электропривода, состоящего из электродвигателя постоянного тока, блока регулирования, блока дросселя и задатчика скорости, который позволяет бесступенчато регулировать скорость подачи в диапазоне 1, 5...16 м/мин. От электродвигателя вращение через муфту, червячный редуктор и цепную передачу поступает на приводной вал подающего конвейера. Прижим материала по пути подачи осуществляется двумя приводными клиновыми ремнями, на которые воздействуют подпружиненные ролики. Существуют модели двусторонних шипорезных станков, предусматривающие возможность обработки на них щитовых деталей из ДСтП, МДФ и клееных заготовок. В связи с этим они оснащены дополнительными узлами и механизмами. В узел форматной обрезки добавляются подрезные пилы, которые прорезают предварительный паз в месте выхода зубьев основной пилы из материала. К основной пиле добавляются пильные диски, измельчающие отрезанную кромку. Устанавливаются вертикальные и горизонтальные шпиндели с инструментом для прорезания продольных пазов на кромке и пласти, ленточно-шлифовальные и профильные абразивные диски для обработки кромок. Для мебельных производств выпускаются шипорезные станки с электронными копирующими устройствами, что позволяет обрабатывать криволинейные детали из массивной древесины и плит. Станок оборудуется тремя расположенными по направлению подачи копировальными группами. Каждая группа оснащена двигателем постоянного тока, который устанавливается на суппорте, перемещаемом шаговым двигателем. Каждая группа перемещается перпендикулярно направлению движения подачи по линейным направляющим винтом с регулируемыми шарикоподшипниками, которые гарантируют точное копирование. Такая схема позволяет реализовать возможности ЧПУ. Станки имеют электронный контроль и систему самодиагностики. Шипорезные станки для нарезания прямого ящичного и клинового (зубчатого) шипов. Ящичные и клиновые шипы вырабатываются на одной (односторонние станки) или одновременно на двух (двусторонние станки) сторонах заготовки. В качестве режущего инструмента в обоих случаях используются прорезные цельные фрезы, собранные на оправке. Шипорезный односторонний станок ШПК-40 предназначен для фрезерования прямых и зубчатых (клиновых) шипов. На жесткой литой станине расположен горизонтальный шпиндель, вращающийся в подшипниковых опорах. Режущая головка шпинделя для удобства монтажа имеет две пиноли: на одной из них монтируются 12 фрез с проставочными кольцами, на другой – 13 фрез. Пиноли соединены зубчатыми муфтами и зажимаются гайками. Шпиндель приводится во вращение через клиноременную передачу от электродвигателя, установленного на станине. На станине имеется передний упор для регулировки высоты шипа или глубины проушины до 50 мм. Стол станка литой конструкции перемещается по направляющим станины гидроцилиндром. На столе установлены два боковых упора для настройки размера крайней проушины. Для безопасности работы режущая головка в исходном положении полностью перекрывается поверхностью стола. Заготовка прижимается к рабочему столу станка прижимными башмаками, смонтированными на столе на двух стойках. Прижимы управляются гидроцилиндрами. С помощью электроблокировки исключается случайный пуск при смене инструмента. Цикл работы станка полуавтоматический. Установка и съем заготовок производятся вручную, остальные операции цикла выполняются автоматически по команде с пульта. На станке можно обрабатывать детали шириной до 400 мм при прямом шипе и до 110 мм при клиновом (зубчатом) шипе. Толщина обрабатываемого изделия 8...100 мм. Можно нарезать прямой шип длиной 50 мм и клиновой – 10 мм. Наибольшая скорость рабочего хода стола регулируется до 6 м/мин. Для обработки ящичных шипов ласточкин хвост в мебельном производстве применяют шипорезные станки типа ШЛХ. Обработка шипов осуществляется 25 концевыми коническими фрезами за один цикл. Сверлильные станки Станки этой группы предназначены для высверливания отверстий в брусковых и щитовых деталях деревообрабатывающих производств по позиционной схеме. Одношпиндельные сверлильные станки бывают вертикальные и горизонтальные. Наибольшее распространение получили вертикальные с ручной или механизированной подачей. Простейший станок с ручной подачей СВП-2 оборудован расположенным сверху шпиндельным узлом и кронштейном со столом. Стол можно устанавливать по высоте посредством реечного механизма станины, а под углом к горизонтальному положению – поворотом части кронштейна. Обрабатываемая заготовка закрепляется на столе эксцентриковым прижимом. В узел шпинделя входит электродвигатель, который через ременную передачу приводит во вращение рабочий вал с закрепленным в патроне сверлом. Движение подачи осуществляется через рычажную систему педалью или рукояткой. Вверх, в исходное положение шпиндель возвращается пружиной. Шпиндель останавливается тормозом при повороте рукоятки вверх. Станок с механической подачей имеет устройство для механического надвигания шпинделя и пневмоприжимы. Пневмогидравлический съемный узел привода подачи пристраивается вместо педали. Многошпиндельные сверлильные станки можно подразделить на универсальные и присадочные. Универсальные станки предназначены для высверливания отверстий различного диаметра и расположения. Они могут быть с групповым и индивидуальным приводом, вертикальные и горизонтальные. На станках с индивидуальным электроприводом для уменьшения расстояний между осями сверл используют насадные многошпиндельные головки. Групповой привод шпинделей осуществляется от одного электродвигателя через зубчатые колеса и гибкие валы. Детали в таких станках чаще всего подаются столом от гидроцилиндра. Прижим заготовок к столу с помощью пружин. Привод от одного двигателя к шпинделям может быть ременной. Присадочные станки предназначены для выработки отверстий под круглые шипы (шканты) для угловых соединений щитов. Эти станки менее универсальны. Они могут быть горизонтальными, вертикальными и горизонтально-вертикальными. Широкое применение получила схемагоризонтально-вертикального станка с индивидуальным приводом многошпиндельных сверлильных головок и автоматической подачей. По этой схеме выпускаются станки различной производительности и габаритов для производств любой мощности. Рассмотрим типичный станок, работающий по этой схеме. Станок спроектирован по схеме со сквозным проходом заготовки и работает по циклу: загрузка, остановка деталей на позиции обработки, выгрузка. Станок имеет ряд многошпиндельных сверлильных головок – вертикальных и горизонтальных. Щит загружается в станок клиноременным конвейером. Сверление производится надвиганием тех головок, которые предусмотрены технологией обработки. После обработки пневмоцилиндры убирают упоры, пневмоцилиндры освобождают деталь от зажима, поднимается и включается конвейер и транспортирует ее. Каждая сверлильная головка имеет ряд настроечных регулировок: позиционирование по направлению подачи и перпендикулярно ему; глубины сверления и расстояния сверла до заготовки; скорости подачи. Отключение пневматического или ручного фиксатора головки позволяет быстро снять ее для замены или повернуть ее на угол до 90°. Сверла крепятся в патронах головки с помощью несложного приспособления. В одних головках все патроны вращаются в одну сторону, в других соседние патроны вращаются в противоположенных направлениях. В этом случае устанавливаются сверла с левым и правым вращением. Применяются спиральные, винтовые и чашечные сверла различного диаметра. Сверлильные головки, не занятые в сверлении по данной схеме обработки, сдвигаются вправо и влево по направляющим и не участвуют в работе. В наиболее сложных станках настройка осуществляется с пульта числового управления с помощью персонального компьютера. Имеется также программа самодиагностирования, помогающая соблюдать технологию обработки и обнаруживать неисправности в механизмах станка. Станок может быть дополнен устройствами для установки шкантов на клею в высверливаемые отверстия на кромках заготовок. Станок для заделки сучков. Для повышения качества досок и брусков проводится высверливание сучков и заделка получающихся отверстий на сверлильном станке СВСА-2. Станок состоит из станины с вертикальными направляющими, по которым перемещается шпиндельный блок, предназначенный для размещения шпинделя высверливания сучка, клеевпрыскивающего устройства, шпинделя для изготовления пробки и забивки ее в отверстие, приводного и кулачкового валов. Шпиндели приводятся во вращение от электродвигателя мощностью 2, 8 кВт, размещаемого в станине, через клиноременную передачу. Чугунный стол поднимается и опускается маховичком. Для сдувания стружки при сверлении через сопло подводится воздух от вентилятора. Обрабатываемое изделие устанавливается на столе и прижимается устройством, которое управляется кулачком от распределительного вала. Один шпиндель высверливает сучок, а другой с пустотелым сверлом изготавливает из планки пробку и устанавливает ее в подготовленное отверстие. Перемещение шпинделей осуществляется от кулачкового вала. Перед установкой пробки стенки отверстия смазываются клеем с помощью клеевпрыскивающего устройства. Клей находится в резервуаре станка. Распределительный кулачковый вал начинает работать при нажатии на педаль, а прекращает свою работу автоматически после заделки отверстия, и суппорт возвращается в исходное положение. Сверлильно-фрезерные станки Станки предназначены для выборки в деревянных деталях скругленных глухих или сквозных гнезд. В качестве режущего инструмента используют концевые фрезы. Для выборки гнезда необходимо придать фрезе два движения подачи – одно по оси инструмента, а второе – поперек. Одношпиндельные вертикальные сверлильно-фрезерные станки применяются в небольших производствах и вспомогательных цехах. По конструкции они аналогичны сверлильным одношпиндельным вертикальным станкам. Отличие заключается в устройстве стола. Стол у этих станков имеет продольное перемещение по направляющим в горизонтальной плоскости с помощью маховичка и зубчато-реечного механизма, чем обеспечивается боковая подача фрезы. Величина перемещения регулируется подвижными упорами. Горизонтальные сверлильно-фрезерные станки отличаются большим разнообразием схем. Для последних моделей характерна прямолинейная траектория поперечного движения шпинделя, которая производится кривошипно-шатунным механизмом, а регулирование длины паза – изменением величины радиуса кривошипа. Прямолинейность траектории этого движения обеспечивается направляющими или рычажно-шарнирными механизмами. Направляющие применяются плоские и призматические. Рычажно-шарнирные механизмы отличаются высокой точностью и надежностью, а также простотой обслуживания и ремонта, компактностью и малой массой. Большинство станков имеет ременный привод шпинделя, что позволяет повысить частоту вращения до 8–10 тыс. мин–1. По расположению концевых фрез горизонтальные сверлильно-фрезерные станки выпускаются односторонние и двусторонние. Шпиндель двусторонних станков имеет патроны на обоих концах вала. Приводной шкив располагается между опорами или между опорой и патроном. Привод подачи стола пневматический, гидравлический или пневмогидравлический. Направляющие столов – плоские, призматические или круглые. Заготовки к столу прижимаются пневмо- или гидроприжимами. Долбежные станки Станки предназначены для выборки прямоугольных гнезд в изделиях из древесины для шиповых соединений и установки фурнитуры. В качестве режущего инструмента применяют фрезерные цепочки и гнездовые фрезы. Фрезерные цепочки устанавливают на цепнодолбежных станках и агрегатных головках. Цепное фрезерование выполняется зубьями цепи, перемещающейся по дуговой траектории. Каждый зуб срезает стружку циклоидальной формы при радиальной подаче. Для получения паза большей длины добавляется боковая подача. По расположению долбежных (фрезерных) цепочек различают вертикальные и горизонтальные цепнодолбежные станки, одно- и многошпиндельные. Вертикальные станки применяют для фрезерования гнезд на широких поверхностях щитовых и рамочных деталей, а также на боковых поверхностях брусков. Горизонтальные станки используют преимущественно для выработки гнезд на узких гранях щитов и рамок. На долбежных станках различными инструментами в деревянных деталях вырабатываются гнезда прямоугольных сечений. Станки работают по позиционной схеме. В качестве режущего инструмента используются фрезерные цепочки или гнездовые фрезы. В цепнодолбежных станках обрабатываемая заготовка закрепляется на столе двумя гидрозажимами, а механизм резания располагается над столом. Гнездо выбирается фрезерной цепочкой, натянутой сверху на четырехзубую приводную звездочку, сидящую на валу электродвигателя, и снизу – на направляющую планку с натяжным роликом. Кронштейн по направляющим станины с помощью гидроцилиндра совершает следующие перемещения: вниз – рабочее, вверх – холостое. Стол станка состоит из двух частей: горизонтальной и вертикальной. Горизонтальная часть имеет ручное установочное перемещение относительно вертикальной части. Обе части стола совершают рабочее перемещение при выборке гнезда, длина которого больше размера режущего инструмента, по шариковым направляющим с помощью зубчато-реечной передачи и маховика. Простота режущего инструмента и высокая производительность обусловливают широкое распространение долбления гнездовыми фрезами. Для этого удобно использовать долбежные агрегатные головки, смонтированные в нужном количестве на общей станине. Для долбления узких гнезд используют гнездовые фрезы, которые выполнены в виде узкой тонкой пластинки с зубцами на нижней и боковой гранях. Нижние зубья – режущие, боковые – удаляющие стружку. Фреза совершает движение по эллиптической кривой или дуге окружности. Долбежная головка состоит из тяги на оси коромысла с долбяком, вала с эксцентриком и приводного электродвигателя. При вращении вала электродвигателя через муфту эксцентрик приводит коромысло с долбяком в вибрирующее движение по эллиптической траектории с частотой 3000 мин–1. Такое движение обеспечивает врезание зубьев в древесину, резание вдоль гнезда, удаление стружек из гнезда и возврат долбяка в исходное положение. Ширина паза определяется толщиной гнездовой фрезы, что позволяет вырабатывать очень узкие гнезда шириной 1, 6…32 мм. Длина паза регулируется без смены инструмента. Токарные станки На токарных станках в результате вращательного и поступательного движения заготовки или резцов обрабатываемым деталям придают форму тел вращения. В зависимости от способа базирования детали токарные станки классифицируют на три основных вида: центровые, лобовые и бесцентровые (рис.). Центровые токарные станки. В зависимости от длины лезвия токарного резца центровые станки делятся на две группы: коротколезвийные (длина лезвия меньше длины обрабатываемой детали) и длиннолезвийные (длина лезвия равна длине детали).
Рис. Классификация токарных станков: а–г – центровые; д – лобовые; е, ж – бесцентровые Центровой коротколезвийный станок предназначен в основном для продольного точения. Деталь 2 вращается, зажатая между двумя центрами 1 или укрепленная в патроне, и обрабатывается инструментом 3, подаваемым вдоль, поперек или под углом к оси вращения. Он может работать с использованием подручника или иметь механизированный суппорт. Станки с механизированным суппортом имеют приставное устройство для лобового точения. В токарно-копировальных станках (см. рис. б) обработка детали 3 ведется по копиру 1. Суппорт связан с копирным роликом 2, который перекатывается по поверхности копира. Длиннолезвийные токарные станки – центровые станки автоматы с поперечной подачей (рис. в) предназначены для массового изготовления небольших изделий. Обработка выполняется фасонным резцом 1, имеющим ту же длину, что и деталь. Резец подается поворотом его в шарнирах. Производительность 300–4000 изделий в 1 ч. Заготовки подаются из магазина по одной и зажимаются между вращающимися центрами. На тяжелых станках длинная заготовка квадратного сечения, вращающаяся внутри патронов, подается вдоль оси на резец предварительной обработки и далее – на профильный резец. Станки с поворотным резцом (см. рис. г) применяются для производства деталей малого диаметра (6–10 мм). Обработка ведется резцом 1, поворачивающимся при перемещении суппорта вдоль оси обрабатываемой детали. Такая конструкция позволяет производить резание не всей заготовки сразу, а только на небольшом ее участке, что снижает силы резания и уменьшает прогиб заготовки. Вместе с резцом, движущимся вдоль заготовки, перемещается опора (люнет), также предотвращая прогиб заготовки. Лобовые токарные станки (рис. д) оборудованы планшайбой 2 для лобового точения, что позволяет обрабатывать торцевые поверхности. Заготовка 1 зажимается на планшайбе кулачковым зажимным устройством. Планшайба приводится во вращение от многоскоростного двигателя, коробку передач и ременную передачу, что обеспечивает частоту вращения 60…1000 мин–1. Резцедержатель 3 с резцом закрепляется на суппорте, который перемещается в горизонтальном направлении. Привод механизма подачи суппорта осуществляется от индивидуального электродвигателя и коробки передач. Такие станки используются преимущественно в модельных цехах для обработки изделий большого диаметра. Диаметр планшайбы на тяжелых станках достигает 2000 мм, а на особо тяжелых до 4000 мм. Бесцентровые круглопалочные станки (рис. е, ж) предназначены для проведения цилиндрической обработки удлиненных деталей по проходной схеме при осевой подаче заготовки. На существующих станках изготавливаются детали диаметром 8...50 мм. В качестве режущего органа используется полая ножевая головка с резцами, режущие кромки которых обращены к оси вращения, вдоль которой подается заготовка. Схема работы шкантовых станков (см. рис. ж) такая же, как и круглопалочных, но в них добавлены специальные инструменты: накаточные 1 и прорезные 2 фрезы. После гладких вальцов установлены вначале фрезы, которые наносят на круглую палку рифления, а затем втулка с прорезью, через которую проходит тонкая фреза, прорезающая продольную канавку. Рифления и канавка улучшают соединения шканта с деталью.
Шлифовальные станки Шлифованием называется процесс абразивной обработки поверхностей деталей с преобладанием резания. Шлифовальные станки в технологическом процессе деревообработки применяются для выполнения следующих операций: выглаживания поверхностей с доведением их до заданной шероховатости, выравнивания поверхностей с доведением их до плоского состояния и калибрования на заданную толщину. Различают пять видов шлифовальных станков: узко- и широколенточные, цилиндровые, дисковые и лепестковые. В узколенточных станках в качестве инструмента используется бесконечная шлифовальная лента небольшой ширины (80–300 мм), натянутая на шкивах. Классифицируют станки в зависимости от того, какая часть ленты используется в работе, и характера контакта между древесиной и шлифовальной лентой. Станки c неподвижным столом предназначены для шлифования плоских деталей. Наиболее распространены станки с горизонтально расположенной рабочей ветвью ленты, под которой расположен стол. Имеются станки и с вертикально расположенной лентой. Станки со свободной лентой применяются для шлифования криволинейных деталей. Станки с контактным прижимом классифицируются, в свою очередь, на две группы – утюжком и шкивной частью. Из числа первых можно выделить станки, в которых используется узкий утюжок размером меньше обрабатываемой детали, устанавливаемый на каретке, и станки, в которых длина утюжка больше детали, подаваемой на конвейере. В станках с узким утюжком шлифовальная лента, натянутая на два шкива и (один шкив приводной от электродвигателя), расположена горизонтально. Под нижней частью находится каретка, перемещаемая вручную (рукояткой) по направляющим поперек ленты. Заготовка укладывается на каретку, а лента к ее поверхности прижимается с помощью рукоятки утюжком. Утюжок закрепляется шарнирно и вручную перемещается вдоль ленты. Работа на этих станках малопроизводительна и утомительна, поэтому делаются попытки механизировать рабочие перемещения. В последней модели каретка перемещается пневмоцилиндром. Рычаг управления цилиндром смонтирован на месте прежней рукоятки ручного перемещения. Нажатие рычага вниз и вверх соответствует подаче каретки вперед и назад, причем, чем больше передвинут рычаг, тем быстрее движется каретка. Эти станки исключительно простые, дешевые, но требующие монотонного, утомительного и вредного для здоровья труда. Более совершенен и производителен станок с протяженным утюжком и конвейерной подачей. В станках с контактным прижимом шкивной частью ленты шлифовальная лента располагается вертикально и прижимается к заготовке рабочим шкивом. Жесткость контакта зависит от твердости обкладочного резинового слоя, а также от его профиля. Толщина резинового покрытия – 20 мм, твердость – 25...70 ед. При диаметре вала 0, 25...0, 35 м максимальное давление 0, 03...0, 2 МПа. При столь значительном давлении глубина шлифования может составлять 0, 5...1 мм, т. е. можно осуществлять операции выравнивания и калибрования. В широколенточных шлифовальных станках ширина ленты больше максимальной ширины обрабатываемой детали. Получили распространение станки с лентой шириной 600...2000 мм. Широколенточные станки обладают рядом преимуществ по сравнению с другими типа Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1127; Нарушение авторского права страницы